О
ел
о
9 7
00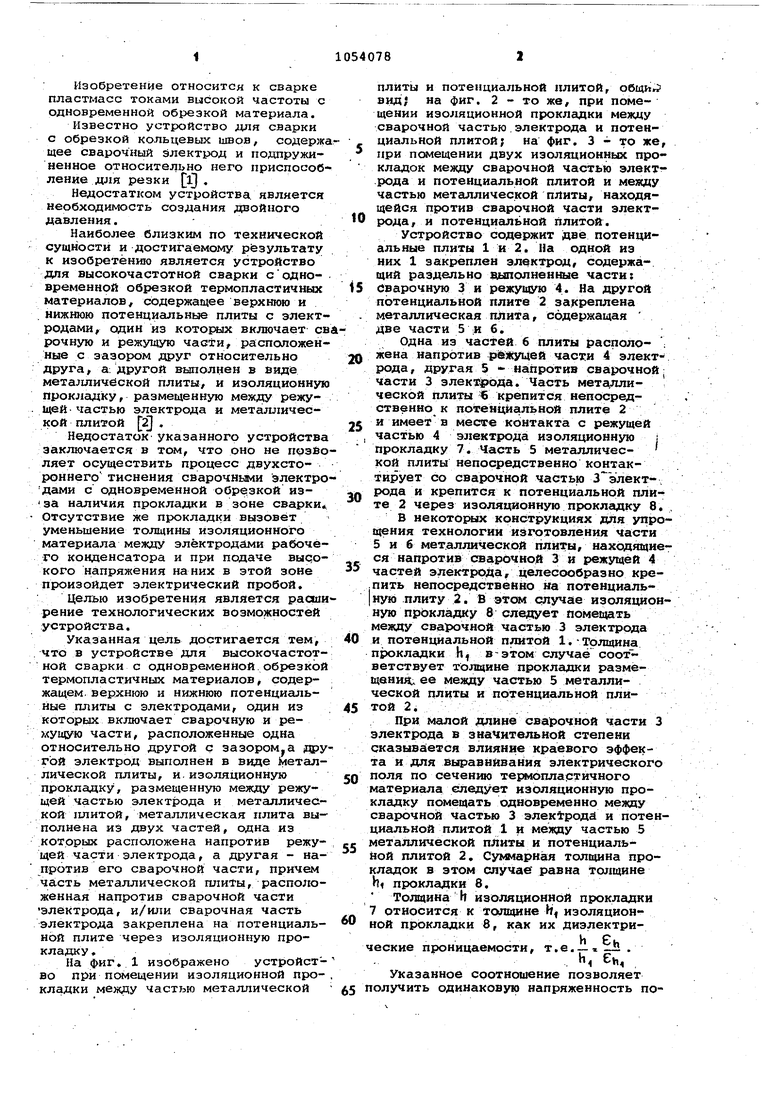
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки с одновременной обрезкой термопластичных материалов | 1984 |
|
SU1219401A1 |
| Устройство для высокочастотной сварки с обрезкой полимерных материалов | 1984 |
|
SU1235751A1 |
| Устройство для высокочастотной сварки и вырубки изделий из термопластов | 1984 |
|
SU1237463A1 |
| Устройство для сварки термопластов токами высокой частоты | 1981 |
|
SU1197867A1 |
| Способ соединения деталей из волокнистых материалов | 1990 |
|
SU1777788A1 |
| Устройство для изготовления изделий из термопластов методом сварки токами высокой частоты | 1981 |
|
SU979137A1 |
| ОБРЕЗНОЙ ШТАМП | 1969 |
|
SU238773A1 |
| Устройство для высокочастотной электросварки пластиката | 1959 |
|
SU124106A1 |
| УСТРОЙСТВО для СВАРКИ ПАКЕТОВ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1967 |
|
SU205268A1 |
| Устройство для двусторонней контактной тепловой сварки полимерных материалов | 1990 |
|
SU1722861A1 |
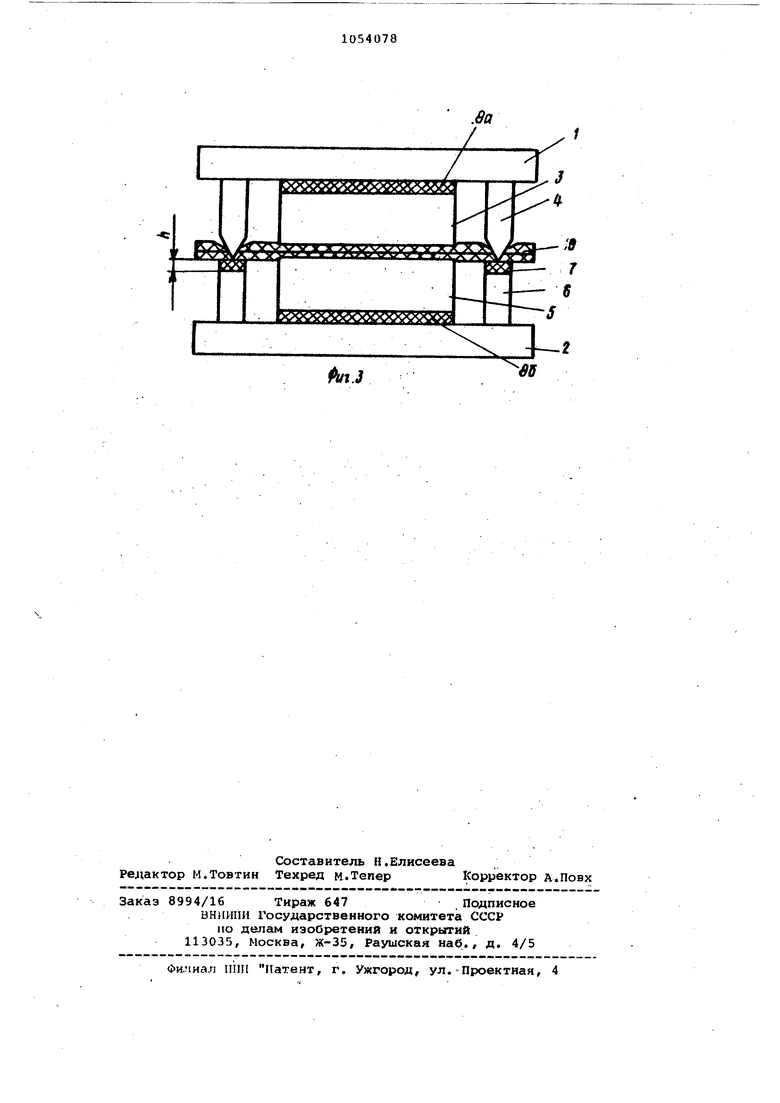
УСТРОЙСТВО ДЛЯ ВЫСОКОЧАСТОТ.НОЙ СВАРКИ С ОДНОВРЕМЕННОЙ ОБРЕЗКОЙ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ, содержащее верхнюю и нижнюю потенциальные плиты с электродами, один из которых включает сварочную и режущую части, расположенные одна относительно другой с зазором, а другой электрод выполнен в виде .метсшлической плиты, и изоляционную прокладку, размещенную между режущей частью электрода и металлической ПЛИТОЙ, отличающееся тем, что, с целью расширения технологических возможностей устройства, металлическая плита выполнена из двух частей, одна из которых расположена напротив режущей части электрода, а другая - напротив его сварочной части, причем часть металлической плиты, расположенная напротив сварочной части электрода, и/или сварочная часть электрода закреплена на потенциальной плите через изоляционную прокладку.
ФигЛ
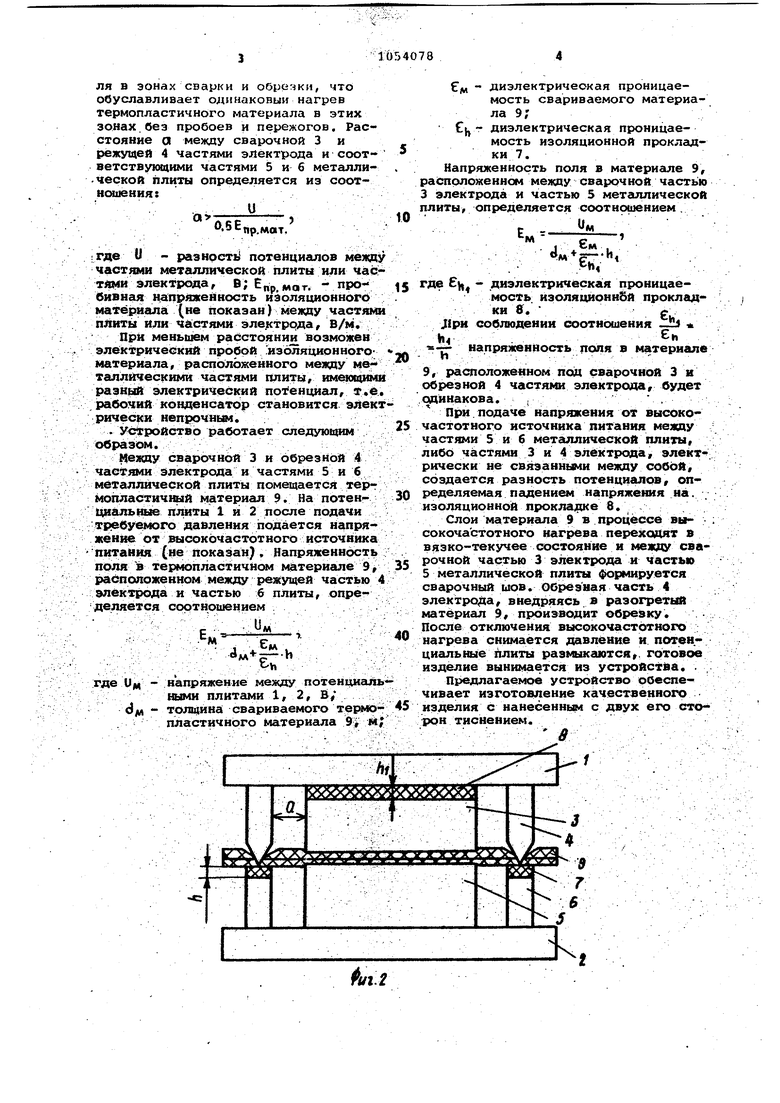
в Изобретение относится к сварке пластмасс токами высокой частоты с одновременной обрезкой материала. Известно устройство для сварки с обрезкой кольцевых швов, содержа щее сварочный электрод и подпружиненное относительно него приспособление для резки l . Недостатком устройства является необходимость создания двойного давления. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для высокочастотной сварки содновременной обрезкой термопластичных материалов, содержащее верхнюю и нижнюю потенциальные плиты с электродами, один из KOTOiMJX включает св рочную и режущую части, расположейные с зазором друг относительно друга, а. другой выполнен в виде металлической плиты, и изоляционную прокладку, размещенную между режущей частью электрода и металлической плитой 2 . Недостаток указанного устройства заключается в том, что оно не позво ляет осуществить процесс двухстороннего тиснения сварочными электро дами с одновременной из за нгшичия прокладки в зоне сварки.. Отсутствие же прокладки вызовет уменьшение толщины изоляционного материала между электродами рабочего конденсатора и при подаче выс;окого напряжения на них в этой зоне произойдет электрический пробой. Целью изобретения является расши рение технологических возможностей устройства. Указанная цель достигается тем, . что в устройстве для высокочастотной сварки с одновременной.обрезкой термопластичных материалов, содержащем, верхнюю и нижнюю потенциальные плиты с электродами, один из которых включает сварочную и рехсущую части, расположенные одна относительно другой с зазором а дру гой электрод выполнен в виде К1еталлической плиты, и.изоляционную прокладку, размещенную между режущей частью электрода и металличесКОЙ11ЛИТОЙ, металлическая плита выполнена из двух частей, одна из которых расположена напротив режущей части электрода, а другая - напротив его сварочной части, причем часть металлической плиты, расположенная напротив сварочной части электрода, и/или сварочная часть электрода закреплена на потенциальной плите через изоляционную прокладку. На фиг, 1 изображено устройство при помещении изоляционной прокладки между частью металлической плиты и потенциальной плитой, общи вид; на фиг. 2 - то же, при помещении изоляционной прокладки между сварочной частью электрода и потенциальной плитой; на фиг. 3 - то же, при помещении двух изоляционных прокладок между сварочной частью элект.рода и потенциальной плитой и между частью металлической плиты, находящейся против сварочной части электрода, и потенциальной плитой. Устройство содержит две потенциальные плиты 1 и 2. lia одной из них 1 закреплен электрод, содержащий раздельно «иыполненшле части: сварочную 3 и режущую 4, На другой потенциальной плите 2 за среплена металлическая плита, содержащая две части 5 и б. Одна из частей 6 плиты располо- : жена напротив ШЯсущей части 4 электрода, другая 5 HainpoTHB сварочной; части 3 электрода. Часть металлической плиты € крепится непосредственно к потенциальной плите 2 и имеет в мест« контакта с режущей часТью 4 электрода изоляционную j прокладку 7, Часть 5 металлической плиты непосредственно контактирует со сварочной частью З электрода и крепится к потенциальной плите 2 через изоляционную прокладку 8, , В некоторых конструкциях для упроицення технологии изготовления части 5 и 6 металлической плиты, находящиеся напротив сварочной 3 и режущей 4 частей электрода, целесообразно крепить непосредственно на потенциаль ную плиту 2. В этом случае изоляционную прЬкладку 8 следует помещать между сварочной частью 3 электрода и потенциальной плитой 1.-Толщина прокладки Ь, в-этом случае соот ветствует толщине прокладки размещений ее между частью 5 металлической плиты и потенциальной плитой 2. .. ,, : : , .-, .,.-. .При малой длине сварочной части 3 электрода в значительной степени сказывается влияние краевого эффекта и для выравнивания электрического поля по сечению термоплартичного материала следует изоляционную прокладку помещать одновременно между сварочной частью 3 злекТрода и потенциальной плитой 1 и между частью 5 металлической плиты и потенциальйой плитой 2, Суммарная толщина прокладок в этом случае равна Толщине Н прокладки 8. Толщина h изоляционной прокладки 7 относится к тотециие 1т изоляционной прокладки 8, как их диэлектриеские проницаемости, т.е. -« -ll . h Ch, Указанное соотношение позволяет олучить одинаковую напряженность поля в зонах сварки и oOperiKii, что обуславливает одинаковын нагрев термопластичного материала в этих зонах.без пробоев и пережогов. Расстояние а между сварочной 3 и режущей 4 частями электрода и соответствующими частями 5 и 6 металли.ческой плиты определяется из соотнсшення:. :где и - разност потенциалов между частями металлической плиты или частйми электрода, В; Е„р „от, - пробивная напряженность изоляционного матёриалг (не показан) между частями плиты или Чд:стями эле.ктрода, В/м, При меньшем расстояни возможен электрический пробой .изоляционногоматериала, расположенного между ме таллйческими частями плиты, имеющюш разный электрический потенциал, т.е рабочий конденсатор становится эл1ек рически непрочным. . У« ройство работает следующим образом. ,:-.,;, .. ;-. - .:; |ежду сварочной 3 и обрезНоЙ 4 частями электрода и частями 5 и б металлической плиты помещается терт мопластичный материал 9. На потенШ1аль1а«е плиты 1 и 2 после подачи Tpe6yeiMoro давления подается н пряжеиие от высокочастотного источника питания (не показан). Напряженность прдя в термопластично материгше 91 раОпапоженном между режущей частью алёктрода и частью б плиты, опрег деляётся соотношением. , . h th где и (Ц - напряжение между потеициаЛь ными плитс1ми 1, 2, BV d/w - толщина свариваемого терлопластичного материала 9i f - диэлектрическая проницаемость свариваемого материала 9; - диэлектрическая проницаемость изоляционной прокладки 7. Напряженность поля в материале 9, ра спрложенном между сварочной частью 3 электрода и частью 5 металлической плиты, определяется соотношением . J . 1 « g--ht / . « где Ец - диэлектрическая проницаемость иэоляционнбй прокладки .. JipH соблюдении соотношения . hrEh «-;- напряженность ПОЛЯ в материале П : : - 9, расположемном под сварочной 3 и обрезной 4 частями электрода, будет одинакова. , . При.подаче напряжения от высокочастотного источника питания между ; частями 5 и б метгшлической плиты, либо частями 3 и 4 электрода элект рически не свяЕэанньми между собой, создается разность потенциалов, определяемая падением напряжения на. ИЗОЛЯЦИОННОЙ проклар е 8. . Слои материала 9 в процессе вы- : сокочастотного переходят в вязко-текучее состояние и между сварочной частью 3 электрода и частью 5 металлической плиты формируется сварочный шов. Обрезная часть 4 электрода, внедряясь в разогретый материал 9 производит обрезку. После отключения высокочастотного нагрева снимается давление и потенциальные 11литы размыкаются готовое изделие вын1шается из устройства. Предлагаемое устройство обеспечивает изготовление качественного изделия с ианесеиньох с двух его сто рон тиснением. :, :--. :: .г,..-,,. - ./
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР 230405, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Федорова И.Г | |||
| и Безменов Ф.В | |||
| Высокочастотная сварка пластмасс | |||
| Л., Машиностроение, 1980, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
