&Q ЭО ее
; а
Изобретение относится к сварочному производству и может быть использовано для изготовления биметаллических втулок путем центробежной металлизации.
Целью изобретения является упрощение конструкции и повышение каче- честна получаемьрс деталей.
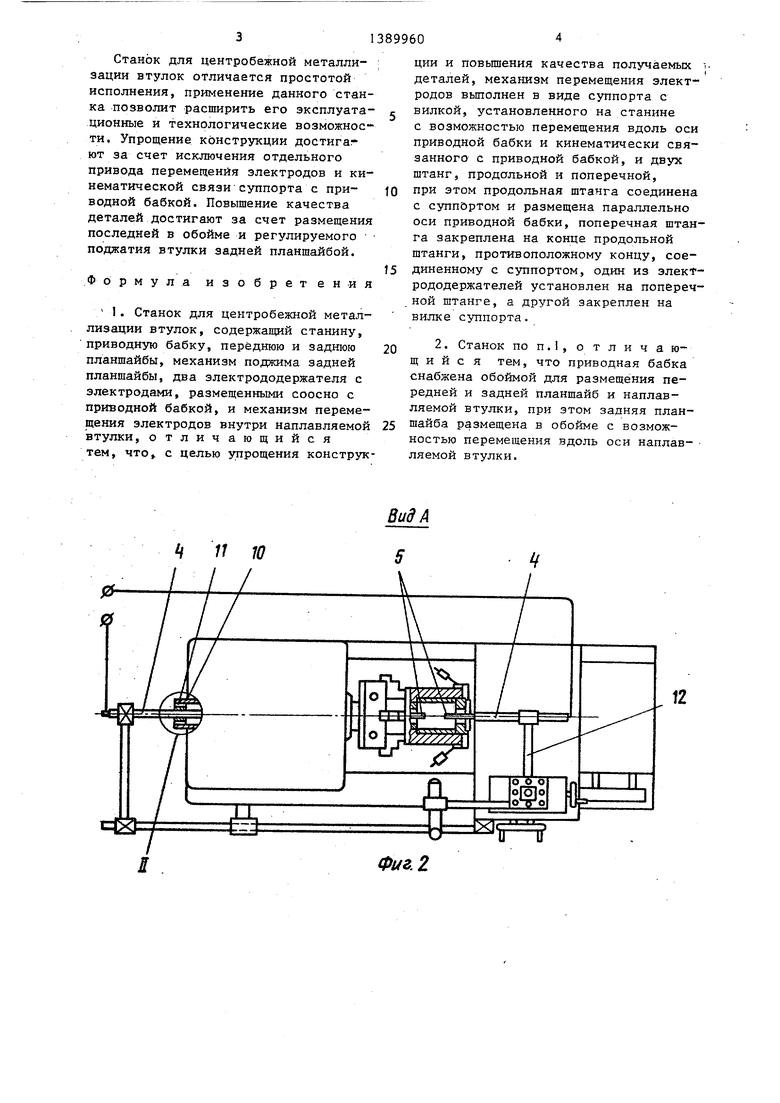
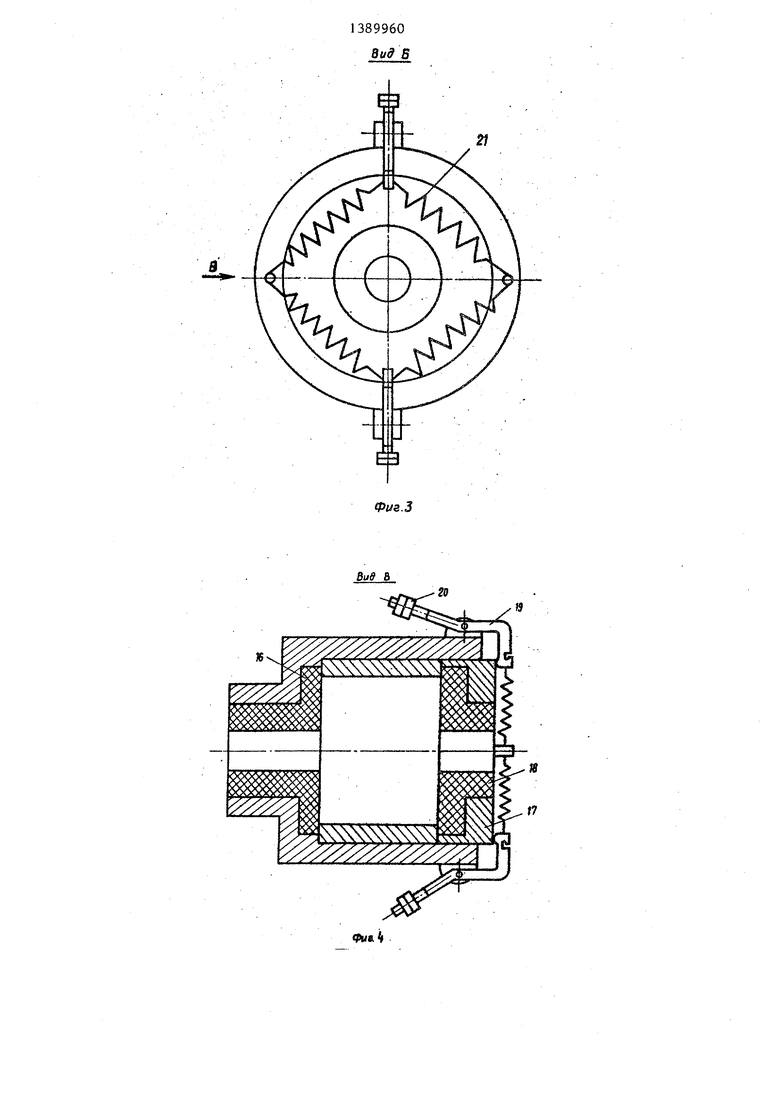
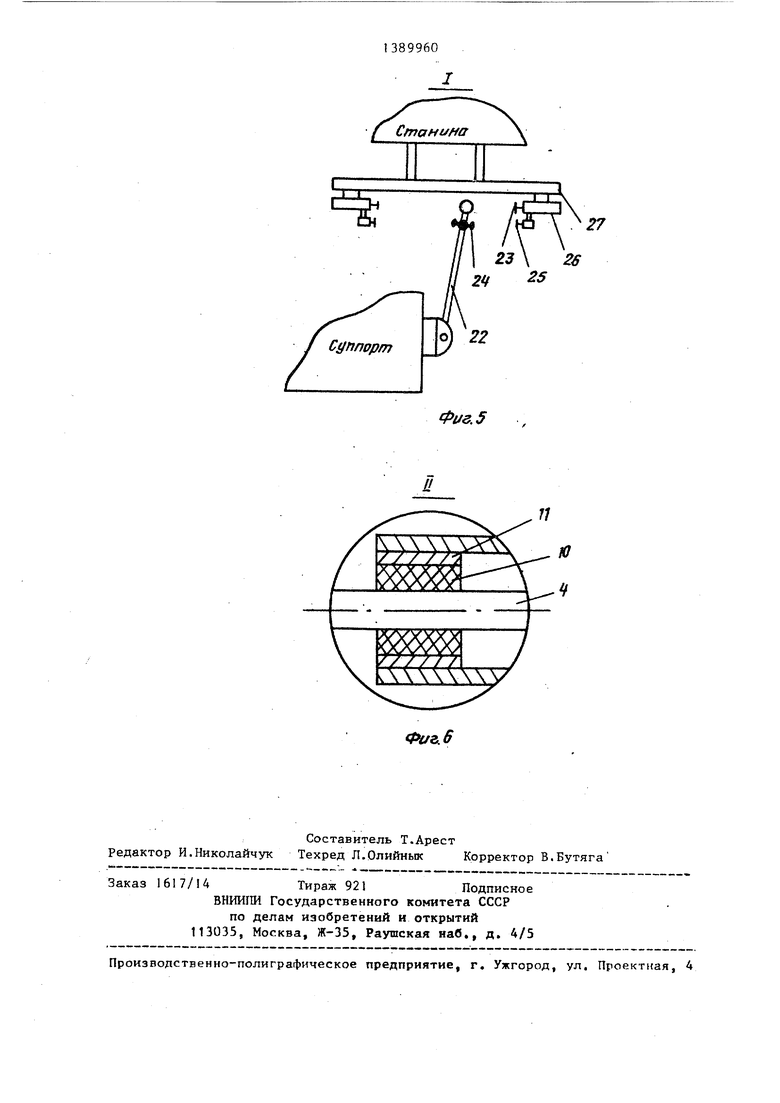
На фиг.1 представлен станок, общий ВИД на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 вид В на фиг.З; на фиг.5 - узел I на фиг.1| на фиг.6 - узел II на фиг.2
Станок для центробежной металлизации втулок содержит станину 1, при воднз,то бабку 2, обойму 3, электро- додержатели 4 с электродами 5, суппорт 6, продольную штангу 7, направ- ляющуб 8, поперечную штангу 9, графитовые подлшпники 10, асбоцементные кольца MS вилку 12, держатель IS, систему 14 управления суппортом и устройство 15 для охлаждения поверхности обоймы. Обойма 3 содержит переднюю планшайбу 16, заднюю планшайбу 17 с графитовой вставкой 18, рычаги 19 с грузами 20 и пружину 21. Система 14 управления содержит рычаг 22, толкатели 23, контакты 24 и 255 электромагниты 26 и рейку 27
Станок работает следующим образом
В обойму 3, закрепленную в приводной бабке 2, устанавливают наплавляемую втулку с напрессованной на внутреннюю поверхность шихтой. Затем в обойму 3 устанавливают вставку 18 и планшайбу 17, которая прижимает наплавляемую втулку к передней планшайбе 16, Концы рычагов 19 с грузами 20 стягиваются с пружиной 21, которая фиксирует их в исходном положении.
При включении станка приводится . во вращение приводная бабка 2 с закрепленной в ней обоймой 3. Перемещением суппорта 6 с установленным в держателе 13 посредством вилки 12 правым электрододержателем 4 с элект родом 5 осуществляют замыкание элект родов, при этом зажигается электрическая дуга. Разведя электроды 5, пр лимбу устанавливают заданную длину дуги...
Включением подачи (вправо или вле во) рычагом 22 сообщают возвратно- поступательное перемещение электрод..-г
-2.
- .
еному блоку, величина и скорость которого задаются предварительно (величина перемещения ограничивается кон- , цевыми выключателями системы 14 управления, а скорость перемещения устанавливается подачей суппорта станка) в зависимости от длины и диаметра втулки.
10 Система 14 управления процессом центробежной металлизации втулок работает cлeдyюш м образом.
Первоначальное перемещение суппорта задают включением рычага 22 в по15 ложение Вправо. Перемещаясь вместе с суппортом 6, рычаг 22 упирается в толкатель 23, замыкаются контакты 24 и 25J но 5 - так как суппорт продолжает перемещаться вправо, рычаг 22
20 автоматически переключается в нейтральное положение, и суппорт останавливается. Контакты 24 и 25 замыкают цепь, катушки электромагнита 26, который срабатьюает через опреде25 ленный промежуток времени и толкает рычаг 22 в положение Влево, и суппорт перемещается влево. Дойдя до левого толкателя 23, суппорт 6 повторяет движение вправо. Вьщержка по времени обеспечивается электрической схемой, включающей конденсатор и переменное сопротивление..Остановка перемещений осуществляется отключением питания электроцепи. Электромагниты 26 с толкателями 23 и контактами 25 установлены с возможностью перемещения по рейке 27 для обеспечения необходимой амплитуды возвратно-поступательных перемещений суппорта 6. Рейка 27 жестко крепится к станине станка.
Перемещение дуги вдоль втулки с остановками у торцов на заданное время создает равномерный по длине втулки нагрев шихты и стенок втулки. При достижении температуры на наружной поверхности обоймы 3 заданной величины включается охлаждающее устройство 15. Интенсивность охлаждения и момент его прекращения обусловливаются технологическим режимом.
После окончания наплавки правый электрододержатель 4 отводится в исходное положение.
После окончания охлаждения втул55 ки выключается приводная бабка 2 станка, -освобождается обойма 3 и с помощью специального механизма снимается со станка.
30
35
40
45
г- 50
Станок для центробежной металли- зации втулок отличается простотой исполнения, применение данного станка позволит расширить его эксплуата- ционные и технологические возможности. Упрощение конструкции достигав ют за счет исключения отдельного привода перемещения электродов и кинематической связи суппорта с при- водной бабкой. Повышение качества деталей достигают за счет размещения последней в обойме и регулируемого поджатия втулки задней планшайбой.
Формула изобрет ения
1. Станок для центробежной металлизации втулок, содержащий станину, приводную бабку, переднюю и заднюю планшайбы, механизм поджима задней планщайбы, два электрододержателя с электродами, размещенными соосно с приводной бабкой, и механизм перемещения электродов внутри наплавляемой втулки, отличающийся тем, что,, с целью упрощения конструкции и повышения качества получаемых деталей, механизм перемещения электродов выполнен в виде суппорта с вилкой, установленного на станине с возможностью перемещения вдоль оси приводной бабки и кинематически связанного с приводной бабкой, и двух штанг, продольной и поперечной, при этом продольная штанга соединена с суппортом и размещена параллельно оси приводной бабки, поперечная штанга закреплена на конце продольной штанги, противоположному концу, соединенному с суппортом, один из элект рододержателей установлен на поперечной штанге, а другой закреплен на вилке суппорта.
2. Станок поп.1,отличаю- щ и и с я тем, что приводная бабка снабжена обоймой для размещения передней и задней планшайб и наплавляемой втулки, при этом задняя планшайба размещена в обойме с возможностью перемещения вдоль оси наплав- ляемой втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для центробежной биметаллизации втулок | 1982 |
|
SU1053957A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Станок для биметаллизации втулок центробежной наплавкой | 1982 |
|
SU1024145A1 |
| СТАНОК ДЛЯ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 1995 |
|
RU2093302C1 |
| Станок для формообразования фланцев на цилиндрических заготовках | 1990 |
|
SU1779437A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Станок для обработки шеек крупногабаритных коленчатых валов | 1975 |
|
SU572369A1 |
Изобретение относится к сварочному производству и может быть использовано для изготовления биметаллических втулок путем центробежной металлизации.Целью изобретения является упрощение конструкции и повышение качества получаемых деталей. Станок содержит станину 1, приводную бабку 2 с обоймой 3, в которой размещены передняя и задняя планшайбы и наплавляемая втулка. Соосно с приводной бабкой размещены электрододержа- тели с электродами, перемещаемые вдоль оси вращения втулки посредством, суппорта 6 продольной штанги 7 и поперечной штанги 9. Станок снабжен системой 14 управления перемещения суппорта 6 и электродов, состоящей из рычага, толкателей, электроконтактов, элекромагнита и рейки. Наплавляемую втулку за крепляют в обойме 3 между электродами, разведенными на заданное расстояние. Возбуждают дугу и с помощью возвратно- поступательных движений суппорта создают равномерный нагрев по длине втулки. Упрощение конструкции достигают за счет кинематической связи суппорта перемещения электродов с приводной бабкой, а повьшгение качества деталей - за счет размещения их в обойме и регулируемого поджатия задней планшайбой. 1 з.п. ф-лы. 6 ил. SS (Л с:
12
Фиг. 2
21
Buff В
Физ.У
Фиг. 6
| Станок для центробежной биметаллизации втулок | 1982 |
|
SU1053957A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
