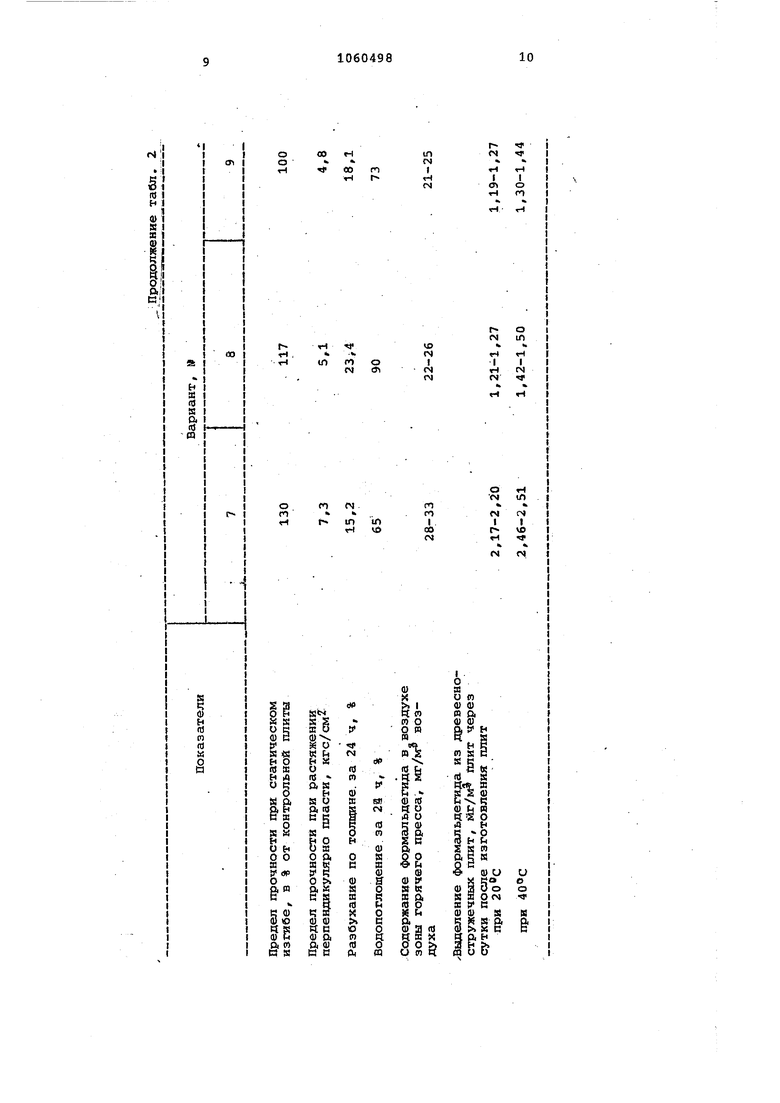
Изобретение относится к деревообрабатывающей промшопенности и,в частности,.к способам производства многослойных древесНостружёчнык плит. Известен способ прессования древесных плит, состоящий из проклеивания древесных , формировани ковра, его подпрессовки и прессования плит jlj . Известен также способ изготовления многослойных древесностружеч;ных плит г включающий смешивание дре :весных частиц наружных слоев с кар.бамидоформальдегидной смолой и лигГносульфонатом смешивание древесных 1астиц вНутреннегр. слоя со .смолой и отвердителем, формирование ковра, его подпрессовку и горячее прессование 2 . Недостатками известных способов Являются высокий расход смолы и по вышенная токсичность процесса горячего прессования ковра и плит. Цель изобретения - снижение расх Да смолы и снижение токсичности про цесса горячего прессования ковра и плит. Поставленная цель достигается тем, что смешивание древесных час« .Тид внутреннего слоя со смолой и отвердителем осуществляют, допол-, нительйо вводи в смолу 4-25% лигносульфоната, в качестве которого для наружных слЬев и внутренних слоев используют сульфитный щелок на аммо виейом основании. I Пример 1.В стандартиза±ор для наружного слоя плйт заливают, сульфитный щелок На a Люниeвoм ос новании, разогревают его до и насосом по трубопроводам подают к смесителю проклейки древесных частиц наружного слоя, перед введением в который щелок смешивается со смолой, разбавленный до концентрации, соответствующей содержанию сухих веществ в клее, равном 59-52 мас.%. Пример2. В стандартизатор для внутреннего слоя плит заливают сульфитный щелок на аммониевом основании, засыпают расчетное количество сухого отвердителя (кЛористого аммония, перемешивают при 65-5°С до растворения отвердителя и насосом раствор отвердителя в щелоке подают к смесителю проклейки древесных частиц внутреннего слоя , плит, перед которым раствор смешивают со смолой Товарной концентрации. Проклеенная древесностружечная масса пневмотранспортом или по транС портеру из каждого смесителя поступает к соответствующим формьющим машийам. Многослойные древеснрстру--. жечнме ковры после подпрессовки подают fe горячий.пресс. Режим горячего прессования аналогичен режиму прессования .древесностружечных плит с клеем на основе карбамиде- ; формальдегидной смоли без добавки лигносульфоната. В табл. 1 пОказана рецептура клеев наружных и внутренних слоев плит (исходный расход смолы КФ-МТ товарной концентраций, кг/м плит олщиной 16 мм, шл, в наружные слои 109,1 внутренний слой 76), в табл. 2 - характеристика дрёвесностружеч:ных плит (плиты шлифованные, толщиной 16 мм, плотность 760-810 кг/мЗ,) .
н а
& л R




| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения многослойных древесно-стружечных плит | 1985 |
|
SU1426845A1 |
| Способ изготовления древесностружечных плит | 1985 |
|
SU1341038A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1998 |
|
RU2140351C1 |
| Способ получения древесно-стружечных плит | 1989 |
|
SU1770151A1 |
| Способ изготовления древесностружечных плит | 1986 |
|
SU1435435A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2041813C1 |
| Способ изготовления древесно-стружечных плит | 1986 |
|
SU1405987A1 |
| Способ изготовления древесностружечных плит | 1987 |
|
SU1521598A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2074090C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2003 |
|
RU2237574C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ, вклйзчаюЕций смешивание древесных частиц наружных слоев с карбамидоформальдегидной смолой и лигносульфонатом, смешивание древесных частиц внутреннего слоя со смолой и отвердителем, форм1 рование ковра, его подпрессовку и горячее прессование, отличающийся тем, что, с целью снижения расхода смолы и снижения токсичности процесса горячего прессования ков- ра и плит, смешивание древесных частиц внутреннего слоя со смолой и отвердителем рс5 ествляют, дополнительно вводят в смолу 4-25% лигносульфоната, в качестве которого I для наруйсных слоев и внутренних слоев используют Сульфитный щелок (Л на аммониевом основании. с § , т& СП о 4: СО 00
(Ч X
0) S х Id
V Ч)
S Si
а
и
11106049812
Указанный способ позволяет осу-трации в целом на плиту) , снизить .
ществлять замещенное смолы в наруж-расход отаердителя, повысить формо-,
ных и внутреннем, слоях древесново-устойчивость ковра и обеспечить.уро.
локнистых плит на 10-15% (считаявень загазованности в цеяе ниже
от расхода смолы товарной 11еецен-предельно допустимого.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления многослойных древесностружечных плит | 1974 |
|
SU475282A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Новое в технике и технологии производства фанеры, древесностружеч4 ;ных плит и древеснослоистых пластиков.- Сборник трудов ЦНИИФ, вып | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
