(54) УСТРОЙСТВО ДОЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОНАТИРАНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВЫХ ПОКРЫТИЙ | 2009 |
|
RU2389828C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НАТИРАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2139371C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ | 2006 |
|
RU2355825C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОСРЕДСТВОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2005 |
|
RU2292410C1 |
| Установка для нанесения композиционных покрытий электронатиранием | 1980 |
|
SU945257A1 |
| Устройство для вневанного электролитического осаждения металлов с использованием роликовых анодов | 2021 |
|
RU2769383C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| Установка для нанесения гальванических покрытий электронатиранием | 1976 |
|
SU670430A1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1055782A1 |
1
Изобретеиие относится к .нанесению гальванических покрытий методом электрического натирания.
Наиболее близко к изобретению устройство для нанесения гальванических покрытий методом электролитического натирания на цилиндрические детали, содержащее каркас, на котором закреплены анодная пластина и тампон l}.
Однако известное устройство не обеспечивает высокой производительности и стабильности процесса осаждения покрытия при применении высоких плотностей тока из-за пассивации анодной поверхности, что особенно заметно при использовании щелочных электролитов.
Целью изобретения является интенсификация процесса осаждения покрытия за счет предотвращения пассивации анода путем его механического активирования и повышение надежности работы устройства.
Поставленная цель достигается тем, что устройство, содержащее каркас с закрепленным на нем тампоном и анод, снабжено приводом перемещения анода относительно тампона, при этом анод установлен с возможностью прижима к тампону.
Привод перемещения анода выполнен в виде кулачкового механизма, кулачок которого сопряжен с покрываемой
10 поверхностью.
С целью повышения надежности работы устройство снабжено упором.
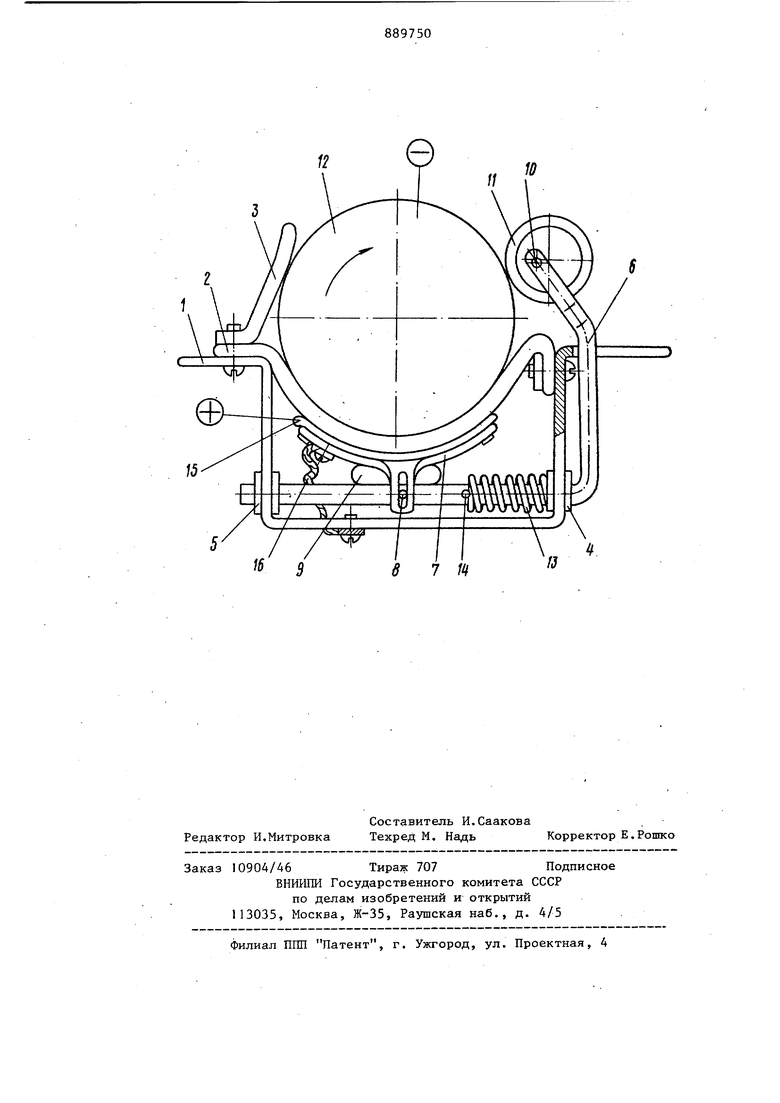
На чертеже представлено предлагаемое устройство.
15
Устройство для нанесения гальванических покрытий содержит металлический каркас 1 .с закрепленным на нем тампоном 2, выполненным, например, из синтетического войлока, упор 3,
20 выполненный из неэлектропроводного материала, например винипласта. На каркасе 1 закрепле ны две втулки 4 и 5 из антифрикционного материала, например капрона, в которых установлен по скользящей посадке держатель 6 анода 7. Анод 7 закреплен на держателе 6 с помощью штифта 8 и прижат к тампону 2 упругим элементом 9, выполненным, например, из пористой резины. На держателе 6 с помощью оси 10 установлен эксцентричный кулачок 11, имеющий наружную поверхность из резины, сопряженный с поверхностью покрьшаемой детали 12. Прижатие кулачка обеспечивается посредством пружины сжатия 13, упирающейся одним торцом в штифт 14, установленный в держателе 6, а другим - в каркасе 1 через втулку А.
Анод 7 содержит быстросменную пластину 15, вьшолненную из материала покрытия. Для обеспечения надежного подвода тока к аноду устройство снабжено гибким проводником 16, соединенным одним концом с каркасом I, а другим с анодом 7.
Устройство работает следующим образом.
Перед нанесением покрытия тампон 2 пропитывается электролитом. К каркасу 1 подводится положительный потенциал тока, к детали 12 - отрицательньш. Деталь 12 приводится во враЕ1,ение при помощи привода (на чертеже не показан). Сопряженный с деталью 12 кулачок 11 начинает вращаться, а так как отверстие под ось 10 выполнено с эксцентриситетом, ось 10 начинает совершать- возвратно-поступательные движения, которые передаются на держатель 6 и далее на анод 7 с быстросменной пластиной 15. Совершая- возвратно-постзшательные движения, быстросменная пластина 15 трется о тампон 2, что способствует циркуляции прианодного слоя электролита а так5ке устранению пассивных пленок с его поверхности и более равномерному распределению плотности тока по его площади. Возникающие при работе кулачкового механизма колебания каркаса 1 устраняются упором 3. Упругий элемент 9 обеспечивает во время нане
сения покрытия равномерное прижатие анода к тампону.
Предлагаемое устройство позволяет повысить в 3-3 раз анодную плотность тока при нанесении покрытий из щелочных электролитов и обеспечивать При этом стабильность параметров процесса. Устройство позволяет наносить качественные покрытия из малых доз электролита практически до его выработки в тампоне, что позволяет за 3-5 мин наносить притирочные медные покрытия толщиной 2-4 мкм из щелочного электролита за счет только одноразовой пропитки тампона перед нанесением покрытия. Это упрощает систему подпитки тампона электролитом, что особенно важно в случае одновременного нанесения приработочных покрытий на все шейки коленчатог вала двигателя внутреннего сгорания.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
