1
+ + ч- -ь +
СО
i
с
4- + + НО5
/f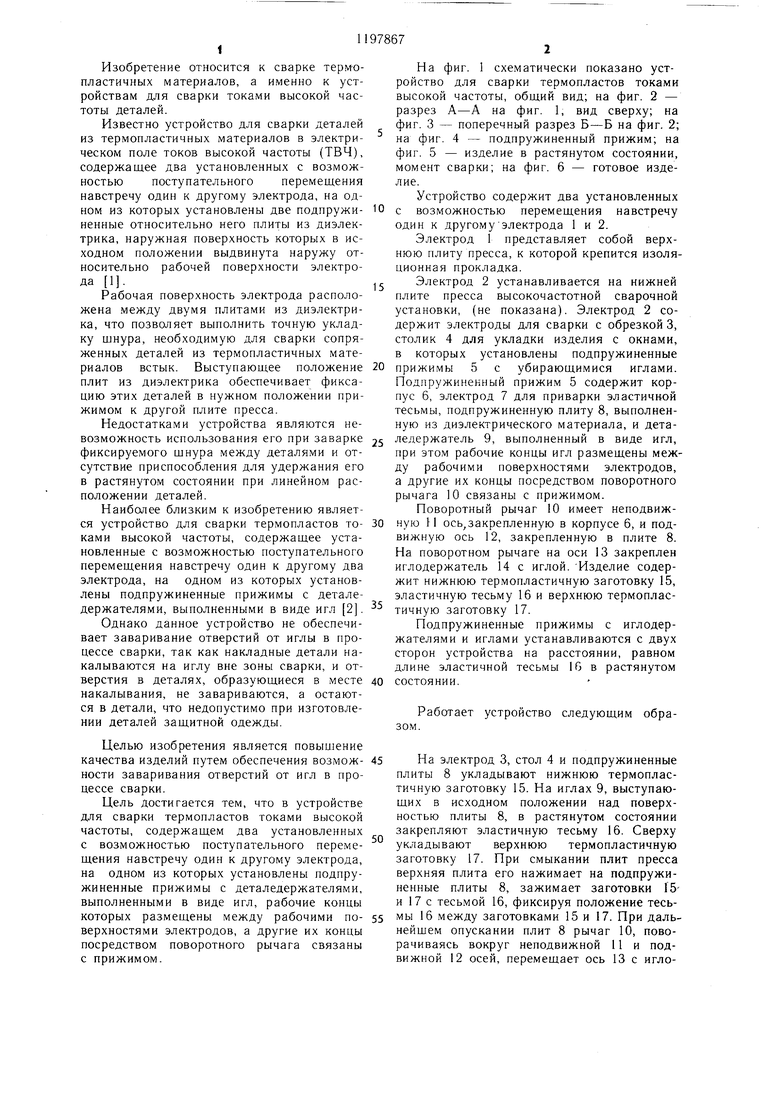
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2202387C2 |
| Приспособление для изготовленияКОжгАлАНТЕРЕйНОгО издЕлия | 1979 |
|
SU802050A1 |
| Устройство для изготовления кожгалантерейного изделия | 1974 |
|
SU526516A1 |
| Устройство для сварки деталей токамиВыСОКОй чАСТОТы | 1979 |
|
SU806444A1 |
| Приспособление для изготовления кожгалантерейных изделий | 1971 |
|
SU479647A1 |
| СИСТЕМА ФОРМОВАНИЯ И УПАКОВКИ ИЗДЕЛИЙ ИЗ САХАРНОЙ ВАТЫ | 2000 |
|
RU2165149C1 |
| Устройство для изготовления изделия из термопластичного материала методом сварки токами высокой частоты | 1983 |
|
SU1106665A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Устройство для высокочастотной сварки деталей из пластмасс | 1984 |
|
SU1224167A1 |
| Устройство для изготовления изделий из термопластов методом сварки токами высокой частоты | 1981 |
|
SU979137A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ, содержащее два установленных с возможностью поступательного перемещения навстречу друг другу электрода, на одном из которых установлены подпружиненные прижимы с деталедержателями, выполненными в виде игл, отличающееся тем, что, с целью повыщения качества изделий за счет обеспечения возможности заваривания отверстий от игл в процессе сварки, рабочие концы игл размещены между рабочими поверхностями электродов, а другие концы игл посредством поворотных рычагов связаны с прижимами.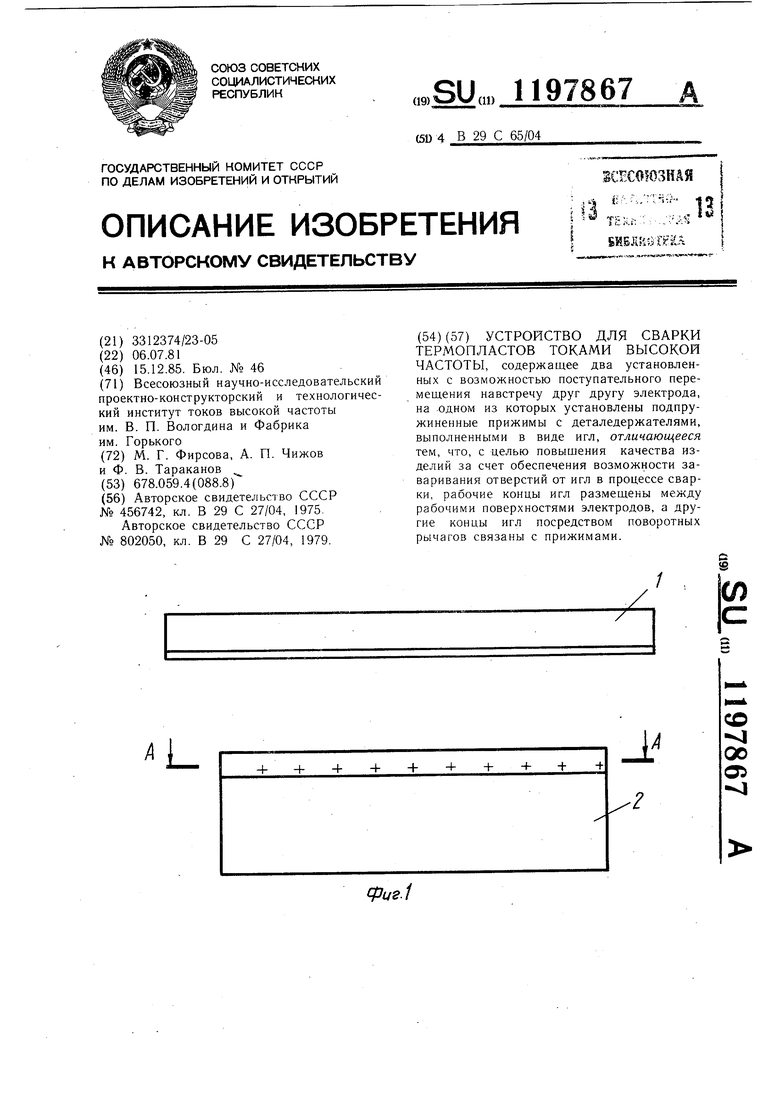
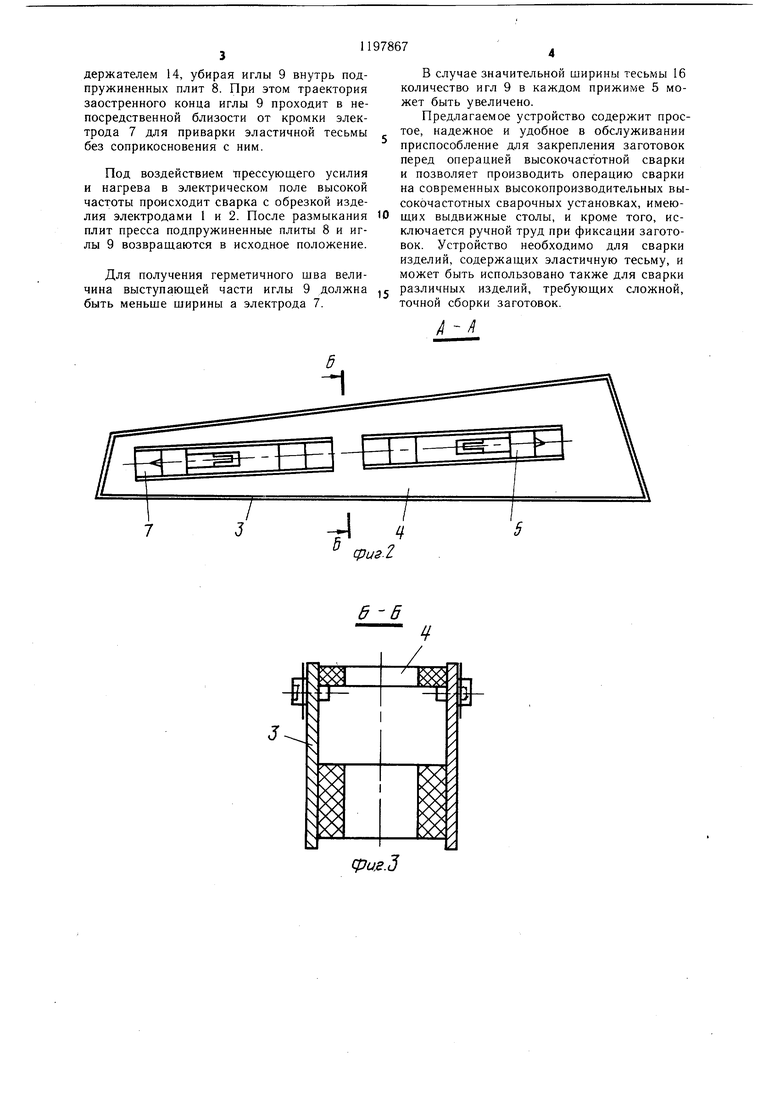
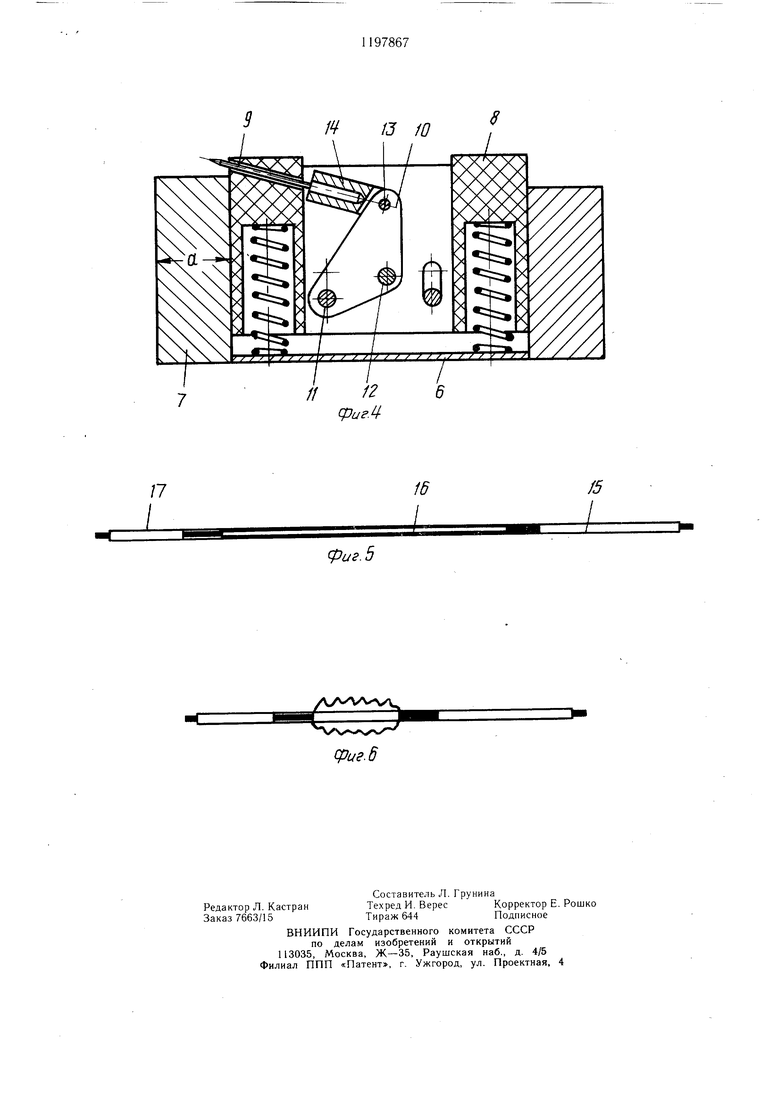
CpLfS.I Изобретение относится к сварке TepNtoпластичных материалов, а именно к устройствам для сварки токами высокой частоты деталей. Известно устройство для сварки деталей из термопластичных материалов в электрическом поле токов высокой частоты (ТВЧ), содержащее два установленных с возможностью поступательного перемещения навстречу один к другому электрода, на одном из которых установлены две подпружиненные относительно него плиты из диэлектрика, наружная поверхность которых в исходном положении выдвинута наружу относительно рабочей поверхности электрода 1. Рабочая поверхность электрода расположена между двумя плитами из диэлектрика, что позволяет выполнить точную укладку щнура, необходимую для сварки сопряженных деталей из термопластичных материалов встык. Выступающее положение плит из диэлектрика обеспечивает фиксацию этих деталей в нужном положении прижимом к другой плите пресса. Недостатками устройства являются невозможность использования его при заварке фиксируемого шнура между деталями и отсутствие приспособления для удержания его в растянутом состоянии при линейном расположении деталей. Наиболее близким к изобретению является устройство для сварки термопластов токами высокой частоты, содержащее установленные с возможностью поступательного перемещения навстречу один к другому два электрода, на одном из которых установлены подпружиненные прижимы с деталедержателями, выполненными в виде игл 2. Однако данное устройство не обеспечивает заваривание отверстий от иглы в процессе сварки, так как накладные детали накалываются на иглу вне зоны сварки, и отверстия в деталях, образующиеся в месте накалывания, не завариваются, а остаются в детали, что недопустимо при изготовлении деталей защитной одежды. Целью изобретения является повышение качества изделий путем обеспечения возможности заваривания отверстий от игл в процессе сварки. Цель достигается тем, что в устройстве для сварки термопластов токами высокой частоты, содержащем два установленных с возможностью поступательного перемещения навстречу один к другому электрода, на одном из которых установлены подпружиненные прижимы с деталедержателями, выполненными в виде игл, рабочие концы которых размещены между рабочими поверхностями электродов, а другие их концы посредством поворотного рычага связаны с прижимом. На фиг. 1 схематически показано устройство для сварки термопластов токами высокой частоты, общий вид; на фиг. 2 - разрез А-А на фиг. 1, вид сверху; на фиг. 3 - поперечный разрез Б-Б на фиг. 2; на фиг. 4 - подпружиненный прижим; на фиг. 5 - изделие в растянутом состоянии, момент сварки; на фиг. 6 - готовое изделие. Устройство содержит два установленных с возможностью перемещения навстречу один к другомуэлектрода 1 и 2. Электрод 1 представляет собой верхнюю плиту пресса, к которой крепится изоляционная прокладка. Электрод 2 устанавливается на нижней плите пресса высокочастотной сварочной установки, (не показана). Электрод 2 содержит электроды для сварки с обрезкой 3, столик 4 для укладки изделия с окнами, в которых установлены подпружиненные прижимы 5 с убирающимися иглами. Подпружиненный прижим 5 содержит корпус 6, электрод 7 для приварки эластичной тесьмы, подпружиненную плиту 8, выполненную из диэлектрического материала, и деталедержатель 9, выполненный в виде игл, при этом рабочие концы игл размещены между рабочими поверхностями электродов, а другие их концы посредством поворотного рычага 10 связаны с прижимом. Поворотный рычаг 10 имеет неподвижную 11 ось закрепленную в корпусе 6, и подвижную ось 12, закрепленную в плите 8. На поворотном рычаге на оси 13 закреплен иглодержатель 14 с иглой. Изделие содержит нижнюю термопластичную заготовку 15, эластичную тесьму 16 и верхнюю термопластичную заготовку 17. Подпружиненные прижимы с иглодержателями и иглами устанавливаются с двух сторон устройства на расстоянии, равном длине эластичной тесьмы 16 в растянутом состоянии. Работает устройство следующим образом. На электрод 3, стол 4 и подпружиненные плиты 8 укладывают нижнюю термопластичную заготовку 15. На иглах 9, выступающих в исходном положении над поверхностью плиты 8, в растянутом состоянии закрепляют эластичную тесьму 16. Сверху укладывают верхнюю термопластичную заготовку 17. При смыкании плит пресса верхняя плита его нажимает на подпружиненные плиты 8, зажимает заготовки 15и 17 с тесьмой 16, фиксируя положение тесьмы 16 между заготовками 15 и 17. При дальнейшем опускании плит 8 рычаг 10, поворачиваясь вокруг неподвижной 11 и подвижной 12 осей, перемещает ось 13 с иглодержателем 14, убирая иглы 9 внутрь подпружиненных плит 8. При этом траектория заостренного конца иглы 9 проходит в непосредственной близости от кромки электрода 7 для приварки эластичной тесьмы без соприкосновения с ним. Под воздействием прессующего усилия и нагрева в электрическом поле высокой частоты происходит сварка с обрезкой изделия электродами 1 и 2. После размыкания плит пресса подпружиненные плиты о и иглы 9 возвращаются в исходное положение. Для получения герметичного щва величина выступающей части иглы 9 должна быть меньще щирнны а электрода 7. В случае значительной ширины тесьмы 16 количество игл 9 в каждом прижиме 5 может быть увеличено. Предлагаемое устройство содержит простое, надежное и удобиое в обслуживании приспособление для закрепления заготовок перед операцией высокочастотной сварки и позволяет производить операцию сварки на современных высокопроизводительных высокочастотных сварочных установках, имеющих выдвижные столы, и кроме того, исключается ручной труд при фиксации заготовок. Устройство необходимо для сварки изделий, содержащих эластичную тесьму, и может быть использовано также для сварки различных изделий, требующих сложной, точной сборки заготовок.
/7
фиг.Ь
16
/5
иг.6
| Устройство для сварки деталей из термопластичных материалов | 1972 |
|
SU456742A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для изготовленияКОжгАлАНТЕРЕйНОгО издЕлия | 1979 |
|
SU802050A1 |
| Солесос | 1922 |
|
SU29A1 |
