Изобретение относится к производству центробежных эмалированных раструбных труб, в частности к соединению стекла с внутренней поверхностью чугунных труб, и предназначено для использования на заводах, отливающих центробежным способом трубы с применением металлических раструбных стержней, служащих для образования внутренней поверхности раструбной части трубы и закрывании торца литейной формы.
Известен способ эмалирования труб, при котором вначале очищают поверхность труб термическим или химическим обезжириванием с последующим травлением в растворах кислот, затем наружную поверхность труб покрывают эмалевым шликером обливом или пульверизацией с вращением трубы вокруг ее оси для равномерного покрь1тия. После этого сушат шликер и обжигают трубы в камерной или конвейерной печи с электрическим обогревом. Во избежание отслаивания эмалевого покрьггия и деформации металла при обжиге равномерный нагрев с одинаковой темпер;атурой ведут по всей длине труб 1.
Недостатком известного способа является то, что он не обеспечивает эмалирование труб при производстве их центробежным литьем, что усложняет процесс эмалирования и делает его дорогим.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ производства центробежных чугунных эмалированных труб, включающий установку раструбного стержня в изложницу, заливку и формирование из металла трубы в пол€ центробежных сил, напыление на внутреннюю поверхность цилиндрической части трубы стеклянного порошка с использованием тепла защитного металла, извлечение раструбного стержня и трубы.
Для напыления используется стекло в виде стеклянного порошка с коэффициентом термического .расширения на 5-20% меньше, чем у чугуна, что обеспечивает получение ,слоя эмали Необходимого качества.
Чтобы избежать образования пузырей, стекло подвергают восстановлению такими добавками, как древесный уголь, богатые серой шлаки, железные опилки, и вырабатывает стекло в восстановительной атмосфере. Для Напыления порошка стекла используют азот или .аргон 2.
Недостатком известного способа является то, что применение его не обеспечивает нанесение слоя эмалк на внутреннюю поверхность раструбной части отливки трубы, что снижает качество эмалированных труб, возможность их использования и долговечность.
Цель изобретения - повышение качества раструбных труб путем обеспечения образования слоя эмали на внутренней поверхности раструба трубы и экономии тепловой энергии при этом.
Поставленная цель достигается тем, что в способе производства центробежных чугунных эмалированных раструбных труб, включающем установку раструбного стержня в изложницу, заливку и формирование из металла трубы в поле центробежных сил, напыление на внутреннюю поверхность цилиндрической части трубы стеклянного по0 рошка с использованием тепла залитого металла, извлечение раструбного стержня и трубы, перед установкой раструбйого стержня в изложницу на формирующую поверхность последнего наносят разовую подложку из огнеупорного тетглоизоляцион5 ного материала толщиной 0,15-0,25 мм и после сушки на подложку наносят грунтовый шликер толщиной 0,10-0,15 мм с последующей сушкой.
Компоненты подложки берут в следую0 щем отнощении, вес, %
Тальк50-58
Декстрин11-19
Вода30-.38
Нанесение разовой удаляемой без остатка после каждой отливки трубы, под ложки на формообразующую поверхность металлического раструбного стержня из огнеупорного теплоизоляционного материала, в высушенном состоянии содержащего 82% талька не плавящегося при 1400° С, с
- низкой теплопроводностью 0,182 ккалм х ч°С и сгораемое связующее декстрин 18%, образующего прочную пленку на поверхности раструбного стержня (до 120-150 кг/см при разрыве и 20-25 кг/см при отрыве от поверхности), обеспечивает нанесение грунтового шликера для чугуна на надежно изолирующую слой шликера подложку, а не на металлическую поверхность стального раструбного стержня, имеющего высокую теплопроводность (39 ккалм X ч, ° С полную плавку щликера за счет температуры чугу0 на, заполнившего часть литейной формы при установленном в форму раструбном стержне, и образование слоя эмали на внутренней поверхности раструбной части отливки трубы. При этом материалы подложки не вступают в химическое вза«модей стене со шликером и эмалевым расплавом в интервале температур, при которых осуществляется способ .
Принципиальное отличие предлагаемого нанесения разовой подложки на формообразующую поверхность раструбного стержня и шликера на эту подложку от используемого одностадийного производства эмалированных чугунных труб за счет напыления стеклянного порошка на образующийся нри центробежном литье слой чугуна
5 заключается в том, что заранее нанесенный на подложку слой шликера плавится за счет температуры залитого чугуна и эмаль не остается на термоизоляционной
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕГО ЭМАЛИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2121523C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| ПОРОШОК ЭМАЛИ, МЕТАЛЛИЧЕСКИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ С УЧАСТКОМ ПОВЕРХНОСТИ, СНАБЖЕННЫМ ЭМАЛИРОВАННЫМ ПОКРЫТИЕМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО МЕТАЛЛИЧЕСКОГО КОНСТРУКТИВНОГО ЭЛЕМЕНТА | 2014 |
|
RU2616195C1 |
| Способ декорирования эмалированных металлических изделий | 1983 |
|
SU1125292A1 |
| Состав для подготовки поверхности чугунных и стальных изделий перед эмалированием | 1980 |
|
SU1122753A1 |
| Эмалированная посуда | 1990 |
|
SU1755785A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ЧУГУННЫХ И СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2038418C1 |
| ЭМАЛЕВЫЙ ШЛИКЕР ГРУНТОВОГО ПОКРЫТИЯ, СПОСОБ ЭМАЛИРОВАНИЯ И ЭМАЛЕВОЕ ПОКРЫТИЕ МЕТАЛЛОИЗДЕЛИЯ, ВЫПОЛНЕННОЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2004 |
|
RU2264359C1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
СПОСОБ ПРОИЗВОДСТВА ЦЕНТРОБЕЖНЫХ ЧУГУННЫХ ЭМАЛИРОВАННЫХ РАСТРУБНЫХ ТРУБ, включающий установку раструбного стержня в изложницу, заливку и формирование из металла трубы в поле центробежных сил, напыление на внутреннюю поверхность цилиндрической части трубы стеклянного порошка с использованием тепла залитого металла, извлечение раструбного стержня и трубы, отличающийся тем, что, с целью повышения качества раструбных труб путем обеспечения образования слоя эмали на внутренней поверхности раструба трубы и экономии тепловой энергии при этом, перед установкой раструбного стержня в изложницу на формирующую поверхность последнего наносят разовую подложку из огнеупорного теплоизоляционного материала ТОЛЩИНОЙ 0,15-0,25 мм и после сушки на g подложку Наносят грунтовой щликер тол(Л щиной 0,10-0,15 мм с последующей сушкой. СП ОО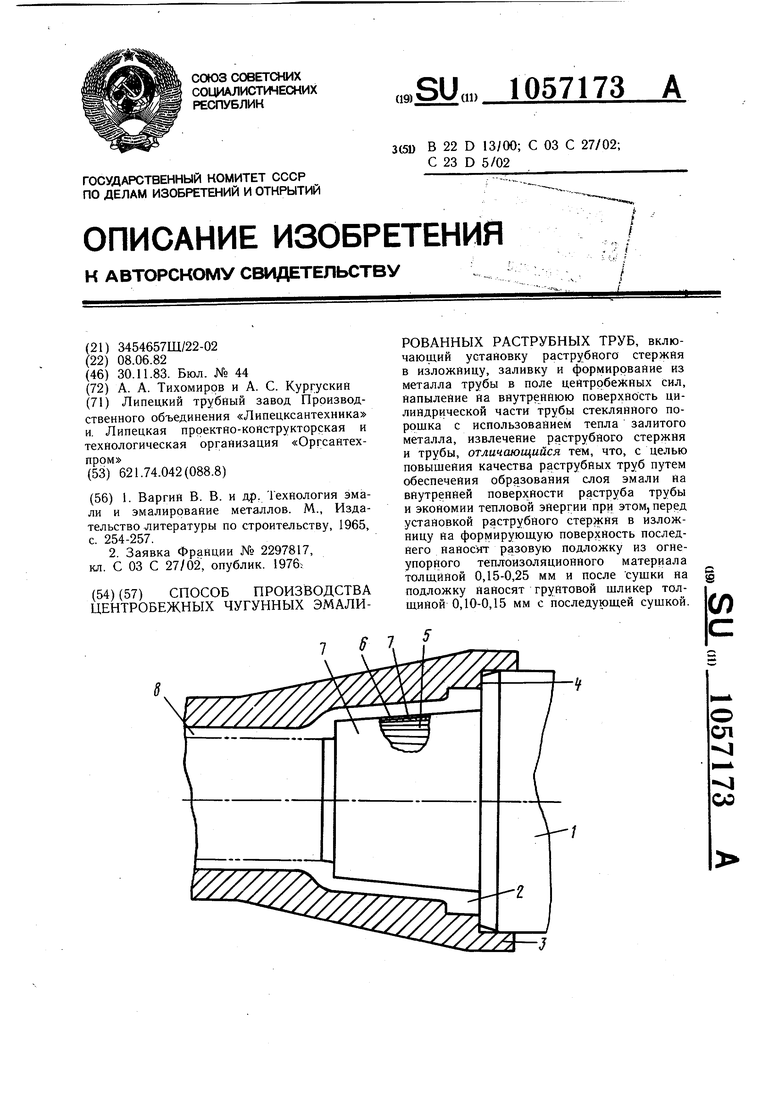
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Варгин В | |||
| В | |||
| и др | |||
| Технология эмали и эмалирование металлов | |||
| М., Издательство литературы по строительству, 1965, с | |||
| Гонок для ткацкого станка | 1923 |
|
SU254A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПРОТЕЗИРОВАНИЯ СТЕНОК ОРБИТЫ | 2005 |
|
RU2297817C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
