Изобретение относится к вспомогательному оборудованию кузнечно-штамповочного производства и может быть использовано для автоматизированного нагрева заготовок под их обработку.
Известна установка для автоматизированного нагрева заготовок, содержащая механизм перегрузки заготовок из тары, устройство для ориентации заготовок, индукционный .нагреватель, механизм передачи заготовок в систему управления 1.
Недостатками этой установки являются невысокая производительность и низкая надежность ее работы.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка, для автоматизированного нагрева заготовок, содержащая кантователь и механизм перегрузки тары, механизм ориентации с желобами, механизм передачи заготовок, и-ндукционный нагреватель и систему управления 2.
Недостатком этой установки является то, что механизм ориентации, выполненный в виде вибростола, в диапазоне допустимых щумовых характеристик не обеспечивает ориентацию обрабатываемой Номенклатуры заготовок с заданным-темпом. С увеличением размеров и массы заготовок темп их ориентации в диапазоне допустимых щумовых характеристик значительно снижаемся.
Цель изобретения - расщирение номенклатуры нагреваемых заготовок и повыщение производительности работы установки для автоматизированного нагрева заготовок.
Указанная цель достигается тем, что в установке для автоматизированного нагрева заготовок, содержащей кантователь и механизм перегрузки тары, механизм ориентации с желобами, механизм передачи заготовок, индукционный нагреватель и систему управления, механизм фиксации заготовок выполнен в виде транспортера с рабочими элементами звеньев по форме поперечного сечения желобов и сопряженными с ними и регулируемых отсекателей, расположенных перед механизмом передачи заготбвок над рабочими элементами трансиортера.
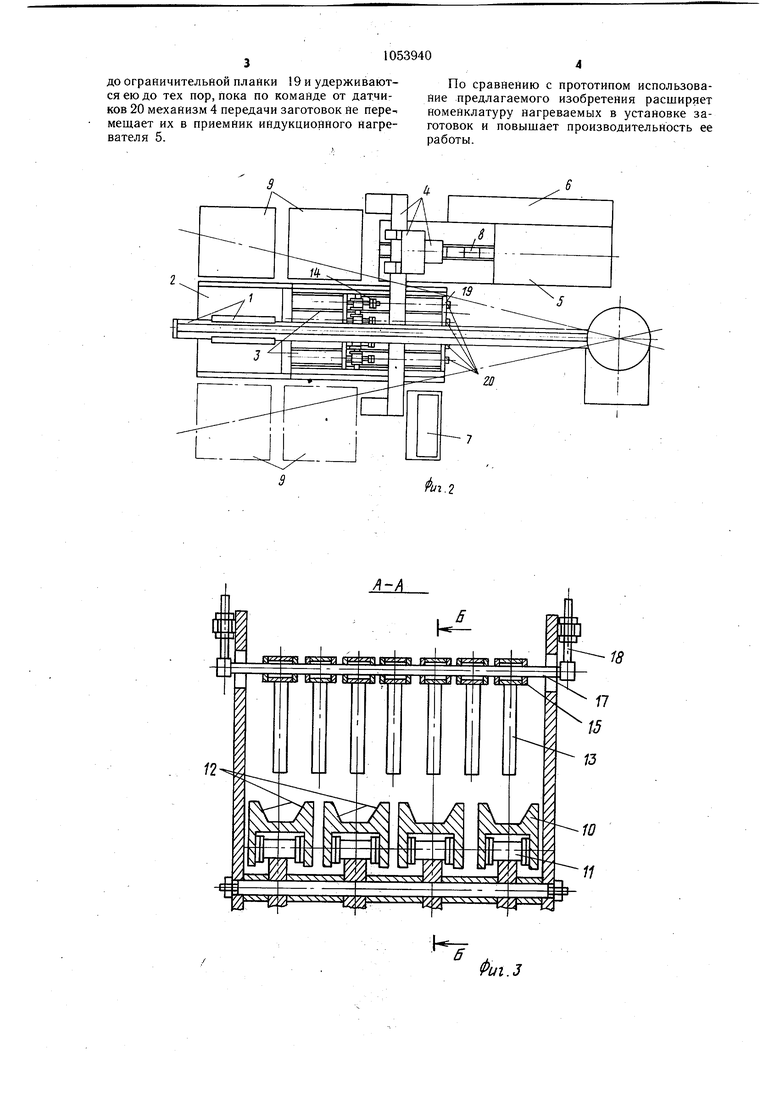
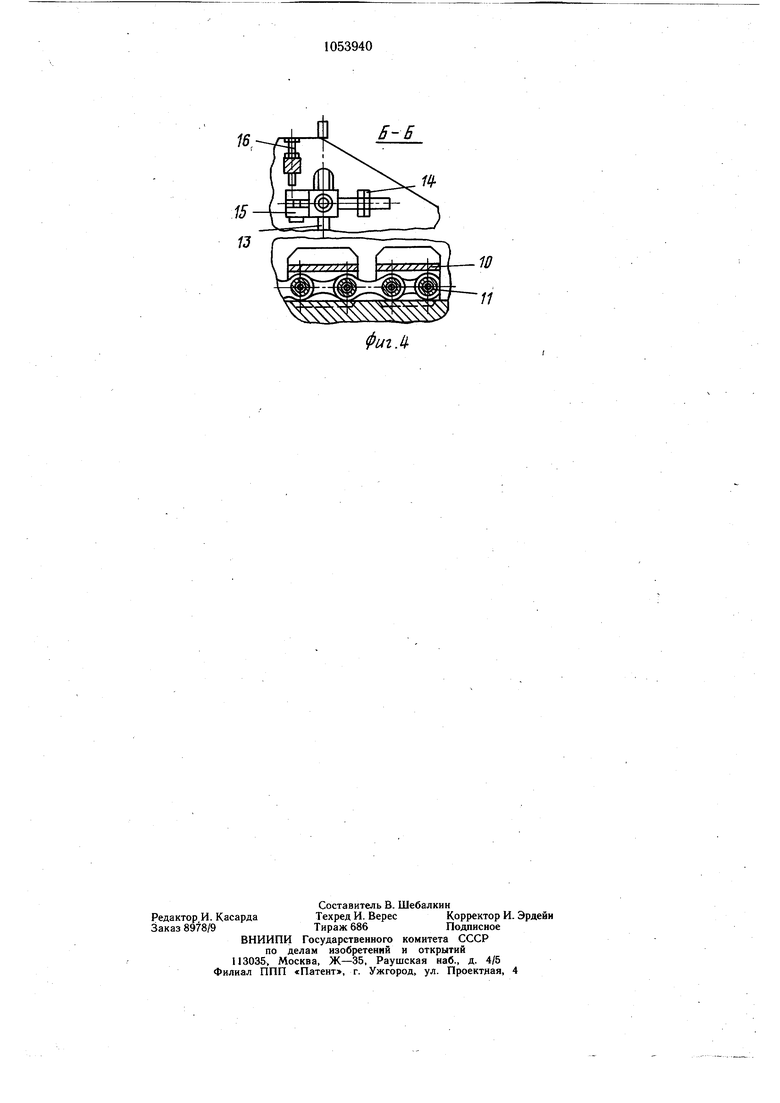
На фиг. 1 изображена установка для автоматизированного нагрева заготовок, общий вид; на фиг. 2 - то же, вид,в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3.
Установка для автоматизированного на.грева заготовок содержит связанные между собой и с системой управления кантователь - консольный край 1, перегружатель 2, транспортер 3, механизм 4 передачи заготовок, индукционный нагреватель 5, электрощкаф 6 и пульт 7.
Транспортер 3 и индукционный нагреватель 5 расположены соосно направлению ориентированного движения заготовок 8, а перегружатель 2 и заполненные или опорожненные тары 9 - по обе стороны от транспортера 3 в зоне действия консольного крана 1. Механизм 4 также расположен в зоне действия консольного крана 1 над транспортером 3 и индукционным Нагревателем 5 с возможностью доступа к ним оператора как со стороны загрузки заготовок 8 в индуктор 5, так и со стороны заполнения тары 9.
Транспортер 3 снабжен звеньями 10, закрепленными на цепях 11, и образующими криволинейную поверхность с желобами 12, соосНыми с индукционным нагревателем 5.
Над желобами. 12 перед зоной действия механизма 4 передачи заготовок установлены отсекател и 13с противовесами 14 и клеммными фиксаторами 15. Над отсекателями расположены ограничительные винты 16 Штанга 17 с закрепленными на ней отсекателями 13 и клеммными фиксаторами 15 зафиксирована на регулируемых подвесках 18.
Желоба 12 транспортера 3, образованные звеньями 10, замыкаются в зоне действия механизма 4 подачи планкой 19 для ограничения движения заготовок вместе со звеньями 10. На планке 19 установлены датчики 20 для контроля наличия ориентированных заготовок 8, подаваемых транспортером 3 в зону действия механизма 4. Под транспортером 3 в зоне действия перегружателя
2установлены датчики 21 наличия неориентированных заготовок на транспортере 3.
Установка для автоматизированного нагрева заготовок работает следующим образом.
При подаче команды о готовности установки к работе с помощью консольного крана 1 заполненная тара 9 устанавливается на перегружателе 2. Перегружатель 2 обеспечивает фиксацию и. поворот тары 9 на некоторый угол, достаточный для пересыпания из нее заготовок На транспортер 3. Если в течение заданного времени высыпание необходимого количества заготовок из тары не Обеспечивается, датчики 21 подают команду на увеличение угла наклона тары, а при высыпании необходимого количества заготовок на транспортер 3 - команду на возвращение перегружателя 2 в промежуточное или исходное положение. Если же в течение заданного времени высыпание требуемого количества, заготовок на транспортер
3не обеспечивается, датчики 21 выдают команду на замену опорожненной тары заполненной тарой 9.
Заготовки, высыпанные из тары 9 на криволинейную поверхность из звеньев 10, при перемещении последних занимают наиболее устойчивое положение в желобах 12 транспортера 3. Ориентации заготовок в желобах 12 способствуют отсекатели 13, отбрасывая неправильно расположенные заготовки под действием противовесов 14 и пропуская только те из них, которые расположены в требуемом положении. Ориентированные заготовки 8, «пропущенные отсекателями 13, перемещаются звеньями 10
до ограничительйой планки 9 и удерживаются ею до тех пор, пока по команде от датчиков 20 механизм 4 передачи заготовок йе перемещает их в приемник индукционного нагревателя 5.
По сравнению с прототипом использование предлагаемого изобретения расширяет номенклатуру нагреваемых в установке заготовок и повышает производительность ее работы.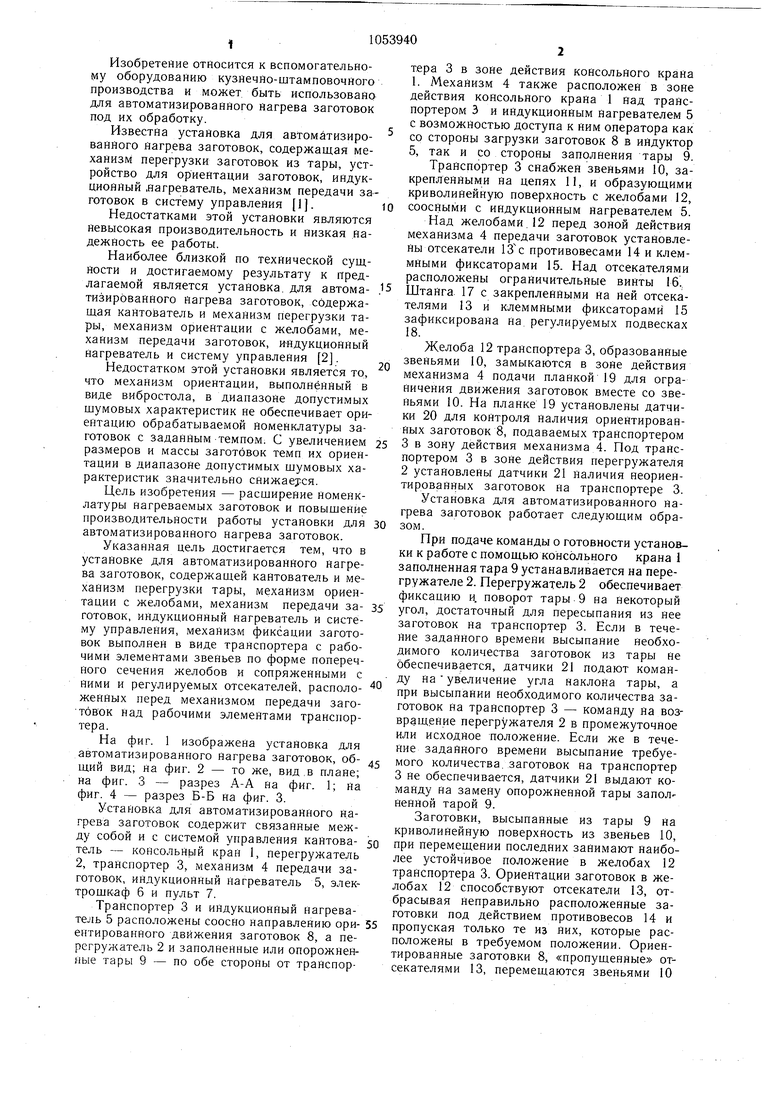
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматизированного нагрева заготовок | 1979 |
|
SU871959A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Устройство для подачи заготовок "маркус | 1983 |
|
SU1097510A2 |
| Установка для индукционного нагрева полос | 1989 |
|
SU1675351A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Устройство для подачи заготовок "Маркус | 1980 |
|
SU963884A1 |
УСТАНОВКА ДЛЯ АВТОМАТИЗИРОВАННОГО НАГРЕВА ЗАГОТОВОК, содержащая кантователь и механизм перегрузки тары, механизм ориентации с желобами, механизм передачи заготовок, индукционный нагреватель и систему управления, отличающаяся тем, что, с целью расширения номенклатуры нагреваемых заготовок и повышения производительности, механизм фиксации заготовок выполнен в виде транспортера с рабочими элементами .звеньев по форме поперечного сечения желобов и сопряженными с ними и регулируемых отсекателей, расположенных перед механизмом передачи заготовок над рабочими элементами транспортера. (Л ел оо со j;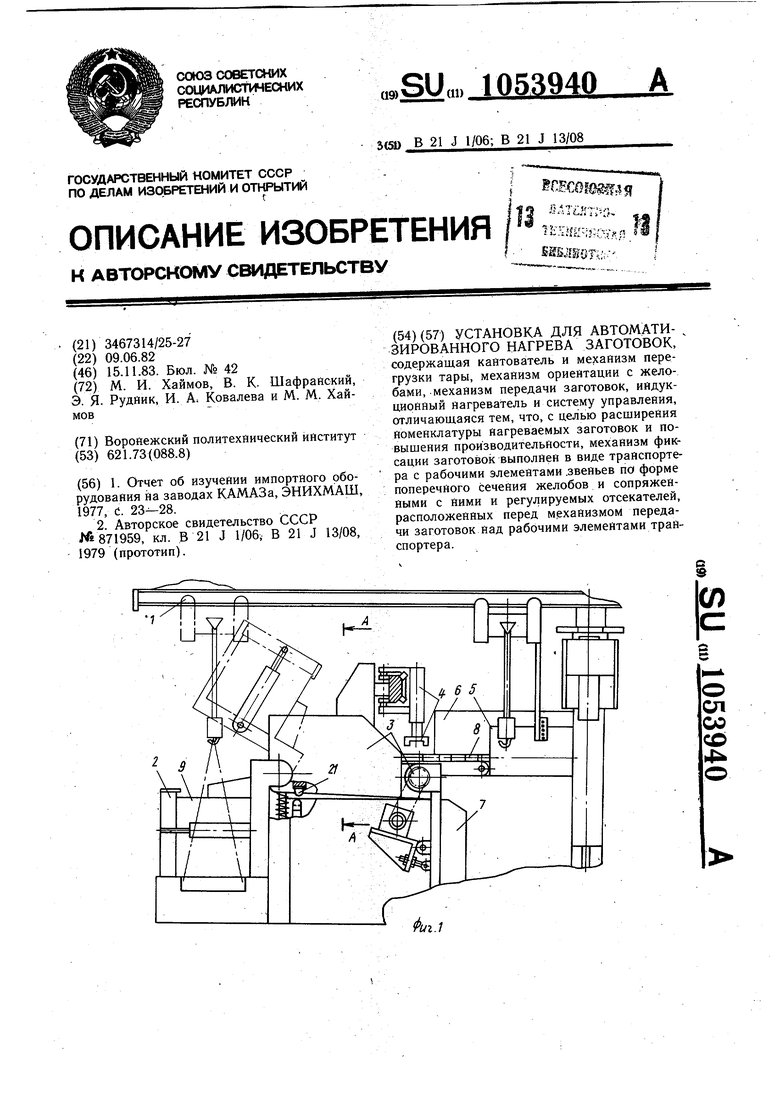
/)-Л
Фиг.з
В-Б
фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Отчет об изучении импортного оборудования на заводах КАМАЗа, ЭНИХМАШ, 1977, d | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для автоматизированного нагрева заготовок | 1979 |
|
SU871959A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
