1
Изобретение относится к производству древесностружечных плит и может быть использовано в деревообрабатывающей промышленности.
Известна потомная линия по производству древесностружечных плит, включающая станину, главный конвейер с поддонами, две крайние машины, формирующие наружные слои ковра, две средние машины, формирующие внутренние слои ковра, пресс, этажерки с механизмами загрузки ковров и выгрузки плит и привод tl.
Известна также поточная линия по производству древесностружечных плит, включающая основание, главный конвейер с поддонами, крайние и средние формирующие машины, пресса, этажерки с механизмами загрузки ковров, выгрузки плит и привод 2.
Недостатком известных поточных линий является то, что древесностружечные плиты, изготовленные на них, обладают низким качеством.
Цель изобретения - повышение качества плит путем их армирования.
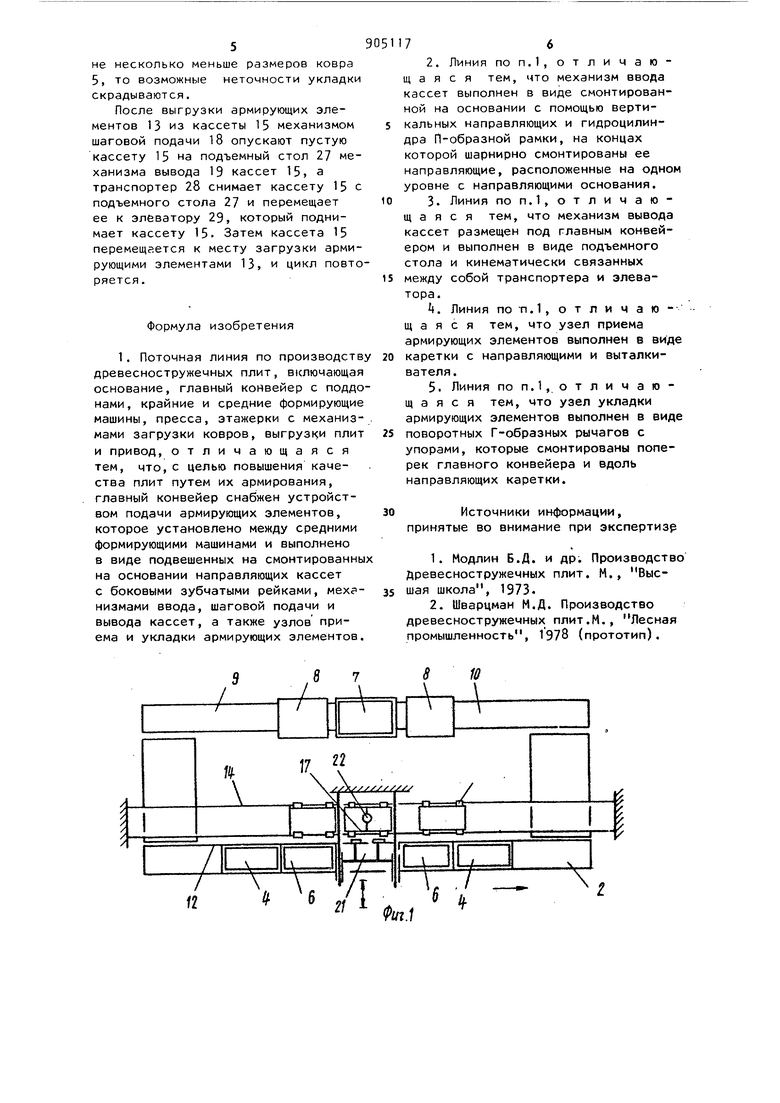
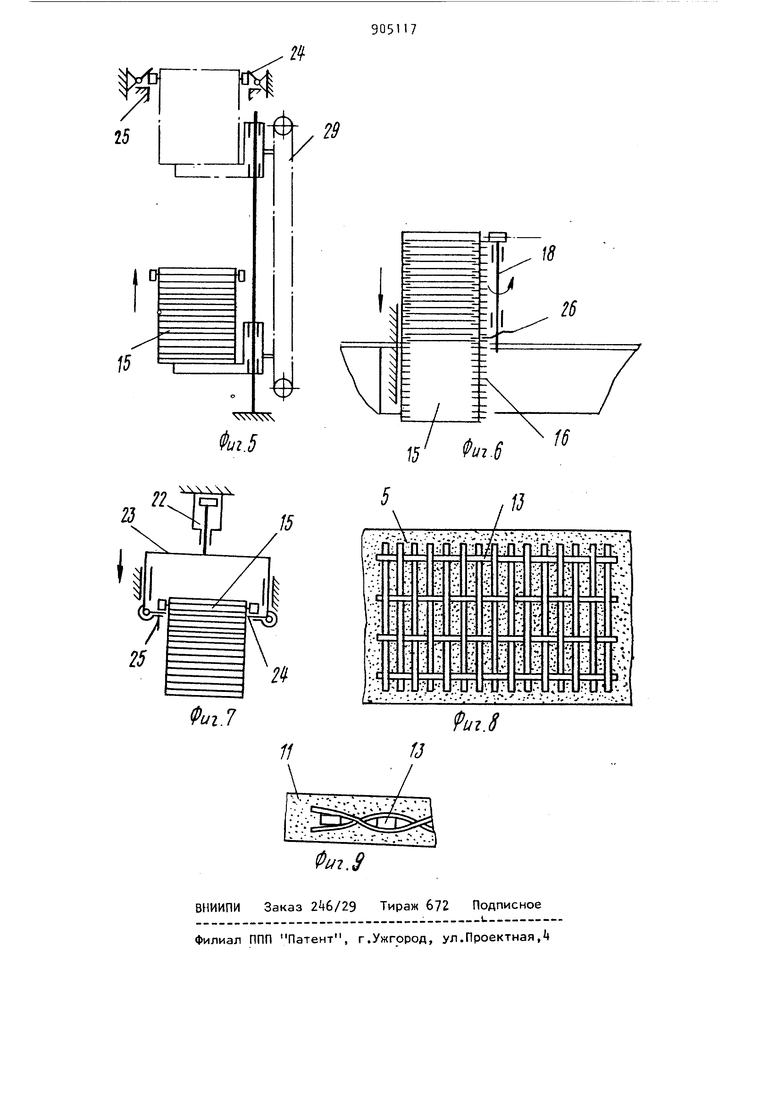
Цель достигается тем, что главный конвейер снабжен устройством подачи армирующих элементов, которое установлено между средними формирующими машинами и выполнено в виде подвешенных на смонтированных на основании направляющих кассет с боковыми зубчатыми рейками, механизмами ввода, шаговой подачи и вывода кассет, а . также узлов приема и укладки армирующих элементов, причем механизм ввода кассет выполнен в виде смонтированной на основании с помощью вертикальных направляющих и гидроцилиндра П-образной рамки, на концах которой шарнирно смонтированы ее направляющие, расположенные на одном уровне с направляющими основания, при этом механизм вывода кассет размещен под главным конвейером и выполнен в виде подъемного стбла и кинематически связанных между 3 собой транспортера и элеватора, а также тем, что узел приема армирующих элементов выполнен в виде каретки с направляющими и выталкивателя, а узел укладки армирующих эл ментов выполнен в виде поворотных Г-образных рычагов с упорами, кото рые смонтированы поперек главного конвейера и вдоль направляющих каретки. На фиг. 1 изображена схема пред лагаемой поточной линии; на фиг. 2 устройство подачи армирующих элементов; на фиг. 3 механизм прием Iармирующих элементов; на фиг. узел укладки армирующих элементов; на фиг.5 механизм вывода кассет, на фиг. 6 - механизм шаговой по ддачи кассет, на фиг.7 - механизм ввода кассет( на фиг. 8 - схема расположения армирующего элемента на ковре; на фиг. 9 - схема армированной древесностружечной плиты, Потомная линия включает станину 1, главный конвейер 2 с поддонами 3. Над конвейером установлены две крайние машины Ц, формирующие наружные слои ковра 5 и две средние машины 6, формирующие внутренние слои ковра 5. Противоположно формирующим машинам и 6 установлен пресс 7 с этажерками 8 и механизмами загрузки 9 ковров 5 и выгрузки 10 плит П. Главный конвейер 2 снабжен устройством 12 подачи арми рующих элементов 13f которое установлено между средними формирующим машинами 6 и выполнено в виде подвешенных на смонтированных на основании направляющих 1 кассет 15 боковыми зубчатыми рейками 1б, мех низмами ввода 17, шаговой подачи 18 и вывода 19 кассет, а также узлов приема 20 и укладки 21 армирую щих элементов 13. Механизм ввода 17 кассет выполнен в,виде смонтированной на основании с помощью вертикальных направляющих и гидроцилиндра 22 П-образной рамки 23, на концах которой шарнирно смонтированы ее нап равляющие 2Ц с упорами 25. Под механизмом ввода 17 кассет 15 смон .тирован механизм шаговой подачи 18, который снабжен кулачками 26, обеспечивающими равномерную подачу кассет 15 на шаг к узлу приема 20 армирующих элементов 13. 4 Механизм вывода 19 кассет 15 размещен под главным конвейером 2 и выполнен в виде подъемного стола 27 и кинематически связанных между собой транспортера 28 и элеватора 29Узел приема 20 армирующих элементов 13 выполнен в виде каретки 30 с направляющими 31 и выталкивателя 32. Узел укладки 21 армирующих элементов 13 выполнен в виде поворотных Г-образных рычагов 33 с упорами З) которые смонтированы поперек главного конвейера 2 и вдоль направляющих каретки 31. Поточная линия работает следующим образом. По направляющим подвесные кассеты 15 с армирующими элементами 13 перемещаются до механизма ввода 17 кассет, где кассету 15 устанавливают на шарнирные направляющие, упоры 25 которых предотвращают поворот направляющих вниз под действием силы тяжести кассеты. Гидроцилиндры 22 опускают механизм ввода 17 кассет 15 вниз до механизма шаговой подачи 18, резьба которого при вращении входит в контакт с зубчатыми боковыми рейками 16, а гидроцилиндры 22 продол- жают перемещать вниз механизм ввода 17 кассет 15, но уже без кассет, для того, чтобы шарнирные направляющие под действием пружин повернулись вверх с целью вывода их из конца с кассетой 15 при возврате в верхнее положение. Механизм шаговой подачи 18 с помощью, кулачков 26 равномерно подает на шаг кассету 15 к узлу прмема 20 армирующих элементов 13, нижний из которых размещают над кареткой 30, и выталкиватель 32 выдвигает армирующий элемент 13 из кассеты 15 к узлу укладки 21, где Г-образные рычаги 33 заходят под армирующий элемент 13, охватывая его с обоих боковых сторон. Затем каретку 30 возвращают в исходное положение, при этом упоры З сталкивают армирующий элемент 13 на полки Г-образных рычагов 31, одновременно базируя его относительно поддона 3 и ковра 5. Полки Г-образных рычагов 33 выходят из-под армирующего элемента 13, который под действием собственного веса, падает на конвейер 5. Поскольку размеры армирующего элемента 13 по ширине и дли5
не несколько меньше размеров ковра 5, то возможные неточности укладки скрадываются.
После выгрузки армирующих элементов 13 из кассеты 15 механизмом шаговой подачи 18 опускают пустую кассету 15 на подъемный стол 27 механизма вывода 19 кассет 15, а транспортер 28 снимает кассету 15 с подъемного стола 27 и перемещает ее к элеватору 29, который поднимает кассету 15. Затем кассета 15 перемещается к месту загрузки армирующими элементами 13, и цикл повторяется.
Формула изобретения
1. Поточная линия по производств древесностружечных плит, включающая основание, главный конвейер с поддонами, крайние и средние формирующие машины, пресса, этажерки с механизмами загрузки ковров, выгрузки плит и привод, отличающаяся тем, что,с целью повышения качества плит путем их армирования, главный конвейер снабжен устройством подачи армирующих элементов, которое установлено между средними формирующими машинами и выполнено в виде подвешенных на смонтированны на основании направляющих кассет с боковыми зубчатыми рейками, механизмами ввода, шаговой подачи и вывода кассет, а также узлов приема и укладки армирующих элементов.
76
2.Линия поп.1,отличающ а я с я тем, что механизм ввода кассет выполнен в виде смонтированной на основании с помощью вертикальных направляющих и гидроцилиндра П-образной рамки, на концах которой шарнирно смонтированы ее направляющие, расположенные на одном уровне с направляющими основания.
3.Линия по п.1, отличающая с я тем, что механизм вывода кассет размещен под главным конвейером и выполнен в виде подъемного стола и кинематически связанных между собой транспортера и элеватора.
. Линия по n.l, отличающ а я с я тем, что узел приема армирующих элементов выполнен в виде каретки с направляющими и выталкивателя.
5. Линия по п.1,отличающая с я тем, что узел укладки армирующих элементов выполнен в виде поворотных Г-образных рычагов с упорами, которые смонтированы поперек главного конвейера и вдоль направляющих каретки.
Источники информации, принятые во внимание при экспертизу
1.Модлин Б.Д. и др. Производство Древесностружечных плит. М., Высшая школа, 1973.
2.Шварцман М.Д. Производство древесностружечных плит.М,, Лесная промышленность, 1978 (прототип).
8
10
П «
иг.г
т
L

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
| Поточная линия для изготовления минераловатных или стекловатных плит | 1975 |
|
SU555014A1 |
| Линия для производства древесностружечных плит | 1982 |
|
SU1092048A1 |
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| Устройство для формирования ковра в производстве многослойных древесностружечных плит | 1982 |
|
SU1054096A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1106670A1 |
| Линия изготовления древесных плит с лицевыми слоями из шлифовальной пыли | 1985 |
|
SU1311939A1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |

к
