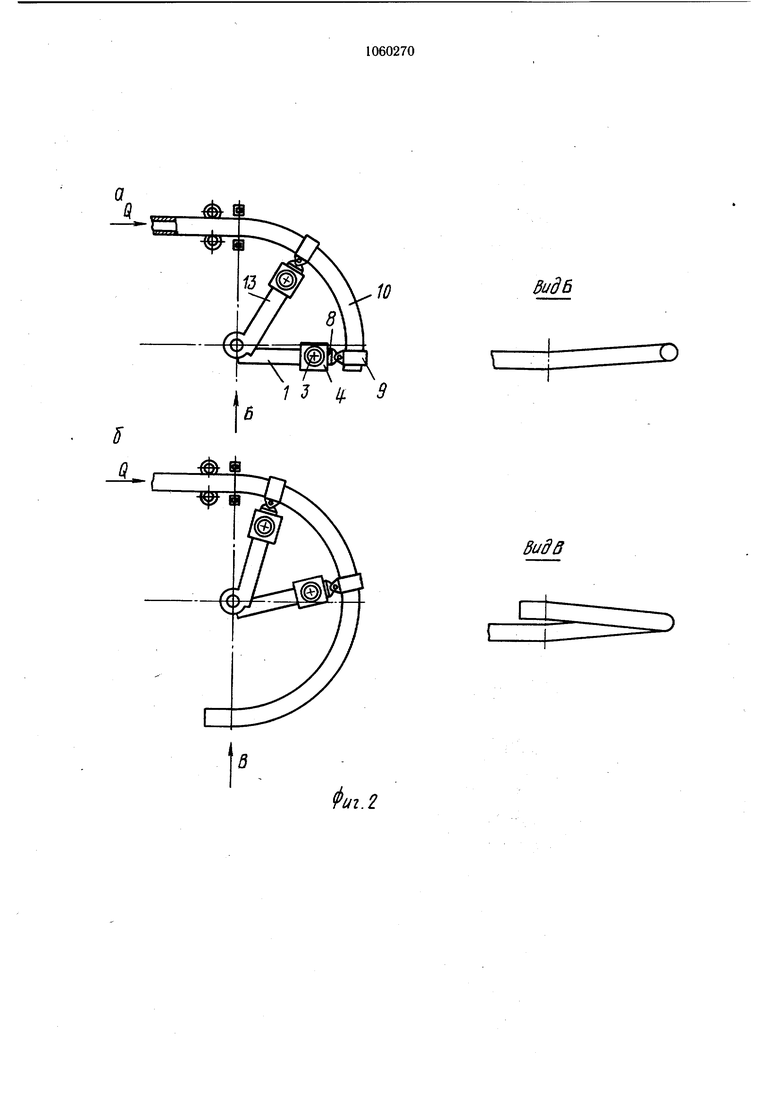
Изобретение отйосится к обработке металлов давлением, в частности к устройствам для гибки труб, и может быть использовано в различных отраслях промышленности. По основному авт. св. № 984564 известен трубогибочный станок с индукционным нагревом, содержащий станину с установленными на ней кареткой продольной подачи, направляющими роликами, нагревательным устройством и двумя регулируемыми по длине водилами, закрепленными на рднои оси с возможностью поворота одного водила относительно другого на любой угол, при этом на конце каждого -водила смонтирован захват трубы 1. Недостатком известного станка является невозможность гибки труб по винтовой В известном трубогибочном станке водила с захватами, поворачиваясь вокруг оси, имеют возможность перемешаться только в одной плоскости, расположенной перпендикулярно упомянутой оси. Поэтому известный станок не может быть применен для гибки труб по винтовой линии. Целью изобретения является обеспечение возможности гибки труб по винтовой линии с любым количеством витков и регулируемой величиной шага. Указанная цель достигается тем, что трубогибочный станок снабжен механизмами перемещения захватов трубы перпендикулярно плоскости гиба, каждый из которьгх оснашен индивидуальным приводом, смонтирован на водиле и кинематически связан с захватом. На фиг. 1 изображено одно из водил трубогибочного станка; на фиг. 2 а, б и 3 а, б - положения водил при гибке трубы по винтовой линии в различной стадии гибки (на видах Б, В, Г, Д фиг. 2 а, б и 3 а, б водила условно не показаны). Каждое водило станка содержит основание водила 1, на котором жестко закреплена вертикальная направляющая 2 с двумя горизонтальными полками, на одной из которь1х установлены реверсивный регулируемый по скорости двигатель 3 и редуктор 4, причем выходной вал редуктора соединен с винтом 5 муфтой 6. Винт 5 установлен с возможностью вращения в отверстиях горизонтальных полок вертикальной направляющей 2 и взаимодействия с резьбовым отверстием 7 головки водила 8. Головка водила 8 выполнена с Т-образным пазом на одном конце для обеспечения возможности перемещения по Т-образному выступу вертикальной направляющей 2. Захват 9 трубы 10 соединен с головкой водила 8 с возможностьто поворота вокруг оси 11 и оси 12. Гибку труб на трубогибочном станке с индукционным нагревом, содержащем два водила, снабженных механизмами перемещения захватов перпендикулярно плоскости гиба, осуществляют следующим образом. Устанавливают требуемый радиус гиба трубы 10, зажимают ее в захвате 9 и жестко крепят в толкающей каретке механизма продольной подачи. Включают нагрев и при достижении заданной тетлпературь нагрева трубы в месте гибки одновременно включают механизм продольной подачи и двигатель 3 с необходимой скоростью вращения, определяющей шаг винтовой линии. Вращение двигателя 3 передается через редуктор 4, муфту 6 на винт 5. При вращении вийта 5 головка водила 8 с захватом 9 перемещается вверх с постоянной скоростью по Т-образному выступу вертикальной направляющей 2. Одновременно водило I направляет трубу 10 по окружности с заданным радиусом гиба. Под действием двух движений, coBepuiaeмых захватом 9 с закрепленной в нем трубой 10, труба 10 гнется по винтовой линии. При достижении угла гиба 70-80° к трубе подводят захват второго водила 13. После закрепления трубы в захвате ц включения двигателя механизма вертикального перемещения второго водила 13 трубу освобождают от захвата 9 водила 1, отводят его от трубы 10 и изменяют направление вращения винта 5 на противоположное, включив реверс двигателя 3. При этом захват 9 возвращается в исходное положение и его подводят к новому месту захвата трубы. Закрепление трубы 10 в захватах водил 1 и 13 повторяют требуемое число раз без останова механизма продольной подачи. Снабжение каждого водила механизмом перемещения захвата перпендикулярно плоскости гиба с приводом от -двигателя позволяет перемещать захваты с закрепленными в них участками заготовки по винтовой линии, Щаг и радиус которрй можно регулировать. Трубогибочный станок может быть использОван для гибки труб по винтовой линии с неограниченным количеством витков, Проводят опробование станка упрощенной конструкцией. В качестве заготовки применяют трубу 160X4 из высокопро чной стали ЭП 678. Полученная деталь имеет форму винтовой линии с диаметром винта 1900 мм, шагом винтовой линии 400 мм, отклонение от геометрических форм не превышает получаемых при гибке труб на станке, принятом в качестве прототипа.
5ид&
IJ
Виде
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок с индукционным нагревом | 1981 |
|
SU984564A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Трубогибочный станок | 1986 |
|
SU1465149A1 |
| Трубогибочный станок | 1980 |
|
SU956096A1 |
| Трубогибочный станок | 1984 |
|
SU1191139A1 |
| Трубогибочный станок | 1985 |
|
SU1269879A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Трубогибочный станок с индукционным нагревом | 1973 |
|
SU440183A1 |

ТРУБОГИБОЧНЫЙ СТАНОК С ИНДУКЦИОННЫМ НАГРЕВОМ по авт. св. № 984564, отличающийся , что, с целью обеспечения возможности гибки по винтовой линии, он снабжен механизмами перемещения захватов трубы перпендикулярно плоскости гиба, каждый из которых (Оснащен индивидуальным приводом, смонткрован на водиле и кинематически связан с захватом. i (Л С5 О к vl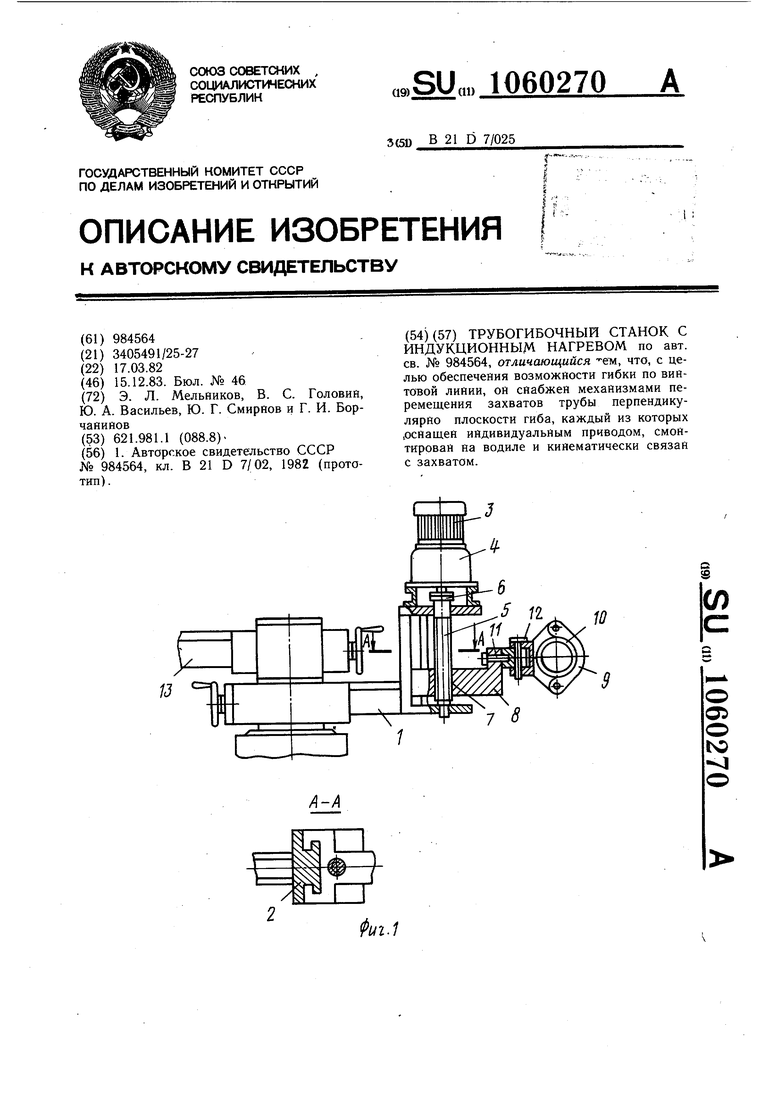
Фиг.2
Вид Г
8идА
Фи.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Трубогибочный станок с индукционным нагревом | 1981 |
|
SU984564A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
