Изобретение относится к перерабо ке пластмасс и может быть использовано для заполнения пресс-форм при изготовлении изделий точных размеро Известно дозирующее устройство для дозирования расплавов реактоЛла тов, содержащее сообщаемую с пласти ка тором емкость l . В этом устройстве полимерный мат риал поступает в загрузочное окно шнекового пластикатора, ДОВОДИ.ТСЯ д пластичного состояния и нагнетается в емкость. По истечении заданного времени вращение шнека прекращается В гидроцилиндр впрыска подаемся давлением/ под действием которого поршень впрыска перемещается вперёд вытесняя подготовленную дозу полиме ра в полость пресс-формы. Недостатком устройства является невысокая точность дозирования, что ведет к браку при недостаточном заполнении .формы (недостаточная масса дозы, либо к .образованию грата и размерной нестабильности изделий (избыточная масса дозы). Наиболее близким к изобретению является устрбйстёо для дозировани расплавов, содержащее сообщаемую с пластикатором емкость, в полости которой установлен поряиёнь 2j . В данном устройстве .полимерный материал, поступающий в загрузочное окно шнекового пластикатора, доводится до пластичного состояния и на нетается в емкость. По мере накопле ния полимера в емкости развивается давление, воздействующее на поршень и отодвигающее его. При своем отход поршень вытесняет жидкость из гидроцилиндра. При наболе заданной дозы поршень кулачком, установленны на его штоке, нажимает на конечный выключатель, и нагнетание полимера в емкость прекращается. При подаче гидроцилиндр давления жидкости поршень перемещается вперед, выдавливая накопленную дозу ив емкости. Набор дозы в таком устройстве осуществляется по объему. Однако оно не может обеспечить высокой точности при дозировании реактопластов. Это объясняется тем, что нагнетание полимера в этом устройстве происходи без контроля давления в емкости, которое определяет монолитность дозы и, как следствие, точность набора дозы, Цель изобретения - повышение точности дозирования реактопластов. Поставленная цель достигается тем, что устройство для дозирования распла в0в полимеров, содержащее сообщаемую с пластикатором емкость, в полости которой установлен поршень снабжено размещенной между поршнем и дном емкости тарированной пружиной. Такое размещение тарированной пружинымежду поршнем и дном емкости обеспечивает повышение точности дозирования, так как оно учитывает особенности заполнения реактопластом емкости. Процесс заполнения емкости реактопластом протекает в две стадии. На первой стадии монолитная струя реактопласта, выходящая из пластификатора, укладывается во врем объеме емкости без существенного деформирования. В течение этой стадии давление в. емкости блиэко к нулевому, В конце первой стадии достигается некоторая степень плотности укладки струй материала, при коа:орой начинается вторая стадия заполнения емкости. Цторая стадиязаключается.в смятии и деформировании струй материала и удалений воздушных включений по всему объему емкости до практически полной ликвидации пустот. В. результате -этого давление в емкости начинает резко увеличиваться. Опытнии путем установлено, что высокая точность дОзирования достигается при степени заполненности ёмкости 95%, что соответствует давлению в емкости 1-3 мПа, При увеличении давления в емкости повышение точности дозирования не происходит, поэтому верхним пределом величины давления, при котором следует прёкращат;ь набор дозы, является 3 мПа, 1 . : На чертеже изображена схема устройства, продольный разрез. Устройство содержит емкость, состоящую из стакана 1 и дна 2, размещенный внутри емкости поршень 3 со шТоком 4 и тарированную пружину 5. На.штокё 4 имеется упор 6, а на дне 2емкости установлен, конечный выключатель 7. Пружина 5 тарируется на давление 1-3 мПа в зависимости от типа дозируемого реактопласта. Устройство работает следующим образом. При включении шнекового пластикатора 8 расплав раектопласта нагнетается в емкость. По мере накопления расплава в емкости развивается давление, воздействующее на поршень 3, в результате чего последний перемещается вправо, сжимая тарированную пружину 5. При достижении в емкости, определенного давления упор 6 нажимает на конечный выключатель 7, и шнековый пластикатор прекращает нагнетание расплава. Извлечение накопленной дозы производится путем перемещения поршня 3 влево после разобщения емкости и пластикатора.
J1054066
Использование данного устройства, дозирования в 1%, а использование осуществляющего дозирование по дав- визового устройства, осуществляющего лению, позволяет достичь точность дозирование по объему, - лишь в 10%,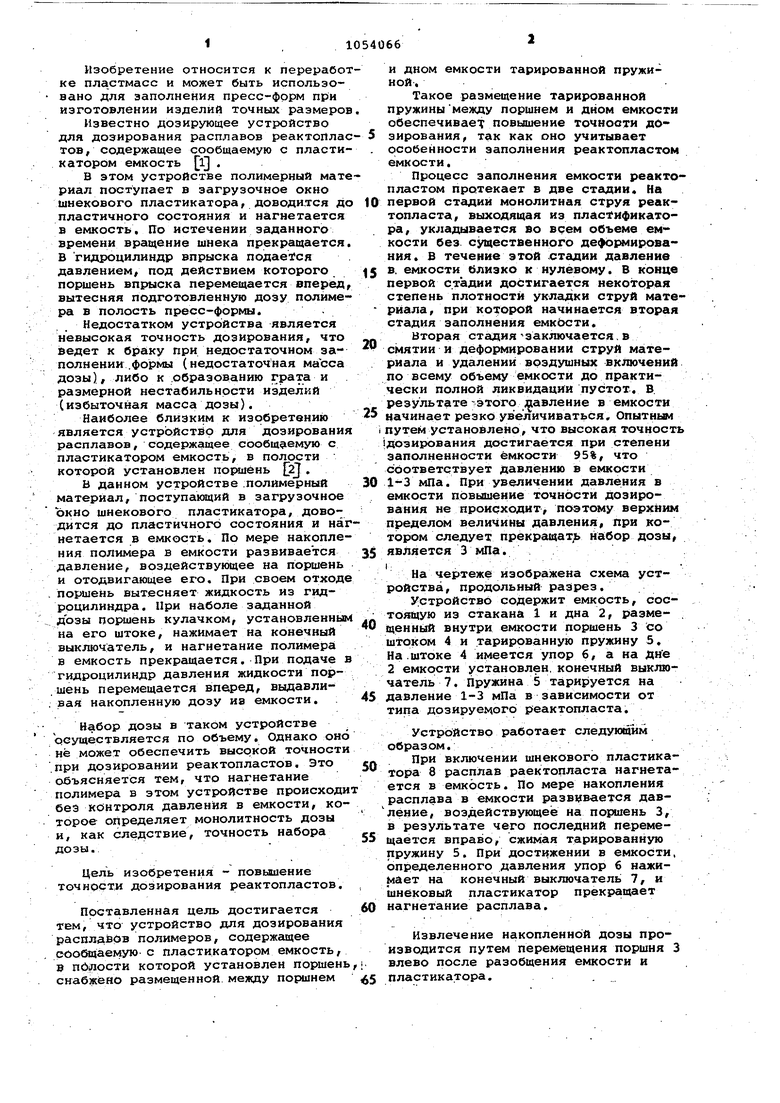

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозирования и пластикации волокнонаполненных реактопластов | 1985 |
|
SU1265057A1 |
| Дозирующее устройство для термореактивных материалов | 1975 |
|
SU704801A1 |
| Установка для изготовления изделий из пластмасс | 1980 |
|
SU939221A1 |
| Роторная линия для прессования изделий из реактопластов | 1990 |
|
SU1781064A1 |
| Механизм пластикации и впрыска литьевой машины | 1978 |
|
SU712256A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2042513C1 |
| Шнековый пластикатор для литья под давлением полимеров | 2019 |
|
RU2706625C1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1537557A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ РЕАКТОПЛАСТОВ | 1984 |
|
SU1635415A1 |
| Устройство для литья пластмасс под давлением | 1979 |
|
SU880780A1 |
УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ РАСПЛАВОВ ПОЛИМЕРОВ, содержащее сообщаемую с пластикатором емкость, в полости которой установлен поршень, о тли ч аюце е с я тем, что, с целью повышения точности дозирования pea к тС)п ластов, оно снабжено размещени6ЙМежду поршнем и дном емкости тарйрбйаиной пружиной. (О ел liCai. а а 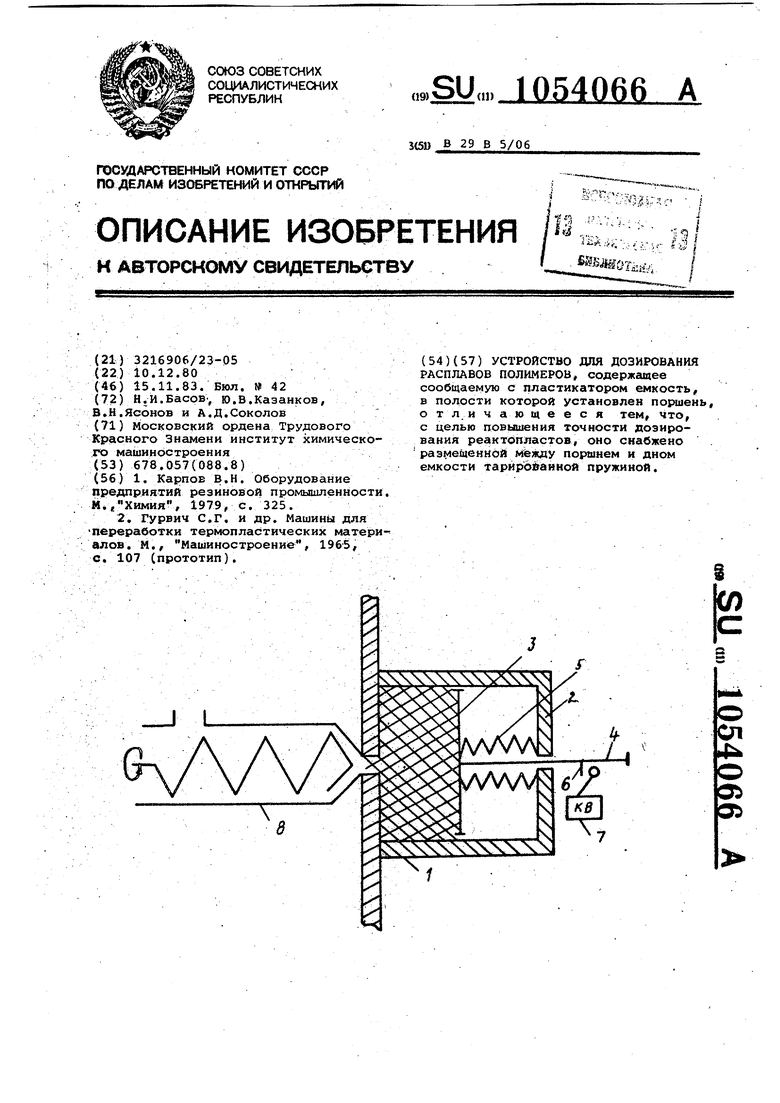
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Карпов В.Н | |||
| Оборудование предприятий резиновой промышленности | |||
| м;,Химия, 1979, с | |||
| Водяной двигатель | 1921 |
|
SU325A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гурвич С,Г | |||
| и др | |||
| Машины для Переработки термопластических материалов | |||
| М., Машиностроение, 196-5, с | |||
| Счетный сектор | 1919 |
|
SU107A1 |
