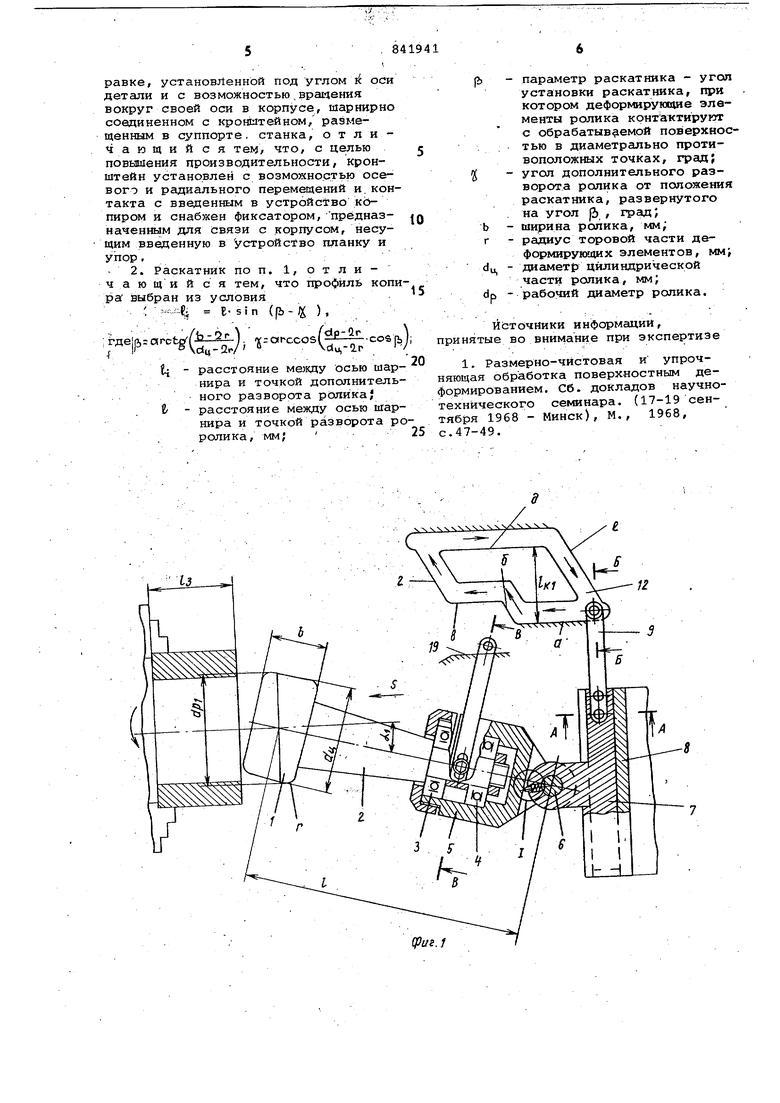
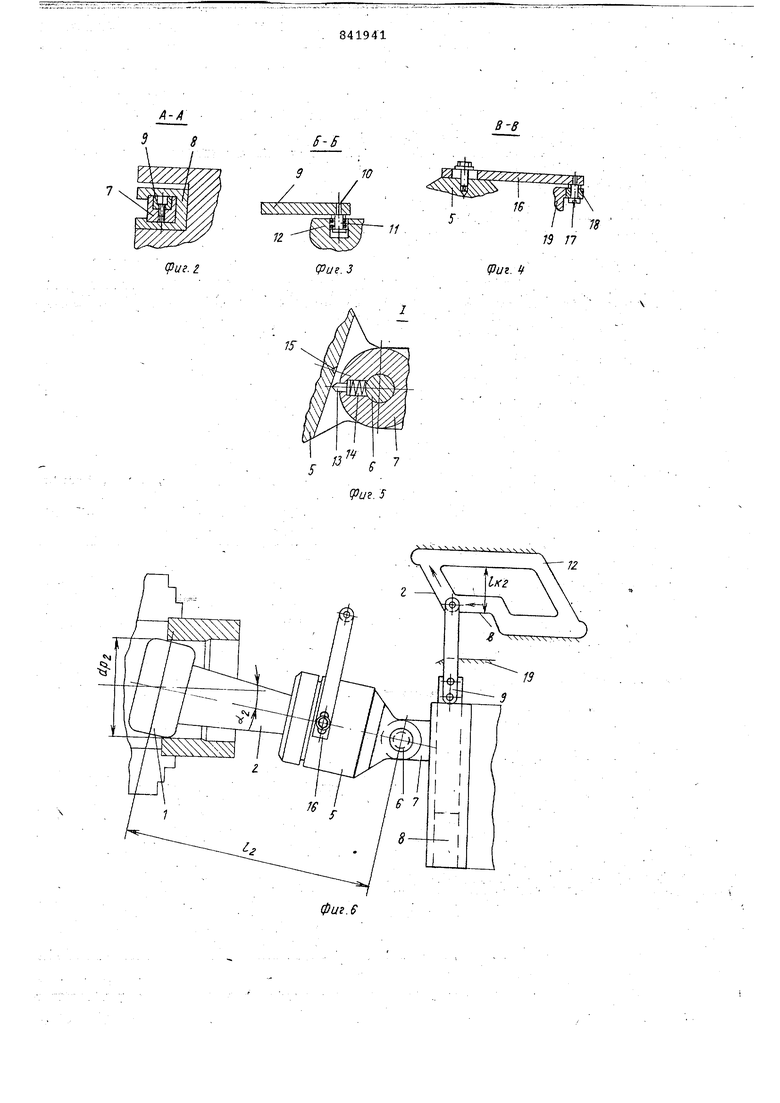
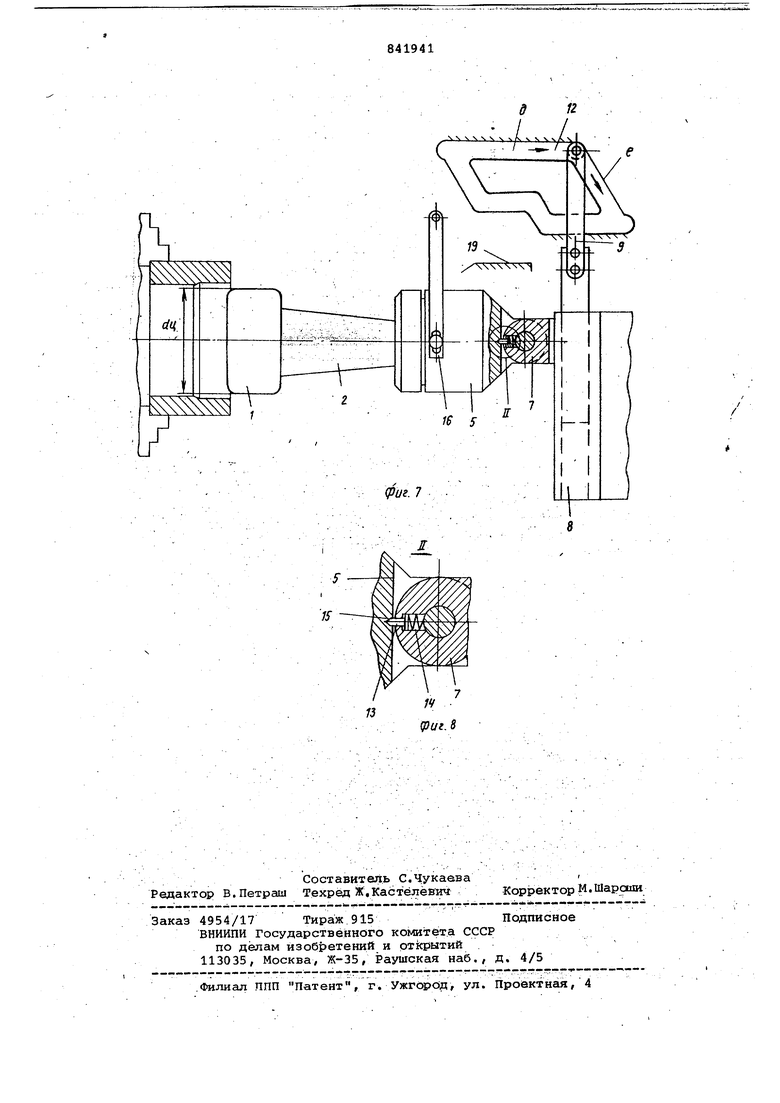
Изобретение относится к чистовой обработке металлов давлением, в част ности к инструментам для чистовой и упрочняющей обработки внутренних поверхностей деталей, и мохсет быть использовано при обработке деталей, например цилиндров, втулок, гильз, пластическим деформированием. Известен раскатник, который содер жит дефорг« рук дий ролик цилиндричес кой формы, закрепленный на оправке, установленной с возможнЪстью -вращения в корпусе, шарнирно соединенном с кронштейном, закрепленным в суппорте токарного станка 1, Недостатком известного раскатника является низкая производительност при обработке отверстий с переменным по длине размерами. , Цель изобретения - повышение производительности при установке раскатника на размер. Поставленная цель достигается, тем что кронштейн выполнен подвижным относительно суппорта станка и снабJжен фиксатором, взаимодействующим с корпусом, причем кронштейн взаимосвязан с копиром. копира выбирают по соотное. S i п - X. ) . . -С-); Y oirccos(4fl 4 расстояние между осью шарнира и точкой дополнительного разворота ролика;расстояние между осью шарнира и точкой разворотаролика, мм; параметр раскатника угол установки раскатника, при котором деформируняцие элементы ролика контактируют с обрабатываемой по верхностью в диаииетрально противоположных точках, град; угол дополнительного разворота ролика от положения раскатника, развернутого на угол Ь , град) шарина ролика, мм ; радиус торовой части деформируюсдих элементов, мм; - диаметр цилиндрической части ролика, мм dp - рабочий Диаметр ролика, м На фиг. 1 изображен предлагаемый раскатник Ё положении начала рабочего хода (положение окончания обратно го хода)i на фиг. 2 - разрез А-Л на фиг. 1) на фиг. 3 - разрез В-в на фиг. 1) на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - узел 1 на фиг. 1 на фиг. б - раскатник в положении окончания дефорютрования отгверстия з Ьотовки на.фиг. 7 - раскатник в пол жении выхода из обработанного отверстия; на фиг. 8 - узел л на фиг. 7. Раскатник содержит ролик 1 цилинд .ческой формы с торовыми (или коническими) кромками, закрепленный на оправке 2, установленной с возможное тью вращения вокруг своей оси на под шипниках 3 и 4, в корпусе 5f шарнирно соединенном осью 6 с кронштейном 7. Кронштейн 7 размещен с возможностью перемещения в корпусе 8, неподви хно смонтированном в суппорте стан ка/ и посредством, например, тяги 9 несущей устанЬвленный на оси 10 ролик 11, кинематически связан с копиром 12, закрепленным неподвижно на станке. Кронштейн 7 содер)аит фиксатор 13 находящийся под воздействием упругог элемента 14 и взаимодействукндий с коническим углублением 15, расположе ным в корпусе 5. Корпус снабжен планкой 16, несуще установленный на оси 17 ролик 13, размещенный с возможностью контактир вания с-упором 19, закрепленшлм на станке. Планка.16 расположёна в корп се 5 с возможностью регулирования расстояния от оси раскатника до роли ка 13. Раскатник работает следующим обра зом. .. Обрабатываег ю заготовку с внутр ним диаметром .djj 13 , 8 °им, наружным диаметром 0 112.gg мм и дл ной L.J, 7CLQд j мм закрепляют; например, в патроне токарного станка и сообщают ей вращательное движение с частотой вращения 370 об/мин, а раскатнику, находящемуся в положении пОдачи рабочего хода - движение вдоль оси заготовки с рабочей подачей S . 0,18 мм/об. При этом ролик 11 контактирует с участком а копира 12, а ролик 18 с упором 19,что . обес речивает установку оси деформируквдего ролика 1 и оправки 2 под углом(Х ( |Ь IS ... В момент касания ролика 1 с заготовкой контакт ролика 13 с упором 19 прекращается (ролик 18 сходит с упора 19), а сам ролик 1 закусывается в заготовке и начинает враща ся вместе с оправкой 2 на подшипниках 3 и 4 в корпусе 5. РОЛИК 11 вступает в контакт с участком опира 12, что обеспечивает азворот ролика 1 с оправкой 2 на угол И и установку ег.о под углом - 4°33 к оси обрабатываемой заготовки. После окончания разворота на участке о копира 12 рабочий диаметр ролика 1 составляет . djj 79,6 мм (радиальный натяг i Ъ,40 мм) и при его дальнейшем перемещении по обрабатываемому отверстию заготовки происходит окончательное дедеформирование заготовки на длине 40 мм до диаметра d 76,36 мм L При этом контакт ролика 11 с копиром 12 осуществляется на участке в копира 12... По окончании обработки -.отверстия детали роцик 11 взаимодействует с участком -8- копира. 12 и посредством тяги 9 перемещает кронштейн 7 в корпусе 8 к оси отверстия детали. Это вызывает также перемещение к оси детали корпуса 5 с оправкой 2 и ролика 1 -до момента совпадения оси ролика 1 с осью обрабатываемого отверстия, при котором фиксатор 13 взаимодействует с коническим углублением 15 и фиксирует ролик 1 и оправку 2 в положении, когда их оси совпадают с осью o6pa6ot танного отверстия. Далее вращательное движение детали прекращают, а раскатнику сообщают движение быстрого отвода из обработанного отверстия детали с подачей S0 5,5 м/мин. Вследствие того, что диаметр цилиндрической части ролика dц 78,54 мм не превышает диаметра меньЩей ступени обработанного -отверстия d 79,3бмм ролик 1 беспрепятственно выводят из отверстия детали, а его соосность с отверстием детали обеспечивается контактом ролика ll с участкомЭ копира Д2 и фиксируется фиксатором iX В конце обратного хода ролик 11 контактирует с участком е копира .. 12, что вызывает перемещение ролика 11 к участку копира 12, а тяги 9, . кронштейна 7, корпуса 5 с оправкой 2 и роликом. 1 от оси обработанного отверстия детали.. При дальнейшем- движенииролика . 11 по участку е копира 12 происходит взаимодействие ролика. 18 с упором 19, вследствие которого ось ролика 1. с оправкой 2 отклоняется от оси отверстия детали и разворачивается на угол о6 /Ь в момент окончания обратного хода (положение раскатника в начале рабочего хода), когда прекращают движение быстрого отвода.. Обработанную деталь .раскрепляют и , устанавливают новую заготовку и цикл обработки повторяют. Формула изобретения 1. Раскатник,. содержащий дефорлирующий элемент, закреплённый в оп- . равке, установленной под углом к оси детали и с возможностью .вращения вокруг своей оси в корпусе, шарнирно соединенном с крошлтейном/ размещенным в суппорте, станка, о т л и чающи и ся тем, что, с целью повьзшения производительности, кронштейн установлен с возможностью осевого и радиального перемещений и. кон такта с введенным в устройство копиром и снабжен фиксатором, предназначеннь1м для связи с корпусом, несущим введенную в устройство планку и упор , - 2. Раскатник по п. 1, отличающий ся тем, что профиль коп ра выбран из условия 1- sin ( ), ( ti - расстояние между осью шар нира и точкой дополнитель ного разворота роликаJ t - расстояние между осью шар нира и точкой разворота р ролика, мм; - параметр раскатника - угол установки раскатника, при котором деформирующие элементы ролика крнтактирупт с обрабатываемой поверхностью в диаметрально противоположных точках, град; - угол дополнительного разворота ролика от положения раскатйика, развернутого на угол j5 , град; Ь - ширина ролика, мм; г - радиус торовой части деформирующих элементов, MMJ du, - диаметр цилиндрической части ролика, мм; dp - рабочий диаметр ролика. Источники информации, ые во внимание при экспертизе Размерно-чистовая и упрочобработка поверхностным деованием. Сб. докладов научноеского семинара. (17-19 сен1968 - Минск), М., 1968, 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Способ ротационного выдавливания | 1979 |
|
SU977082A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Способ изготовления цилиндрических копиров с лекальным профилем и устройство для его осуществления | 1986 |
|
SU1425055A1 |
| Станок для давильной обработки | 1981 |
|
SU1013029A1 |
| Устройство для обработки отверстий пластическим деформированием | 1976 |
|
SU555004A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Способ суперфинишной обработки поверх-НОСТЕй дЕТАлЕй ВРАщЕНия | 1978 |
|
SU802004A1 |
SS
о -о о о
Т9 77
W Put. S
