Фиг.7
А
Г
§
U
СО 00
А
Изобретение относится к судостроению, в частности к способу изготовления плоской секции из ее модулей.
Известен способ изготовления плоской секции из ее модулей, заключающийся в том, что полотнища и балки набора присоединяемых модулей центрируют в поперечном направлении, устанавливают ловители на балках набора, а затем сближают модули до сопряжения балок набора между собой, после чего стыкуют кромки полотнищ и балок набора модулей секции, закрепляют их прихватами и сваривают модули друг с другом по их стыкам в единую секцию 1.
Недостатком известного способа является больщая трудоемкость процесса сборки.
Цель изобретения - уменьшение трудоемкости процесса сборки.
Поставленная цель достигается тем, что согласно способу изготовления плоской секции из ее модулей, заключающемуся в том, что полотнища и балки набора присоединяемых модулей центрируют в поперечном направлении, устанавливают ловители на балках набора, а затем сближают модули до сопряжения балок набора между собой, после чего стыкуют кромки полотнищ и балок набора модулей секции, закрепляют их прихватами и сваривают модули друг с другом по их стыкам в единую секцию, после центровки присоединяемые модули предварительно стыкуют до упора и разводят, а упомянутые ловители устанавливают только на несовпадающие по направлению соединяемые балки набора.
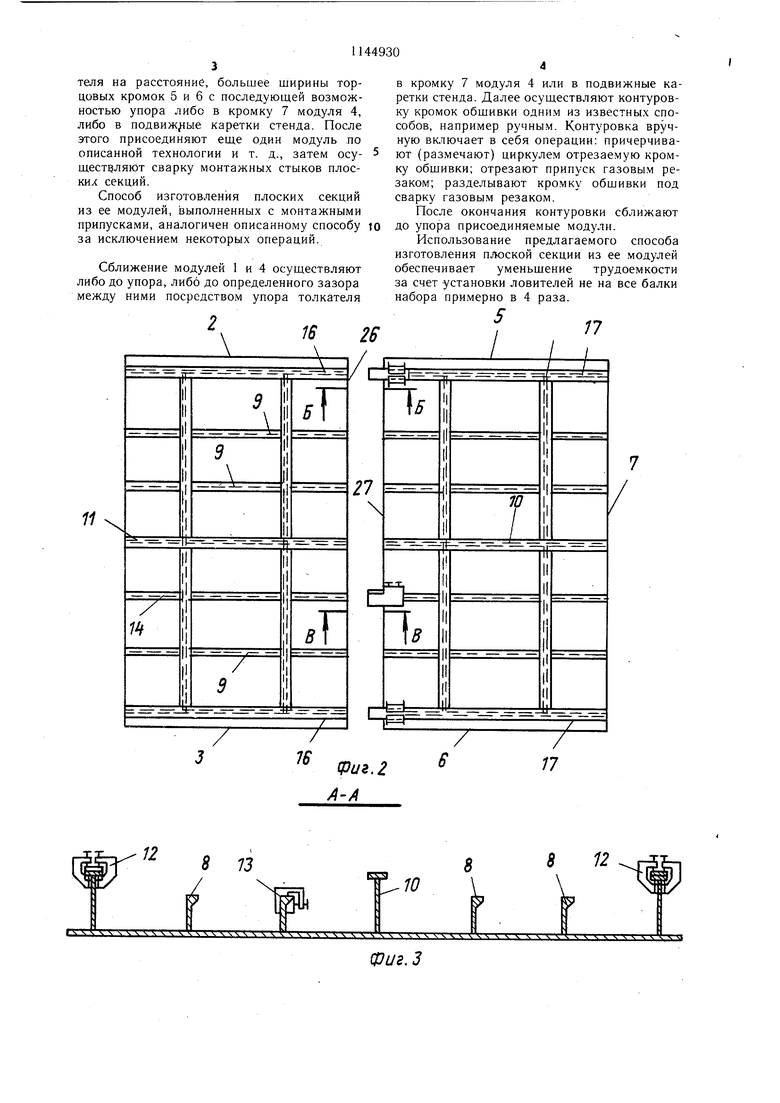
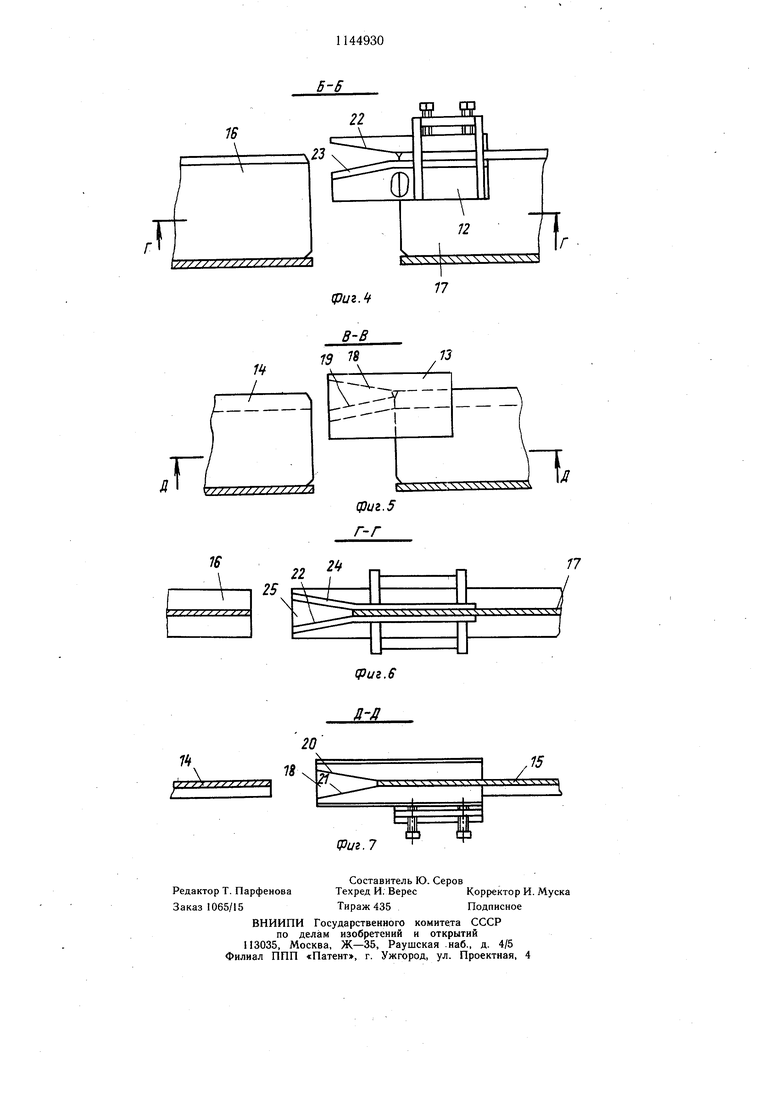
На фиг., 1 схематически показаны базовый и присоединяемый модули секции, выполненные в номинальный размер, с ловителями до окончательного сближения, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на .фиг. 1 (установка ловителей на присоединяемый модуль); на фиг. 4 - сечение Б-Б на фиг. 2 (ловитель балок набора); на фиг. 5 - сечение В-В на фиг. 2; на фиг. 6 - сечение Г-Г на фиг. 4; на фиг. 7 - сечение Д-Д на фиг. 5.
Способ изготовления плоской секции из ее модулей, выполненных в номинальный размер, включает в себя следующие операции. Сначала краном устанавливают базовый модуль 1 на опорные поверхности подвижных кареток сборочного стенда (не показан). Причем одновременно с установкой базового модуля 1 происходит центрование его относительно оси стенда за счет захода торцовых кромок 2 и 3 в направляющие опорных поверхностей подвижных кареток сборочного стенда. Затем закрепляют торцовые кромки 2 и 3 базового модуля на опорных поверхностях подвижных кареток стенда. Присоединяемый модуль 4 краном устанавливают, центруют на опорных поверхностях второй пары подвижных кареток
И закрепляют торцовые кромки 5 и 6. Поспэтого осуществляют сближение до упоо присоединяемых модулей 1 и 4, выполненг в номинальный размер, посредством упора толкателя либо на кромку 7 модуля 4, либо в подвижные каретки сборочного стенда. После сближения до упора присоединяемых модулей 1 и 4 определяют визуально степень сходимости элементов набора 8-11, т. е. наличие наклона стыкуемых элементов набора 8-П. За элементы набора приняты ребра жесткости 8 и 9 или балки набора 10 и 11, которые могут быть образованы полособульбом, тавром, уголком.
После того, как осмотр стыкуемых ребер жесткости 8 и 9 или балок набора 10 и Г1 выявил какие отдельные смежные ребра жесткости 8 J1 9 или ба-лки набора 10 и 11 не стыкуются, т. е. имеют различные наклоны присоединяемый модуль 4 отводят на такое расстояние от базового модуля 1, при котором удобно устанавливать ловители 12 и 13. Устанавливают необходимое количество ловителей 12 и 13 на несовпадающие по направлению ребра жесткости 8 и 9 или балки набора 10 и II либо на базовом модуле 1, либо на присоединяемом модуле 4. Далее сближают до упора присоединяемый модуль 4 с базовым модулем 1. При этом в зависимости от смещения ребер жесткости 14 или балок набора 16 относительно подлежащих соединению с ними ребер жесткости 15 или
0 балок набора 17 каждая из торцовых кромок ребер жесткости 14 или балок набора 16 начинает взаимодействовать соответственно с одной или двумя из улавливаюпхих и ориентирующих плоскостей 18-25, при этом в слу. чае смещения только по вертикали взаимодействуют с плоскостями 18. 19, 22, 23, в случае смещения только по горизонтали - с плоскостями 20, 21, 24, 25.
При перемещении по горизонтали улавливающие поверхности ловителей, установленных на ребрах жесткости 15 или балках набора 17, надвигаются на ребра жесткости14 или балки набора 16 и взаимно разворачивают ребра жесткости или балки набора модулей 1 и 4 до совмещения. Если ребра жесткости 14 и 15 или балки набора 16 и 17 имеют горизонтальное и вертикальное смещение относительно друг друга, в работе участвуют разные из плоскостей 18-25. За счет взаимодействия ловителей с ребрами жесткости 14 или балками набора 16 происходит взаимный разворот элементов набора до совмещения кромок обшивки 26 и 27. Совмещенные торцовые кромки ребер жесткости 8, 9, 14 и 15 или балок набора 10, 11, 16 и 17 закрепляют электроприхватками кромок обшивки 26 и 27, производят демонS таж ловителей 12 и 13. Если же плоская секция состоит из 3-х и более модулей, то сначала осуществляют перемещение толкателя на расстояние, большее ширины торцовых кромок 5 и 6 с последующей возможностью упора либо в кромку 7 модуля 4, либо в пoдвиж ыe каретки стенда. После этого присоединяют еще один модуль по описанной технологии и т. д., затем осущестчляют сварку монтажных стыков плоских секций. Способ изготовления плоских секций из ее модулей, выполненных с монтажными припусками, аналогичен описанному способу за исключением некоторых операций. Сближение модулей 1 и 4 осуществляют либо до упора, либо до определенного зазора между ними посредством упора толкателя в кромку 7 модуля 4 или в подвижные каретки стенда. Далее осуществляют контуровку кромок обшивки одни.м из известных способов, например ручным. Контуровка вручную включает в себя операции: причерчивают (размечают) циркулем отрезаемую кромку обшивки; отрезают припуск газовым резаком; разделывают кромку обшивки под сварку газовым резаком. После окончания контуровки сближают до упора присоединяемые модули. Использование предлагаемого способа изготовления плоской секции из ее модулей обеспечивает уменьшение трудоемкости за счет установки ловителей не на все балки набора примерно в 4 раза. с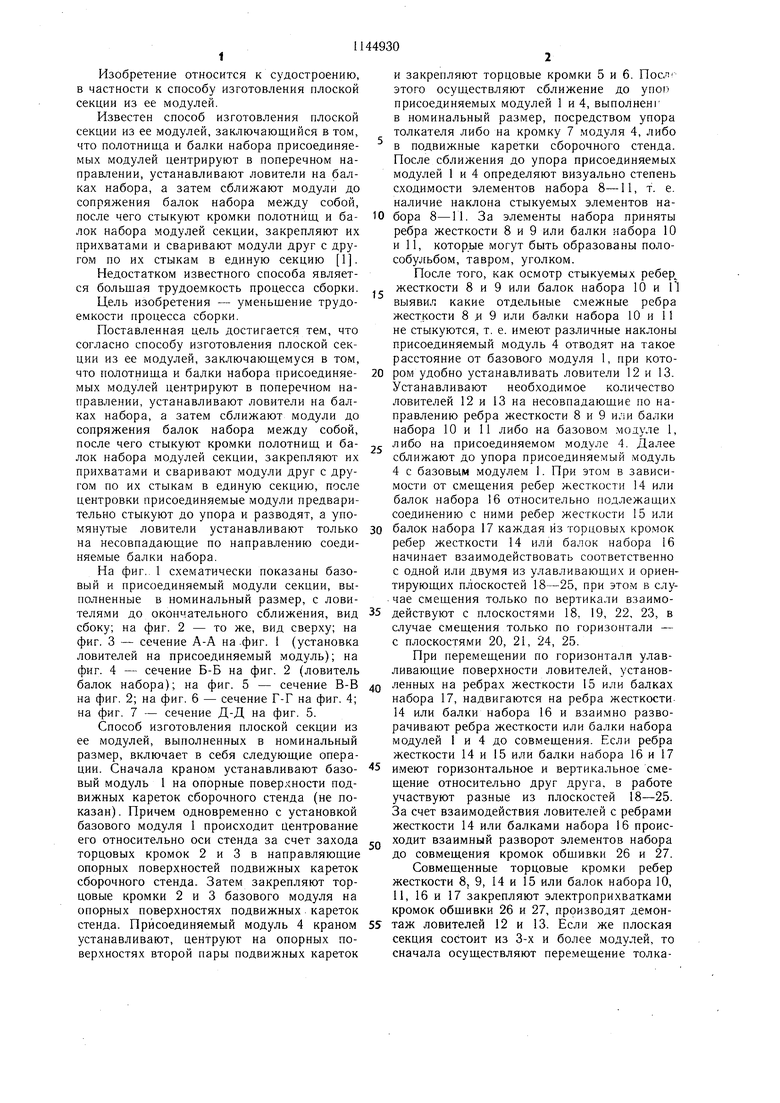
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления корпуса судна из блоков и устройство (его варианты) для его осуществления | 1982 |
|
SU1058824A1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Способ изготовления корпуса судна | 1982 |
|
SU1011441A1 |
| Устройство для установки балок поперечного набора на полотнище обшивки корпуса судна | 1988 |
|
SU1525079A1 |
| Устройство для стыкования набора | 1985 |
|
SU1248887A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
| Способ сборки криволинейных секций корпуса судна | 1982 |
|
SU1062103A1 |
| Способ изготовления сварных листовых конструкций | 1980 |
|
SU929369A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ СЕКЦИИ ИЗ ЕЕ МОДУЛЕЙ, заключающийся в том, что полотнища и балки набора присоединяемых модулей центрируют в поперечном направлении, устанавливают ловители на балках набора, а затем сближают модули до сопряжения балок набора между собой, после чего стыкуют кромки полотнищ и балок набора модулей секции, закрепляют их прихватами и сваривают модули друг с другом по их стыкам в единую секцию, отличающийся тем, что, с целью уменьщения трудоемкости процесса сборки, после центровки присоединяемые модули предварительно стыкуют до упора и разводят, а упомянутые ловители устанавливают только на несовпадающие по направлению соединяемые балки набора.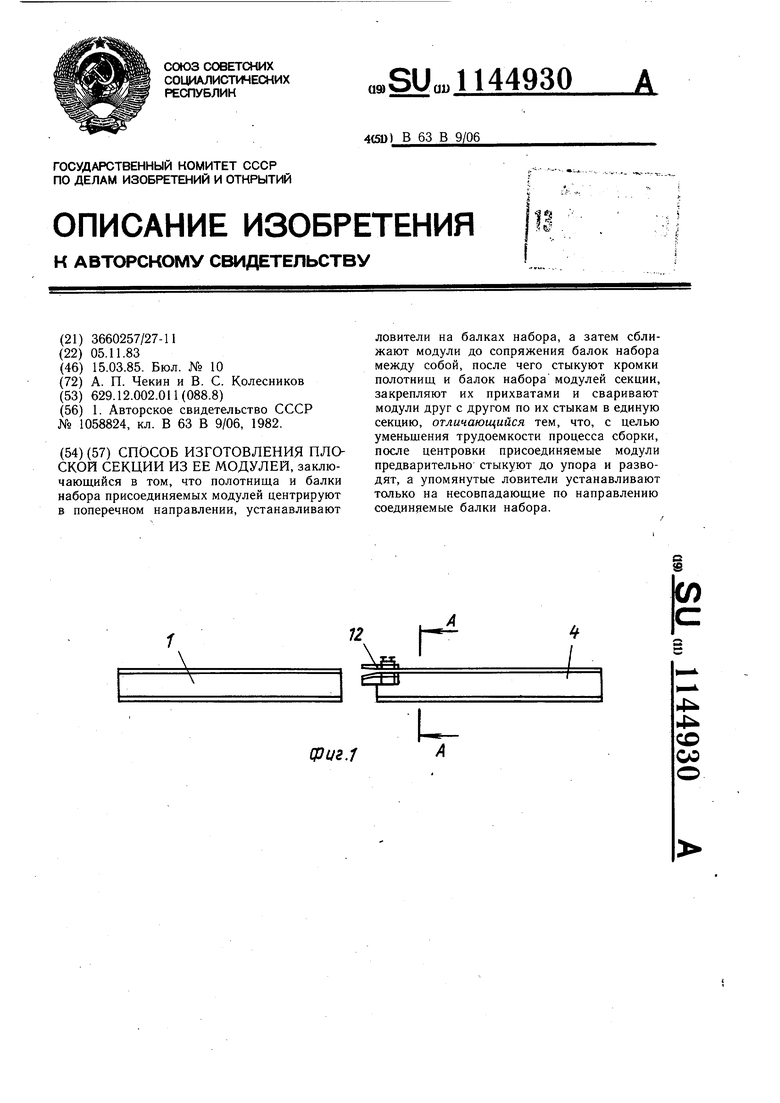
В 13
8 12
8
W
фигЛ
Г
17
13 Щ
лК
13
/
фиг. 5
г-г
(риг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления корпуса судна из блоков и устройство (его варианты) для его осуществления | 1982 |
|
SU1058824A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
