а о ю
.11
Изобретение относится к обработке металлов давлением, а именно к оборудованию для изготовления изделий гибкой из прутка.
Известна автоматическая линия, содержащая установленные по ходу технологического процесса стеллаж, устройство для поштучной выдачи заготовок, приемный рольганг, сортирующий механизм, гибочное устройство, блоки упоров первого и второго гибов и блок выдвижных упоров, устройство для съема изделий и приемки готовой продукции 1.
Недостатком известной линии является то, что сортирующий механизм не осуществляет отбраковки заготовок, что не гарантирует получение качественных изделий и требует непроизводительной разбраковки изделий.
Целью изобретения является повышение качества изделий и производительности.
Поставленная цель достигается тем, что автоматическая линия изготовления изогнутых изделий из прутков, преимущественно полузвеньев цепей, содержащая установленные по ходу технологического процесса стеллаж с устройством поштучной выдачи прутков, сортировочный механизм, приводной рольганг, гибочное устройство и приемник готовых изделий, снабжена устройством для резки прутков на мерные заготовки с конвейером их приема, размещенным между стеллажом и сортировочным механизмом двумя последовательно размещенными над рольгангом ловителями заготовок и свя,занными с ними кассетами для заготовок, при этом гибочное устройство выполнено в виде двух гибочных приводнь1х блоков, последовательно установленных вдоль рольганга против соответствующего ловителя с кассетой, а приемниТ готовых изделий выполнен в виде конвейера и размещенного со стороны сброса поворотного лотка.
Сортировочный механизм выполнен в виде ориентирующего желоба с расположенными в его нижней части регулируемым упором и боковой поворотной и подпружиненной стенкой, вильчатого толкателя и щарнирно установленного улавливателя заготовки с параболической приемной частью.
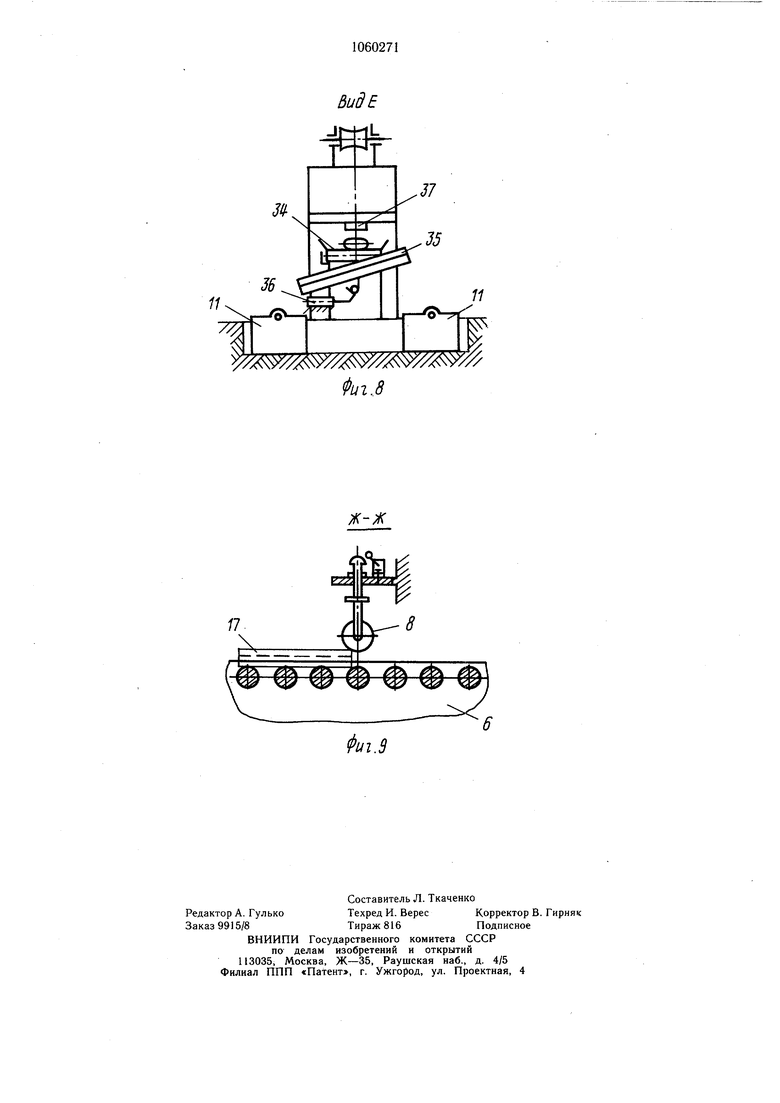
На фиг. 1 схематически изображена автомахическая линия, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез В-В на фиг. 2; на фиг. 4 -разрез Б-Б на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - разрез Д-Д на фиг. 3; на. фиг. 7 - приемник готовой продукции, вид сбоку; на фиг. 8 - вид Е на фиг. 7; на фиг. 9 -разрез Ж-Ж На фиг. 1.
Автоматическая линия включает стеллаж 1 с устройством поштучной выдачи прутков, ориентирующую задающую головку 2, устройство 3 для резки прутка на заготовки определенной длины, конвейер 4 приема заготовок, сортирующее устройство 5, установленное между конвейером 4 и приводным рольгангом 6, приводные ловители 7 и датчик 8 очередности подачи заготовок, установленные над ррльгангом 6, гибочные блоки 9, приемник 10 готовой продукции и конвейеры 11. Приводные ловители 7 установлены соосно гибочным блокам 9.
Сортирующее устройство 5 включает ориентирующий желоб 12, вильчатый толкатель 13 с шаговым приводом, улавливатель 14 заготовки и склиз 15.
В Нижней части ориентирующего желоба 12 установлен с возможностью перемещения вдоль задней стенки регулируемый упор 16, положение которого выбирают таким образом, чтобы обеспечить удержание кондиционной по длине заготовки 17 между упором 16 и улавливателем 14 и опрокидывание неконденционной заготовки на склиз 15.
Боковая стенка 18, установленная щар; нирно в нижней части ориентирующего желоба 12, взаимодействует с пружиной 19.
Улавливатель 14 заготовки установлен на щарнире 20. При отсутствии заготовки пружина 21 обеспечивает зазор между улавливателем 14, датчиком 22 наличия заготовки и ограничитель 23 перемещения улавлителя 14.
Для автоматической установки нижнего конца кондиционной заготовки 17 в определенном месте улавлителя 14 поверхность его приемной части выполнена параболической.
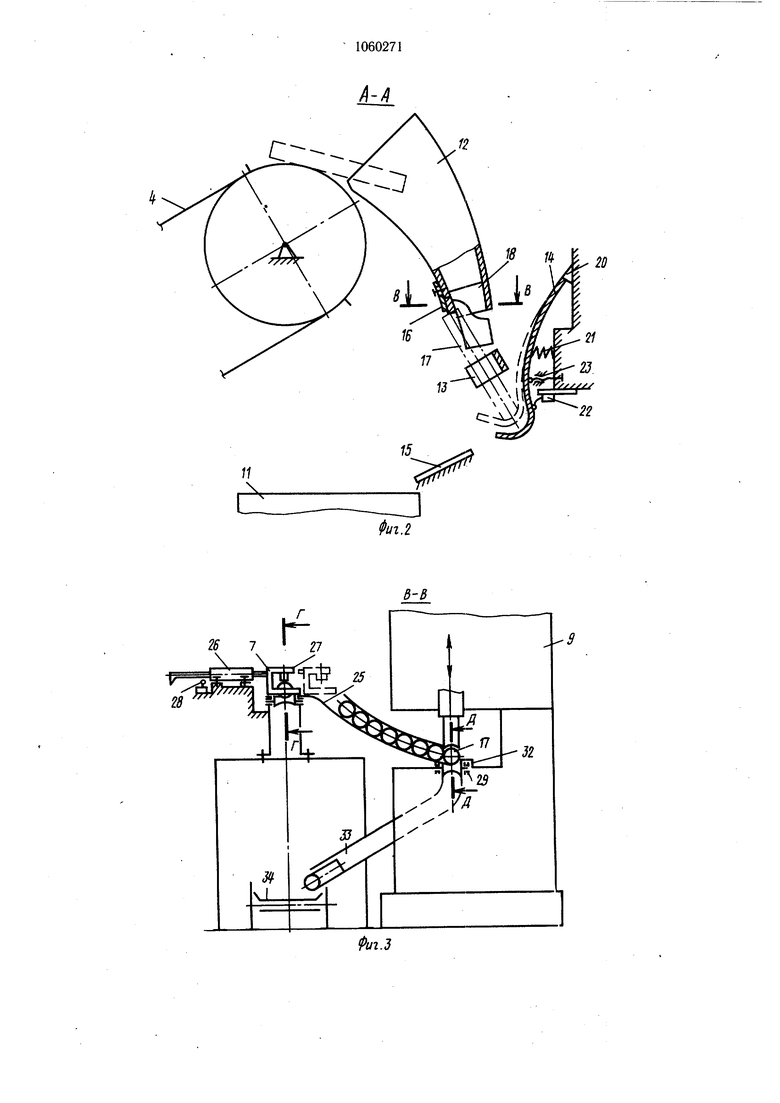
Между устанавливателем 14 и приводным рольгангом 6 установлен склиз 24.
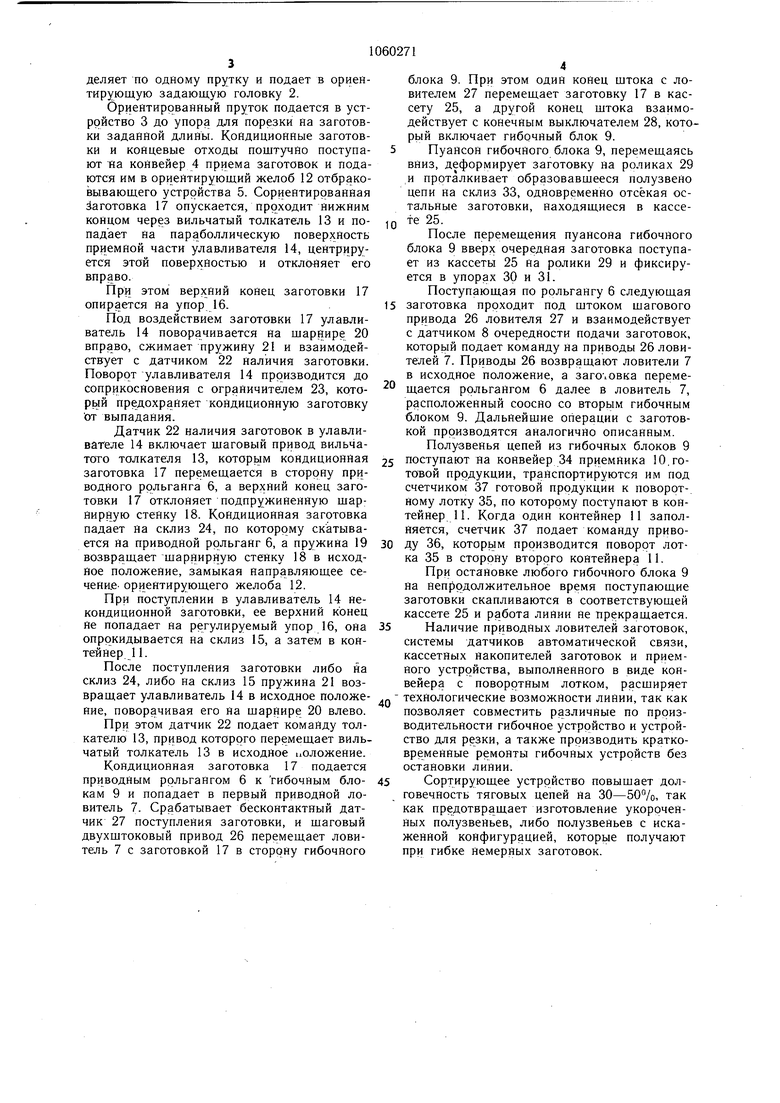
Соосно каждому гибочному блоку 9 установлены приводной ловитель 7 и кассета 25.
Ловитель 7 снабжен шаговым двухштоковым приводом 26, бесконтактным датчиком 27 поступления заготовок и конечным выключателем 28, предназначенным для включения гибочного блока 9.
Гибочный блок 9 содержит ролики 29, неподвижный конический упор 30, подпружиненный подвижный упор 31, ограничитель 32 и склиз 33.
Под приводным рольгангом 6 установлен приемник 10 готовой продукции, содер: жаший конвейер 34, поворотный лоток 35 с приводом 36 и счетчик 37 готовой продукции.
Автоматическая линия работает следующим образом.
Предварительно, при наладке линии, в кассете 25 закладывают но несколько заготовок 17. Первая заготовка под напором последующих выходит из кассеты 25, попадает на ролики 29 гибочного блока 9, отжимая подпружиненный конический упор 31, упирается в ограничитель 32 и зажимается коническими упорами 30 и 31.
После этого линия подготовлена к работе.
Пачку прутков укладывают на стеллаж 1, устройство пощтучной выдачи которого отделяет по одному прутку и подает в ориентирующую задающую головку 2.
Ориейтировайный пруток подается в устройство 3 до упора для порезки на заготовки заданной длины. Кондиционные заготовки и концевые отходы пощтучйо поступают на конвейер 4 приема заготовок и подаются им в ориентирующий желоб 12 отбраковывающего устройства 5. Сориейтированная Заготовка 17 опускается, проходит йижйим койцом через вильчатый толкатель 13 и попадает йа параболлическую поверхность приемной части улавливателя 14, центрируется этой поверхностью и отклоняет его вправо.
При этом верхйий койец заготовки 17 опирается йа упор 16.
Под воздействием заготовки 17 улавливатель 14 поворачивается на щарНире 20 вправо, сжимает пружину 21 и взаимодействует с датчиком 22 наличия заготовки. Поворот улавливателя 14 производится до соприкосновения с ограйичителем 23, которь1Й предохраняет кондиционную заготовку от выпадания.
Датчик 22 наличия заготовок в улавливателе 14 включает щаговый привод вильчатото толкателя 13, которьш кондиционная заготовка 17 перемещается в сторону приводйого рольганга 6, а верхйий конец заготовки 17 отклоняет подпружиненную щарйирйую стенку 18. Кондиционная заготовка падает на склиз 24, по которому скатывается на приводной рольганг 6, а пружина 19 возвращает щарйирйую стейку 18 в исходное положение, замыкая направляющее сечени.е. ориентирующего желоба 12.
При поступлении в улавливатель 14 некондиционной заготовки, ее верхний конец не попадает на регулируемый упор 16, она опрокидывается на склиз 15, а затем в контейнер 11.
После поступления заготовки либо на склиз 24, либо на склиз 15 пружина 21 возвращает улавливатель 14 в исходное положение, поворачивая его на щарйире 20 влево.
При этом датчик 22 подает команду толкателю 13, привод которого перемещает вильчатый толкатель 13 в исходное положение.
Кондициоййая заготовка 17 подается приводным ррльгайгом 6 к гибочным блокам 9 и попадает в первый приводной ловитель 7. Срабатывает бесконтактный датчик 27 поступления заготовки, и щаговый двухштоковый привод 26 перемещает ловитель 7 с заготовкой 17 в сторону гибочйого
блока 9. При этом одий койец щтока с ловителем 27 перемещает заготовку 17 в кассету 25, а другой конец щтока взаимодействует с конечным выключателем 28, которь1Й включает гибочный блок 9. 5 Пуансон гибочного блока 9, перемещаясь вйиз, деформирует заготовку на роликах 29 и проталкивает образовавщееся полузвено цепи на склиз 33, одновременно отсекая остальные заготовки, находящиеся в кассете 25.
После перемещейия пуайсона гибочного блока 9 вверх очередная заготовка поступает из кассеты 25 на ролики 29 и фиксируется в упорах 30 и 31.
Поступающая по рольгангу 6 следующая
5 заготовка проходит под щтоком щагового привода 26 ловителя 27 и взаимодействует с датчиком 8 очередности подачи заготовок, которьш подает команду на приводы 26 ловителей 7. Приводы 26 возвращают ловители 7 в исходное положение, а заголовка переме щается рольгангом 6 далее в ловитель 7, расположенный соосно со вторьш гибочным блоком 9. Дальнейщие операции с заготовкой производятся аналогично описанным. Полузвенья цепей из гибочных блоков 9
5 поступают на конвейер 34 приемника 10.готовой продукции, транспортируются им под счетчиком 37 готовой продукции к поворотному лотку 35, по которому поступают в койтеййер,11. Когда одий контейнер 11 заполняется, счетчик 37 подает команду приво0 ду 36, которьш производится поворот лотка 35 в сторону второго койте нера И.
При остайовке любого гибочйого блока 9 на непродолжительное время поступающие заготовки скапливаются в соответствующей кассете 25 и работа лийии йе прекращается.
5 Наличие приводйых ловителей заготовок, систетйы датчиков автоматической связи, кассетных накопителей заготовок и приемного устройства, выполненного в виде конвейера с поворотным лотком, расщиряет
д технологические возможности линии, так как позволяет совместить различные по производительности гибочное устройство и устройство для резки, а также производить кратковременные ремонты гибочных устройств без остановки лийии.
5 Сортирующее устройство повыщает долговечйость тяговых цепей на 30-50%, так как предотвращает изготовление укоррчеййых полузвеньев, либо полузвейьев с искаженной конфигурацией, которью получают при гибке немерйых заготовок.
1г
L-f
22
Ы.2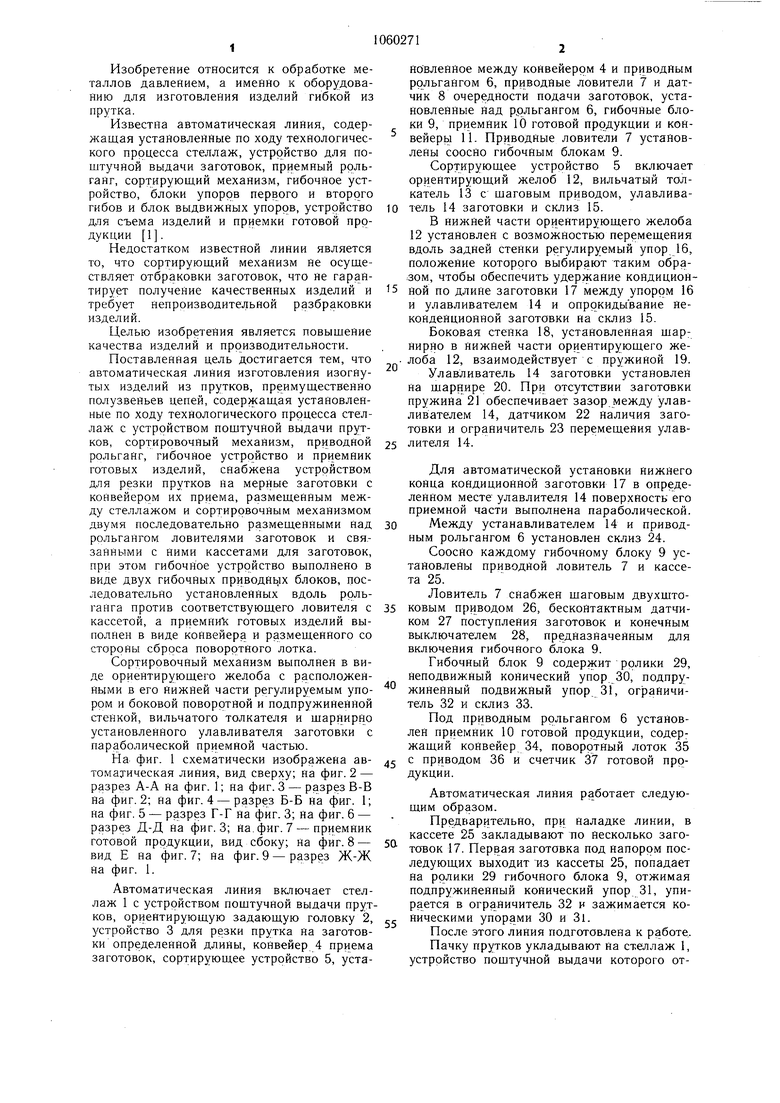
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU314612A1 |
| Автоматическая линия для изготовления деталей металлической шахтной крепи | 1988 |
|
SU1593732A1 |
| Автоматическая линия для изготовления змеевиков | 1974 |
|
SU504588A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 1966 |
|
SU186260A1 |
| Гибочная машина полуавтоматического действия | 1989 |
|
SU1706745A2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Приемно-разборочное устройство для длинномерных заготовок | 1978 |
|
SU770710A1 |
| Гибочная машина полуавтоматического действия | 1989 |
|
SU1703219A2 |
1. АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ИЗДЕЛИЙ ИЗ ПРУТКОВ, преимущественно полузвеньев цепей, содержащая установленные по ходу технологического процесса стеллаж с устррйством поштучной выдачи прутков, сортировочный механизм, приводной рольганг, гибочное устройство и приемник готовых изделий, отличающаяся тем, что, с целью повышения качества изделий и производительности, она снабжена устройством для резки прутков на мерные заготовки с конвейером их приема, размещенным между стеллажом и сортировочным механизмом, двумя последовательно размещенными над рольгангом ловителями заготовок и связанными с ними кассетами для заготовок, при этом гибочное устройство выполнено в виде двух гибочных приводных блоков, последовательно установленных, вдоль рольганга против соответствующего ловителя с кассетой, а приемник готовых изделий выполнен в виде конвейера и размещенного со стороны сброса поворотного лотка. 2. Автоматическая линия по п. 1, отличающаяся тем, что сортировочный механизм выполнен в виде ориентирующего желоба с расположенными в его нижней части регулируемым упором и боковой поворотной е и подпружиненной стенкой, вильчатого тол(Л кателя и шаряирно установленного улавливателя заготовки с параболической приемс: ной частью.
26
е
/
/
16
&,
/
11
и п
/97
ФигЛ
Г-Г
7
17
Фиг.5
25
J/
ВидЕ
11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия для изготовления змеевиков | 1974 |
|
SU504588A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
