Изобретение относится к сварке, а более конкретно к установкам для сварки стыковых соединений с обеспечением минимальных остаточных деформаций и может быть использовано в различных отраслях пррмьшшенности.
Целью изобретения является снижение сварочных деформаций за счет пластического деформирования металла шва и околошовной зоны.
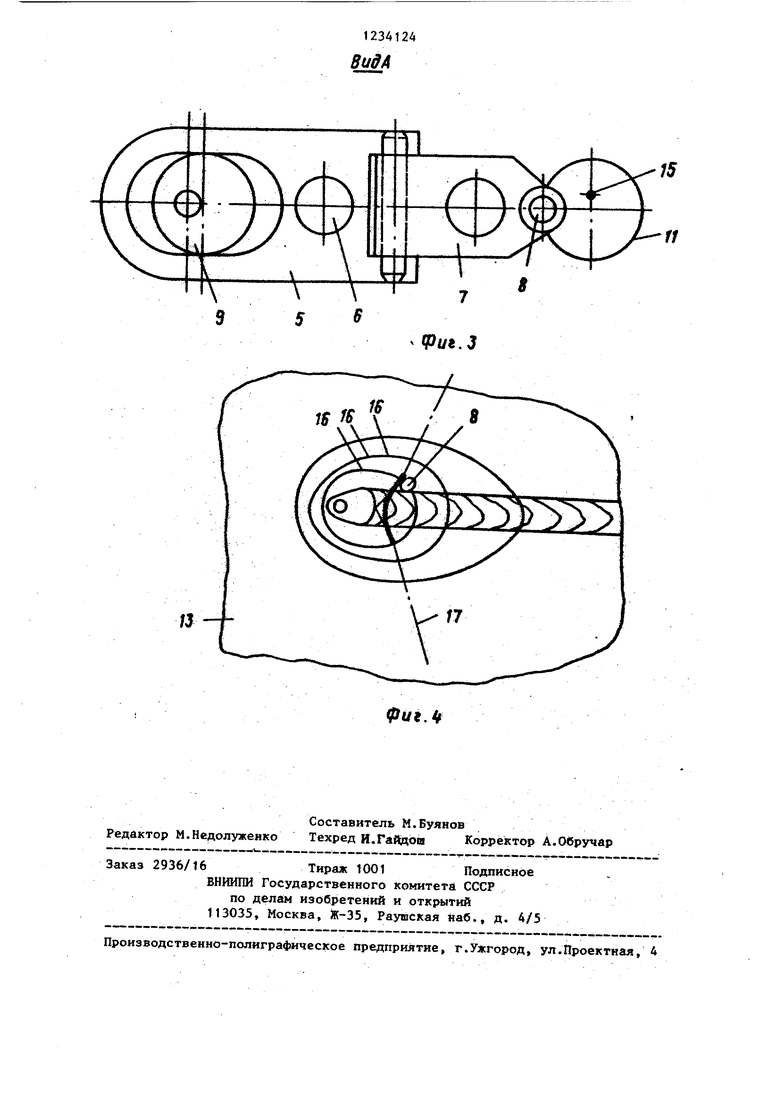
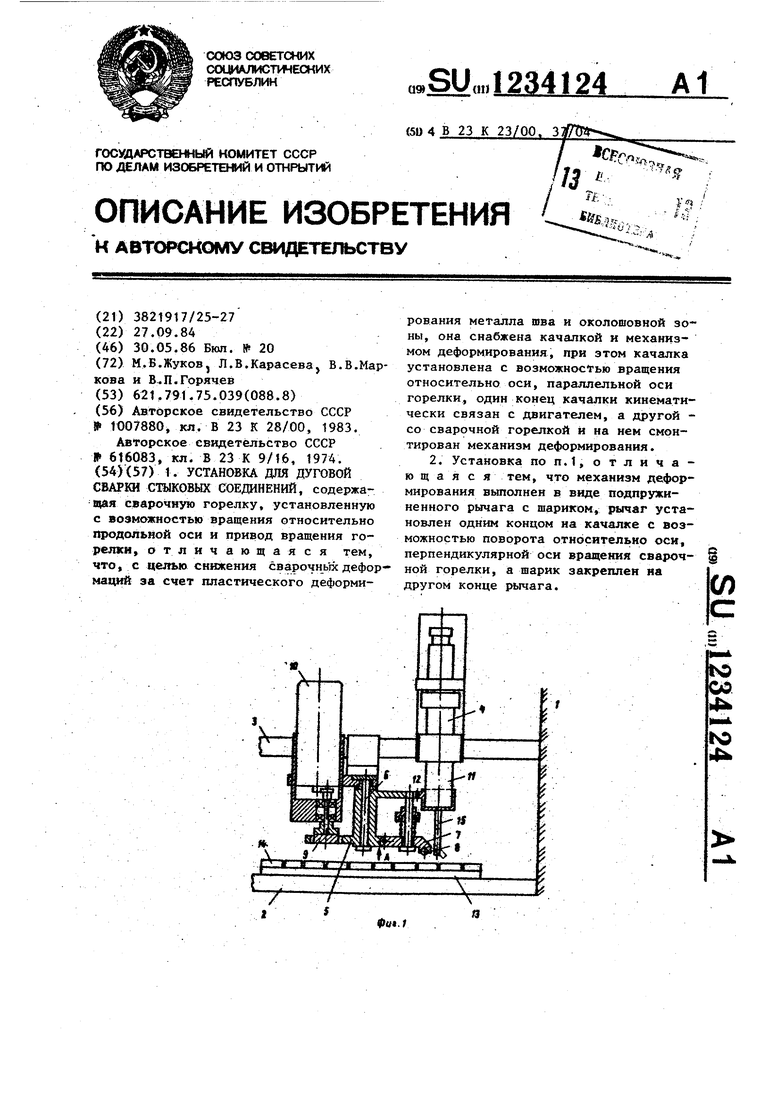
На фиг.1 представлена установка для сварки, общий вид; на фиг.2 - то же, вид сверху; на фиг.З г- вид А на фиг.1; на фиг,4 - схема деформирования металла шва и околошовной зоны.
Установка содержит станину 1 со столом 2 и направляющей 3, на которой установлены с возможностью перемещений сварочная головка 4 и качалка 5, закрепленная на оси, которая содержит ось 6. На качалке 5 смонтирован на шарнире подпружиненный рычаг 7, на котором закреплен деформирующий шарик 8. Качалка 5 через эксцентрик 9 кинематически связана с двигателем 10. Горелка 11 через зубчатуй передачу 12 также связана с качалкой 5. На столе 2 установлены свариваемые детали 13 и клавишные прижимы 1Л. Горелка 11 установлена с возможностью вращения относительно продольной оси, а электрод 15 закреплен в горелке 11 со смещением относительно этой оси, что позволяет вести сварку с поперечными колебаниями электрода. Позициями 16 и 17 обозначены соответственно изотермы и линии градиентов температур металла шва и околошовной зоны (фиг.4).
Установка работает следукщим об- разом,
Детали 13 закрепляют на столе 2 прижимами 14. П&нжимы 14 располагают
за зоной термического влияния от сварки. Сварочную горелку 11 устанавливают в рабочее положение на стык деталей 13. На определенном заранее расстоянии от электрода 15 устанавливают деформирующий шарик 8. Зажигают сварочную дугу и начинают процесс . сварки. Одновременно включают двигатель 10, который через эксцентрик 9 передает колебательные движения ка- чалке 5. Последняя, поворачиваясь на оси 6, перемещает горелку 11 и рычаг 7 с шариком 8, который деформирует кристаллизующийся металл шва за хвостовой частью сварочной ванны. Дсфор- мируишшй шарик 8 описывает дугу, крутизна которой регулируется расстоянием шарика 8 от оси 6, т.е. длиной рычага 7. Крутизна дуги зависит от расположения изотерм при сварке. Изотермы 16 на различных материалах оп- ределяют из справочников или с помощью термопар. Градиенты температур 17 располагаются перпендикулярно к изотермам (фиг.4). Кристаллизация сварного шва и разогретого до пластического состояния металла околошовной зоны происходит по направлению градиентов температур, в этом же направлении происходит усадка металла при охлаждении. Раскатка металла по направлению градиентов температур деформирует его со знаком, противоположным усадке. Это позволяет зна- чительно уменьшить усадку и, следовательно , остаточные деформации.
Использование установки позволяет снизить до минимума, допустимого без исправления, остаточные сварочные деформации и исключить правку сварных узлов.
/
«f
фаг. 2
1234124
Bt/ffA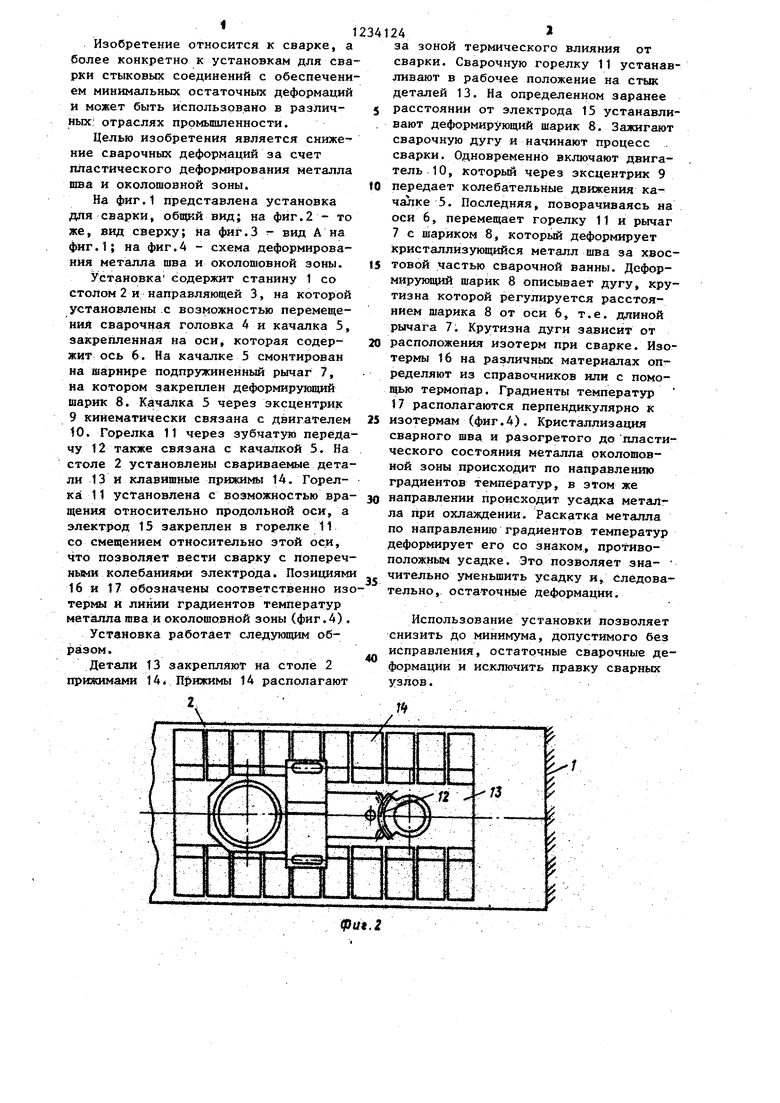
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки стыковых соединений | 1984 |
|
SU1146166A1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| Способ уменьшения сварочных деформаций и напряжений | 1989 |
|
SU1729720A1 |
| Устройство для дуговой сварки деталей встык | 1979 |
|
SU859075A1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU1039666A1 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Способ дуговой сварки стыковыхСОЕдиНЕНий | 1978 |
|
SU818785A1 |
| Способ изготовления сварных соединений | 1989 |
|
SU1682100A1 |
Ф(/е.1
13
фЦ1,1(
| Способ упрочнения сварных соединений | 1981 |
|
SU1007880A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Стакан для разливки металлов и сплавов | 1976 |
|
SU616063A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
