1
Изобретение относктся к области обработки металлов давлееием и может быть использовано лри праиэводстве Т|рубо:нр0(водов с закоицоЕками для равнонрочного, ооновиому материалу, разъемного и неразъемного соединения.
Известно устройство 1, содержащее монолишый nyaiHcoH, iCoocHo с ним тюдвижлую втулку, рас|положен1ную в (нолости матрицы. Подвижная втулка имеет осевое перемещение ПОД действием деформируемого металла; .несогласованность перемещения пуансона и втулки привадит к большим контактным давлениям на рабочих пове рхиостях пуансоиа и втулки, что -ирепятст1вует стабильному тече; гию процесса утолщения коица трубы.
Известно устройство 2, содержащее пуаисон и втулку и предусматривающее перед осадкой раздачу трубы для образоваиия опорного бурта. Наличие одного бурта без жесткого зажима трубы ие ликвидирует проскальзывания трубы, так как возникающие на торце трубы удельные давления 5-6 а обрабатываемого материала трубы в значительной мере превышают удельные усилия редуци-рования роада1Н;ной части трубы.
Иэвесины устройства 3 для утолщения КОНЦОВ труб но снособу торцовой осадки со стабилизацией устойчи1БОСти дефорМИруемой части заготовки, содержащ1ие ооосно установланные матрицу с полостью для размещения утолщенной части трубы, пуансон, дорн и втулку, раоположеняую IB полости матрицы с возможностью перемещения навстречу пуан
COiHy.
Недостатком подобных устройств является блокирование подвижной втулки раопорны.ми усилиями .металла, передаваемого в зону утолщения, что приводит, В конеч1ном итоге, к остановке процесса утолщения конца трубы.
При иснользова1нии отдельного прпводп д;1я .перемещения 1подвижной втулки необхо димо дополнительно иметь устройство, согласующее поступление металла в зону деформации и ОТ.ВОД подвижной втул.ки на величину, соответствующую объему .поступающего металла в зону утолщения стенки трубы, в противном случае заготовка теряет устойчивость в .зоне деформации.
Цель изобретения - снижение усилий деформирова.ния и синхронизация перемещений пуа.нсона и втулки, .обеспечивающая согласование объема поступающего в зону дефо-рмации металла и освобождаемого втулкой объема полости матрицы, что позволяет снизить усилие деформирования конца трубы. Для этого предлагаемое устройство снабжено лидроцилиидром, поршень которого связан с пуа:исоном при его рабочем движении, корпус
иеподвижно уста.новлен на дорне, а на внутренней поверхности втулки выполнен кольцевой бурт, образующий € тарцом до-рна полость, связанную каналамн -с рабочей поверхностью гкдроцилн ндра, причем отношение площади торцовой поверхности поршня, овяза нного с aiyaecoHoai, к .площади торцовой поверхности втудки равно отношению величины хода втулки к величине хода пуансона;
FA :РБ /г:Я,
где FA - -рабочая площадь поршня;
РБ - рабочая площадь гидроцилиндра
втулжи;
h - величи/на хода втулки, Я - величина хода -пуансона.
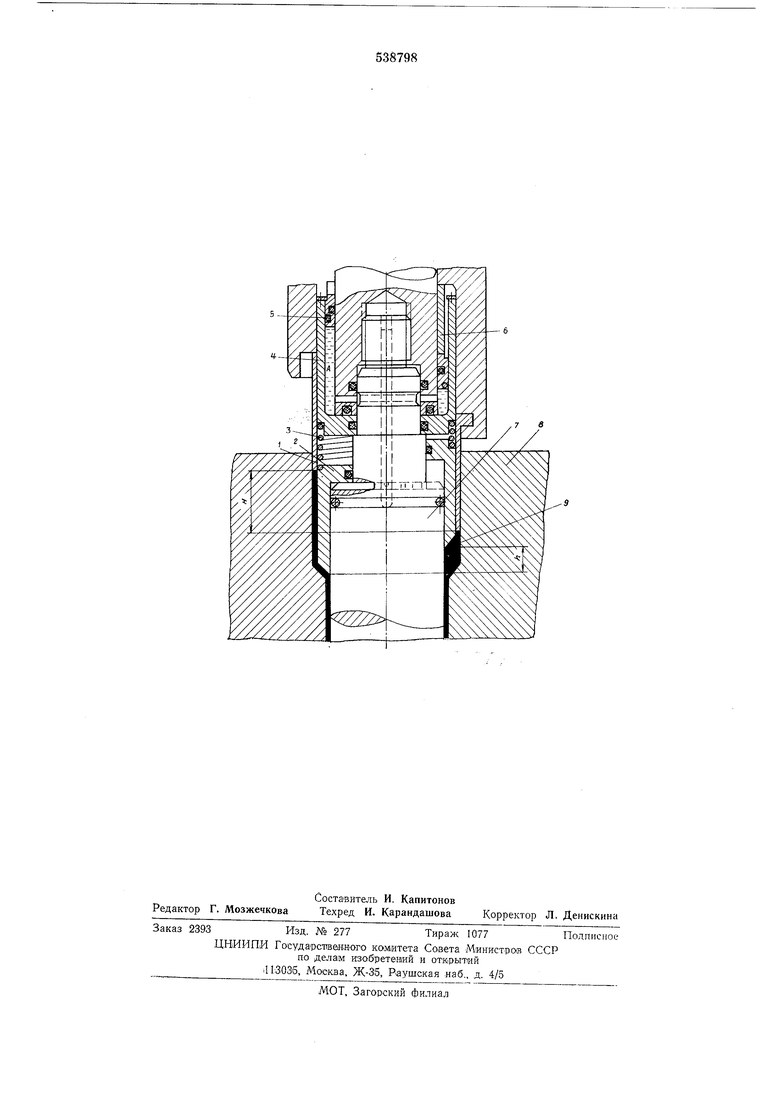
На чертеже показано предлагаемое устройство (в лев-ой части - исходное, а в правой части - конечное положение инструмента) .
YcTpofiCTBo состонт из пуансона 1, подвижной втулки 2, пружины 3 корпуса гидроцил«ндра 4, поршня 5, ун-ора 6, дор«а 7, матрицы 8, заготовки 9.
Устройство работает -следующим об|разом.
Трубную заготовку 9 устанавливают -на дорп 7 и зажимают матрицей 8, выподняющей также роль зажима заготовки. Действуя на торец заготовки пуаисаном 1, одновременно пуансонодержателем действуют через упор 6 на поршень 5. При этом жидкость, находящаяся под поршнем, из гидроцилиндра 4 по каналам перемещается .в рабочую полость, образованную втулкой 2 и тор-цовой паверхностью дорна 7. Под дей-ствием жидко-сти ладвижная втулка 2 .перемещается вдоль образующей трубы и освобождает потребный обмен полости матрицы для заи-олнения его .деформируемым металлом до тех пор, пока весь металл припуска концевой части заготовки не пе|реместится в зону утолщения.
По завершении процесса оса-дки нуа.н-сон возвращается в исходное -положение, раскры.вается матрица 8 и снимается загото вка 9 с дорна 7. Под действием пружины 3 устройство возвра-щает-ся в исхо-дное положение.
Ф о р iM у л а -и 3 о б -р е т е н и я
Устройство для утолщения -ко1нцо1В труб, состоящее из соооно установленных матрицы с полостью для размещения, утолщаемой части трубы, пуансона, дорна и втулки, расположенной в ПОЛО-СТ1И матрицы конценпрично дорну с возможностью осев-о-го перемещения навстречу пуаноону, отличающееся тем, что, с целью экономли металла, синхронизации -перемещения .пуаисона и втулкн, устрой-ство снабжено гидроцилгандром, поршень которого связан с пуансоном, а корпус .неподвижно устан-овлен на дарне, а на внутренней пошерхности втулки вы-полнен кольцевой бурт, образующий с торцом дорна нолость, связанную каналами с рабочей полостью гидроцилиндра, причем отношение площади торцовой поверхности поршня, связанного с пуансоном, к площади торцо1В-ой поверхности втулки равно отношен1ию величины хода втулки к величине хода nyaiKoaa.
Источни)К1и информации, при1нятые во внимание щри экапертизе:
1. А-вторское -свидетельство СССР
№ 109047, М.Кл.2 В 21J 5/08, 28.02.51.
2. Авторское 1свидетельство № 363541, В 21D 41/02, 28.02.69.
3. Патент США № 2344285, кл. 72-344, 1954 (.прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для утолщения концов труб | 1978 |
|
SU745587A1 |
| Устройство для высадки | 1977 |
|
SU648319A1 |
| Способ получения труб с концевыми утолщениями | 1982 |
|
SU1058676A1 |
| Устройство для высадки | 1978 |
|
SU745586A1 |
| Устройство для высадки концов труб | 1980 |
|
SU871970A1 |
| Гидравлический пресс для обжима концов труб | 1975 |
|
SU559836A1 |
| Устройство для утолщения труб | 1980 |
|
SU963667A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ УТОЛЩЕНИЙ НА КРОМКАХ ЛИСТОВ | 1972 |
|
SU421405A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| СПОСОБ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХ ЗАГОТОВОК | 1968 |
|
SU206516A1 |