Фиг.1
Изобретение относится к металлообработке, в частности, к устройствам для обработки методом пластической деформации радиусных поверхностей, расположенных в глубине отверстий.
По основному авт. св.. № 738848 известен раскатник для обработки .внутренней радиусной поверхности, сопрягающей отверстие с торцом. Раскатник содержит корпус с поворотной обоймой, в которой на подшипниках смонтирован деформирующий ролик с радиусной рабочей поверхностью, причем центр радиуса рабочей поверхности ролика и ось поворота обоймы расположены в одной плоскости. 1.
Однако раскатник с таким расположением рабочей поверхности ролика относительно оси поворота обоймы практически не может быть использован для обработки радиусных поверхностей, расположенных в глубине отверстий, например в гнездах под упорные гайки по ГОСТ 9120-67. Кроме того, этим раскатником с применением одного ролика возможна обработка радиусной поверхности в отверстии только одного определенного диаметра.
Цель изобретения - расширение технологических возможностей путем увеличения диапазона обрабатываемых отверстий.
Поставленная цель достигается тем, что в раскатнике рабочая часть ролика расположена вне обоймы,установленной с возможностью поворота, при этом ось ее поворота смещена относительно оси вращения
определяемую из
корпуса на величину
следующей зависимости
ts L-sinf,
где L-расстояние от оси поворота обоймы до центра радиуса рабочей поверхности;
i-угол поворота.
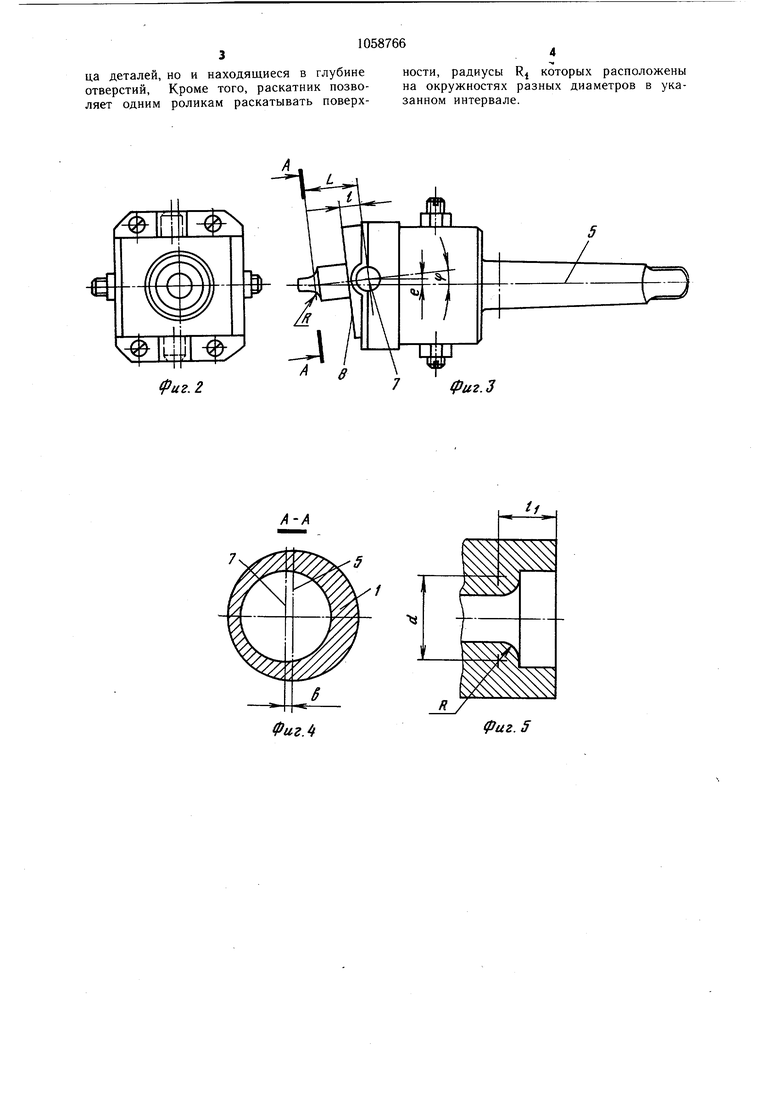
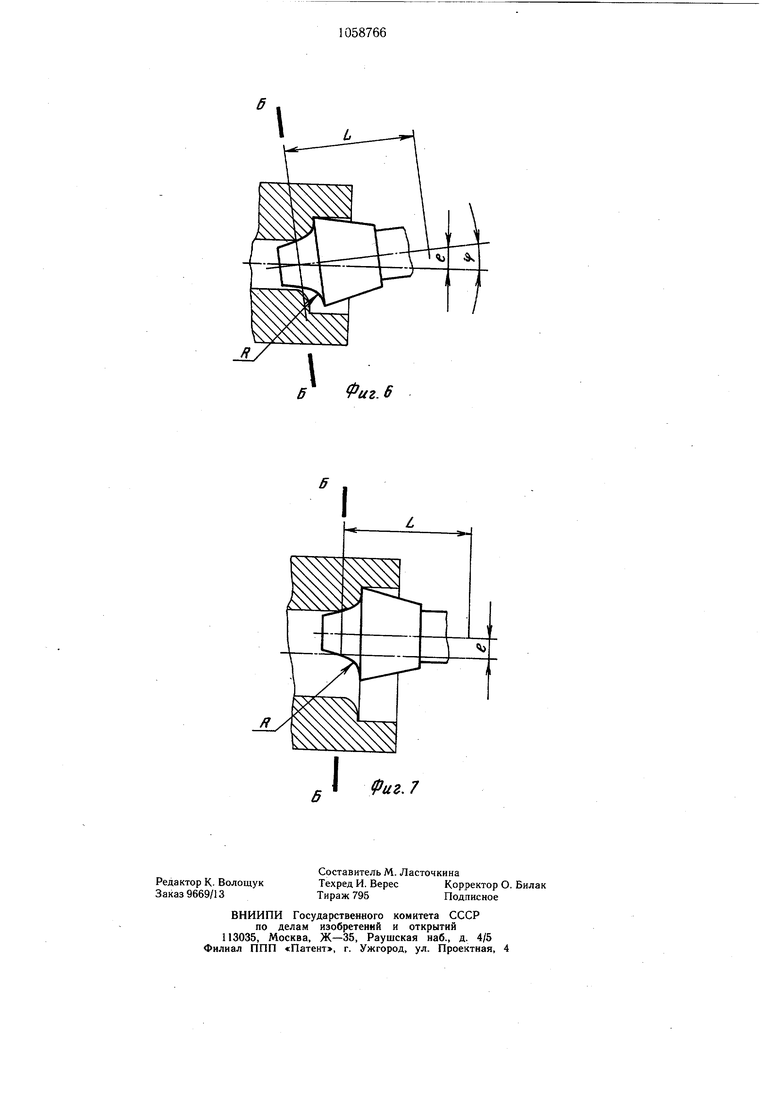
На фиг. 1 изображен раскатник, разрез; на фиг. 2 - то же, вид слева; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - часть детали с обрабатываемой поверхностью, разрез; на фиг. 6 и 7 - схемы раскатывания.
В корпус 1 установлена поворотная обойма 2, в которой на подщипниках 3 смонтирован деформирующий ролик 4. Ось вращения ролика 4 относительно оси 5 вращения корпуса 1 установлена под углом М.
Ролик 4 в поворотной обойме 2 установлен так« что его рабочая часть с деформирующей радиусной поверхностью 6 вынесена за пределы поворотной обоймьь и удалена от оси 7 поворота обоймы. Расстояние L от оси / поворота обоймы до плоскости Б-Б, в которой расположены центры радиуса R рабочей поверхности 6 ролика, определяется расстоянием ,(фиг. 3) от внешнего торца 8 поворотной обоймы 2 до оси 7 поворота обоймы, а также глубиной f| (фиг. 5), на которой расположёны центры радиуса R раскатываемой поверхности от торца обрабатываемой детали. Расстояние L (фиг. 3) принимают на 2-4 мм больщим, чем румма расстояний t (фиг. 3) и Ц (фиг. 5).
Ось 7 поворота обоймы смещена с оси 5 вращения корпуса 1 так, что расстояние t между ними равно или больше произведения расстояния L на синус угла 4 установки ролика к оси вращения корпуса, т. е.
e L-smf.
Отверстие в корпусе 1, в которое помещена поворотная обойма 2, выполнено так, что его ось смещена с оси 5 вращения корпуса на ту же величину е (фиг. 4), что и ось 7 поворота обоймы. Это делают для того, чтобы обеспечить возможность поворота обоймы; 2 в корпусе 1.
Смещение оси 7 поворота обоймы 2 с оси 5 вращения корпуса 1 на расстояние С выполняется с целью совмещения взаимодействующих радиусных поверхностей R ролика и R.( обрабатываемой детали. Совмещение указанных поверхностей R и Rj осуществляют за счет поворота обоймы 2 и изменения радиального расположения (приближения или удаления) рабочей поверхности 6 ролика по отнощению к обрабатываемой поверхности (фиг. 3).
Предлагаемый раскатник обеспечивает возможность обработки радиусной R поBepxHoctn, расположенной не только у торца детали, как известный но и находящейся в глубине отверстия (фиг. 5), как, например, в деталях по ГОСТ 9120-67. Кроме того, раскатник с применением одного и того же ролика позволяет раскатывать поверхности, радиусы R которых расположены на окруж ностях разных диаметров d (фиг. 5) в интервале между наибольщим и наименьшим , диаметрами, определяемым по формуле:
A dMaKc-dMHH 2L-sinf
При увеличении диаметра d в пределах от до уголУ поворота обоймы уменьшают. При наибольшем значении диаметра, равном ., угол f равен нулю,
т.е. ось ролика устанавливают параллельно оси о вращения корпуса раскатника.
Принцип работы предлагаемого раскатника такой же, как известного.
Технические преимущества предлагаемого изобретения в сравнении с базовым объектом заключаются в расщирении технологических возможностей его практического применения, так как обеспечивается возможность раскатывать радиусные поверхности, расположенные не только у тор34
ца деталей, но и находящиеся в глубинености, радиусы Rj которых расположены
отверстий. Кроме того, раскатник позво- на окружностях разных диаметров в укаляет одним роликам раскатывать поверх- занном интервале.
1058766 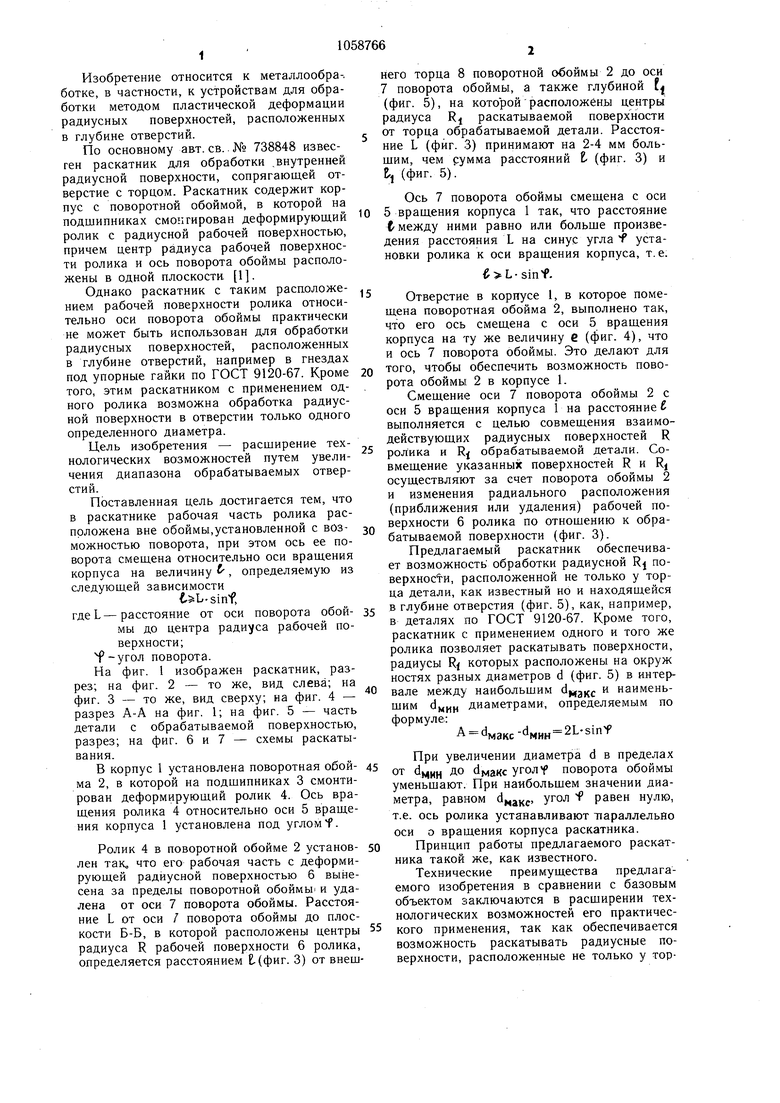
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатник | 1977 |
|
SU738848A1 |
| Раскатник | 1980 |
|
SU918062A2 |
| Ротоционный раскатник для обработки торцовых поверхностей цилиндрических деталей | 1979 |
|
SU865637A1 |
| Раскатник | 1978 |
|
SU730553A1 |
| Раскатник | 1983 |
|
SU1080955A2 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Многороликовая раскатка | 1979 |
|
SU812541A1 |
| Раскатка для внутренних конических поверхностей | 1981 |
|
SU990483A1 |
| Многороликовая раскатка | 1979 |
|
SU810460A1 |
| Раскатник | 1979 |
|
SU841941A1 |
РАСКАТНИК по авт. св. № 738848, отличающийся тем, что, с целью раеширёния технологичейких,,.вдзм6жностей путем увеличения диапазона ббрабатьшаемых отверстий, рабочая часть ролика расположена вне обоймы, установленной с возможностью поворота, при этом ось ее поворота смещена относительно оси вращения корпуса на величину е,, определяемую из следующей зависимости € L-sinf, где L-расстояние от оси поворота обоймы до центра радиуса рабочей повер.хности; -угол поворота обоймы.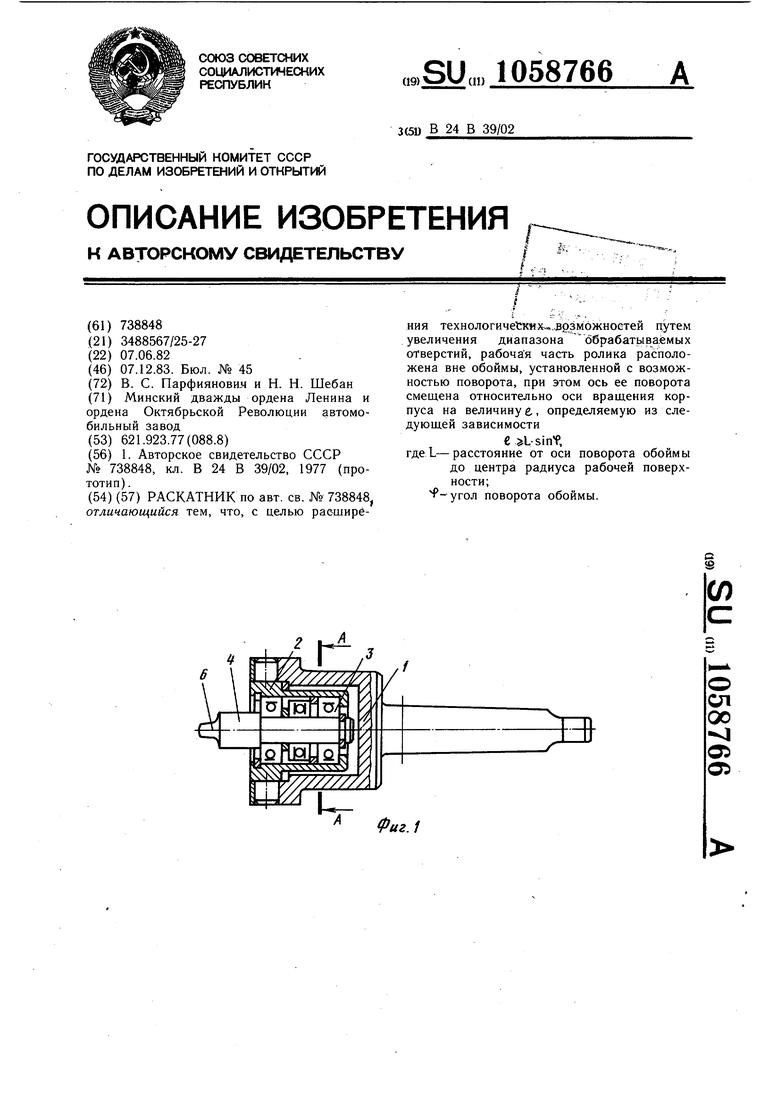
А-А
jy
Б Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Раскатник | 1977 |
|
SU738848A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
