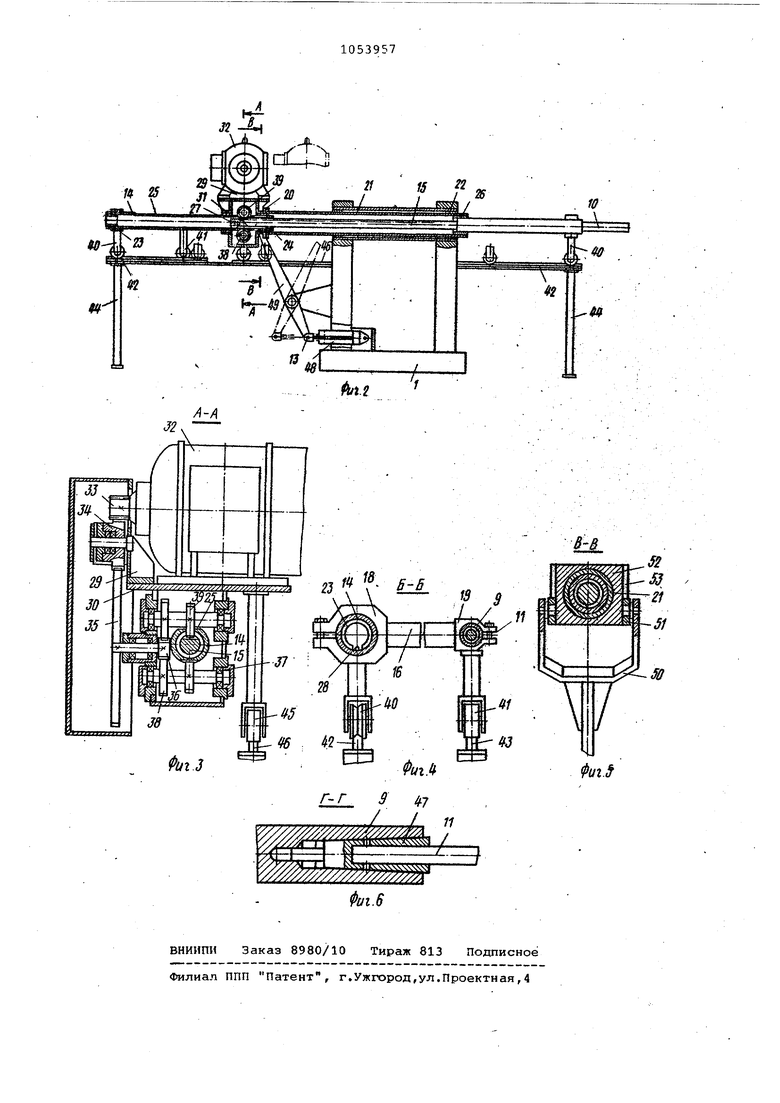
Изобретение относится к литейному производству, а именно к оборудованию для центробежной биметаллизации втулок электродуговым путем. Известен трехпозиционный станок -полу автомат модели 9Б83А для центробежной биметаллизации втулок электродуговым путем, содержащий станину, .трехпозиционный ротор с передними приводными и задними зажи ными бабками, электродный механизм, который включает червячный редуктор . вращающий винты с левой и правой резьбой, соединенные с зубчатыми ре ками, сообщающими через зубчатые пе редачи поступательное перемещение электродным штангам, также выполнен ным в виде зубчатых реек. Быстрый п вод и отвод электродов производится с помощью гидроцилиндров, перемещающих возвратно-поступат.ельно блок зубчатых колес, соединяющих зубчатые рейки. Перемещение электродов вдоль заготовки осуществляется отдельными гидроцилиндрами возвратнопоступательного перемещения Cl 1. ., Недостатками станка SB83A явля-. ются сложность электродного механизма, вызЬ1вай14ая усложнение смежных узлов и систем управления, jf увеличенная длина станка в связи с соосным расположением винтов и рее Цель изобретения - упрощение кон струкции и уменьшение габаритов станка. Указанная цель достигается тем, что станок для центробежной биметаллизации втулок электродуговьпи путем, содержащий станину, переднюю приводную и заднюю зажимную баб ки, электродный блок в виде электро додержателей с электродами и зубчато-реечного механизма подачи электр додержателей и механизм перемещения электродного блока в процессе наплавки, снабжен полой скалкой, а механизм подачи электрододержателей - реверсивным приводом, установ ленным на этой скалке, одна из зубчатых реек механизма подачи электро додержателей выполнена пустотелой с продольным окном, обе зубчатые рейк размещены в полой скалке концентрич но друг другу с возможностью осевого перемещения в противоположных направлениях от реверсивного привод связанного с ними кинематически, при этом полая скалка смонтирована на станине также с возможностью осе вого перемещения и кинематически связана с механизмом перемещения эл родного блока в процессе наплавки. Концы зубчатых реек, связанные с электрододержателями, снабжены опор ми. На фиг.1 показан станок, вид в плане; на фиг.2 - станок, вид спереди с частичным разрезом, на фиг.З разрез по меха.низму подачи электрододержателей (разрез А-Л на фиг.2 ) на фиг.4 - разрез по подвижным опорам {разрез Б-Б на фиг. на фиг.5разрез В-В на фиг,. 2, на фиг.6 крепление электрЬда к электрододеряателю (разрез Г-Г на фиг.1). Станок состоит из станины 1, на которой смонтированы передняя приводная бабка 2, служащая для вращения наплавляемой втулки 3, и задняя зажимная бабка 4 с приводом осевого перемещения от .силового ци-. линдра 5. Бабки 2 и 4 снабжены план- шайбами б и 7, между которыми . мается втулка 3. В станине также смонтированы электродный блок 8, состоящий из электрододержателями 9 и 10 с электродами 11 и зубчатореечного механизма 12 подачи элект|х додёржателей, и механизм 13 перемещения злектродного блока в процессе наплавки. Механизм 12 подачи электрододержа- елей включает концентрично установленные зубчатые рейки 14 н 15, свободные концы которйх кронштейнами 1& « 17 с зажимами 18 и 19 сое;в1нены- срответственно с электрододед жателями 9 и 10. Подобное исполнение позволяет выбирать исходное положение каждого эзюктрододэржагеля индивидуально в зависикгости от длины ц валичиша износа электродов. Рейка 14 смонтирована с возможг остък осевого перемещения в опорах 2.0 ПОЛОЙ скалки 21, которая смонтирована также с возможностью осевого перемещения в опорах 22 станины 1 Рейка 14 выполнена пустотелой и в Ней биаднтированы опоры 23 и 24 внутренней рейки 15, ймекнцей возможность перемещения относительно рейки 14, в сченке которой имеется продольное окно 25. В скалке 21 установлена также опора 26 рейки 15, а рейка 15 снабжена рапиковой опорой 27, для прохода которой через опору 23 последняя снабжена сквозной прорезью 28. Рейки 14 и 15 имеют возможность осевого перемещения от реверсивного шестеренного привода 29, смонтированного на фланце полой скалки 21. Привод 29 включает корпус 30, в котором смонтирована дополнительная опора 31 рейки 14 и установлен источник вращения, например электродвигатель 32, через установленное на его валу зубчатое колесо 33 и зубчатые колеса 34 и 35 кинематически связанный с зубчатым колесом 36.С целью возможности подачи электродов с рабочей скоростью н их ускоренного перемещения, а также регулирования скорости их перемещения электродвигатель 32 выполнен реверсивным, имеет две фиксированных ступени скоростей и возможность 1;1е,гулирования скорости вращения каждой ступени. Электродвигатель 32 принят в качест,ве конкретного и наиболее предпочтительного варианта реализации пред;лагаемого станка. В других вариантах исполнения может быть применен источник вращения и другого типа, напр|1|иер гидродвйгатель.j
От зубча:того колеса 36 враще.ние передается смонтированным в опорах 3 корпуса 30 блокам 38 и 39 зубчатых колес, порогань зацепляющихся с рейг ками 14 и 15 соответственно и перемеадгшшйис их в противоположные стороны. Для возмож ности зацепления блока 19 с рейкой 15 в стенке полой : рейки 14 выполнено продольное окно 2 которого соответствует хору рейК1 14,
Для обеспечения необходимой жесткости ц точности перемачения реек и эле КТ| одояержателей на кронштейнах 1€: и 17 соосно рейкам 14 и 15 и :Элёктрододержатвлям 9 и 10 установлеШ подвижные роликовые опоры 40 и 41 олИрашйЕреся на рельсы 42 и 43, рмонтировалшле на.станине 1 и регулируе яьис опорах 44. Призод 29 тйкже имеет д яюляительную роликовую опору 45 опирающуюся на рельс 46. Крепление электродов 11 в электрододержателях 9 и 10 производится цангами 47.
Полая ск.алка 21, на которой смонтирован ресь элёктродтлй блок 8, кинекштически связана с механизмом 13 пегремещения электродногоблока в про цессе наплавки. 6 конкретном нарианте механизм 13 включает омонтированЩ 1ё на станине 1 силовой цилицдф 48 и кулису 49, которая посредством выполненной заодно с ней вилки 50 и камней 51 кинематически связайа с жестко c юнтйpoвaннoй на скалке 21 обоймой 52, снабженной вертикальными пазами 53.
Станок работает следующим образом.
После установки втулки 3 бабка 4 цилиндром 5 перемещается в направлении бабки 2, и втулка 3 зажимается между планшайбами 6 и 7. Вклочается привод вращения. Втулка 3 любью известным способом предварительно заполняется шихтой.
Включается первая ступень скорости электродвигателя 32. От электродвигателя 32 вращение через зубчатые колеса 33-36 передается на блоки 38 и 39, которые вращаясь в противоположные стороны, ускоренно перемещают рейки 14 и 15 с электрододержателями 9 и 10 и электродами 11 навстречу друг другу, электрододержатели 9 и 10 с электродами 11 проходят при этом через полые шпиндели бабок 2 и 4. Рейка 14 опирается при этом на опоры 20 и 31, а рейка 15 на опоры 24 и 26, а опорой 27 на внутреннюю поверхность пустотело рейки 14. После того, как опора 27, пройдя через паз 28 опоры 23, выходит за пределы рейки 14, рейка 15 начинает дополнительно опираться на опору 23. Дополнительно свободные концы реек 14 и 15, а также электрододержатели 9 и 10 поддерживаются опорами 40 и 41. .л-
После, сближения электродов 11 на требуемую величину (згшается предварительно ) включается вторая ступень скорости вращения электродвигателя 32, обеспечивающая сближение электродов 11 с очень малой (ползучей) скоростью, что необходимо во избежание поломки электродо 11 при контакте их торцов. Во время этого контакта зажигается электрическая дуга, электродвигатель 32 реверсируется, электройы 11 с малой скоростью разводятся до получения заданной длины дуги, электродвигатель 32 отключаетсяi
Цилиндр 48 через кулису 49 и обойму 52 сообщает электродному блоку 8 возвратно-поступательное перемещение, величина и скорость которого задаются предварительно в зависимости от длины и диаметра втулки 3. Перемещение дуги.вдольвтулки с остановками у торцов на заданное, время создает равномерный по длине втулки нагрев шихты и втулки, чем обеспечивается равномерная толщина и высокое качество наплавленного слоя металла.
После окончания наплавки включается первая реверсированная ступень скорости электродвигателя 32, и элекроды 11 ускоренно отводятся в исходное положение/ схема управления при этом обеспечивает остановку цилиндра 48 в положении, соответствующем исходному положению электродного блока 8.
После окончания охлаждения, втулки 3 отключается привод вращения, бабкой 4 планшайба 7 отводится в исходное положение, наплавленная втулка 3 с помощью специального механизма (не показан ) снимается со станка.
Применение предлагаемого станка позволяет значительно упростить конструкцию электродного блока и смежных узлов, в связи с чем упрощается конструкция всего станка, уменьшаются его габариты и трудоемкость изготовления. Упрощение конструкции значительное уменьшение числа кинематических пар и приводов увеличивает надежность станка и упрощает его обслуживание.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для центробежной металлизации втулок | 1986 |
|
SU1389960A1 |
| Станок для биметаллизации втулок центробежной наплавкой | 1982 |
|
SU1024145A1 |
| СТАНОК ДЛЯ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 1995 |
|
RU2093302C1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |
| Станок для притирки конических и гипоидных зубчатых колес | 1969 |
|
SU361646A1 |
| Деревообрабатывающий токарно-шлифовальный станок | 1990 |
|
SU1787768A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
1. СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ БИМЕГАЛЛИЗАЦИИ ВТУЛОК электродуговым путем, содержащий станину, переднюю приводную и заднюю зажимную бабки, электродный блок в виде электродЬдержателей с.электродаки и эубчатог-реечнрго механизма подачи электрододержателей и механизм перемещения электродного блока в процессе наплавки, отличающийся тем, что, с целью упрощения конструкции и уменьшения габаритов станка, он снабжен полой скалкой, а механизм подачи электрододержателей - реверсивным приводом, установленным на этой скалке, одна из зубчатых реек механизма подачи электрододержателей выполнена пустотелой с продольньви окном, обе зубчатые рейки раз-мецены в полой скалке концентрично друг дфугу с возможностью осевого перемещения в противоположных на,правлениях от реверсивного привода, связанного с ними кинематически,при этом полая скалка смонтирована та станине также с возможностью осе§ вого перемещения и кинематически связана с механизмом перемещения (Л электродного блока в процессе наплавки. 2. Станок ПОП.1, отличающийся тем, что концы зубчатых реек, связанные с электрододержателями, снабжены опорами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Истомин Н.М | |||
| и Егоров Л.Н | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| .Труды Краснодарского политехнического института, вып.46, Краснодар, 1972, с | |||
