ю
О5
со
00 00
« 1
Изобретение относится к обработе металлов давлением, в частности устройствам для гибки обечаек из истовых заготовок.
Целью изобретения является уменьение энергоемкости устройства и его атериалоемкости.
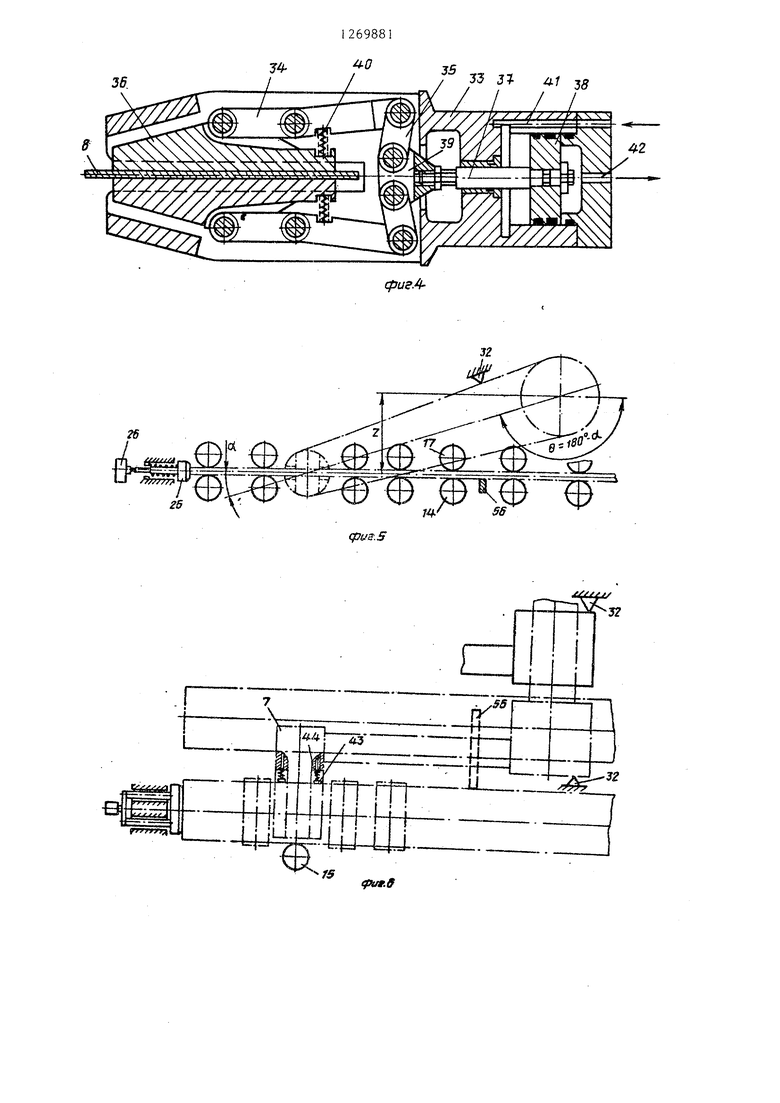
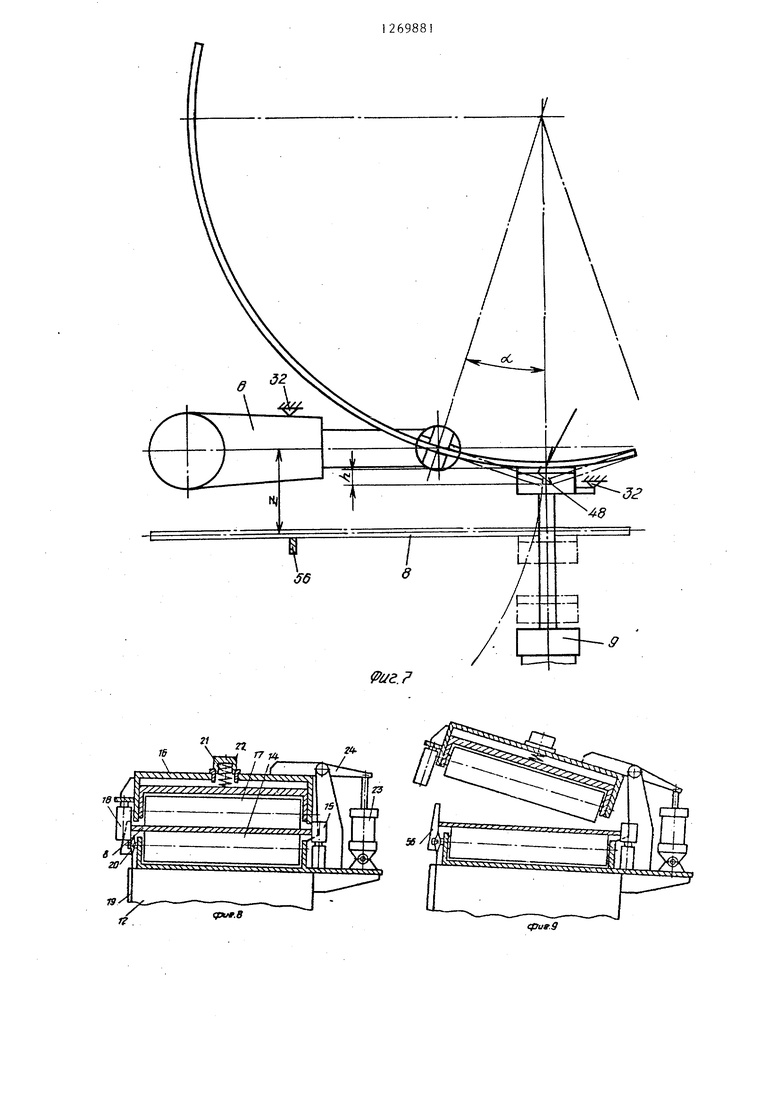
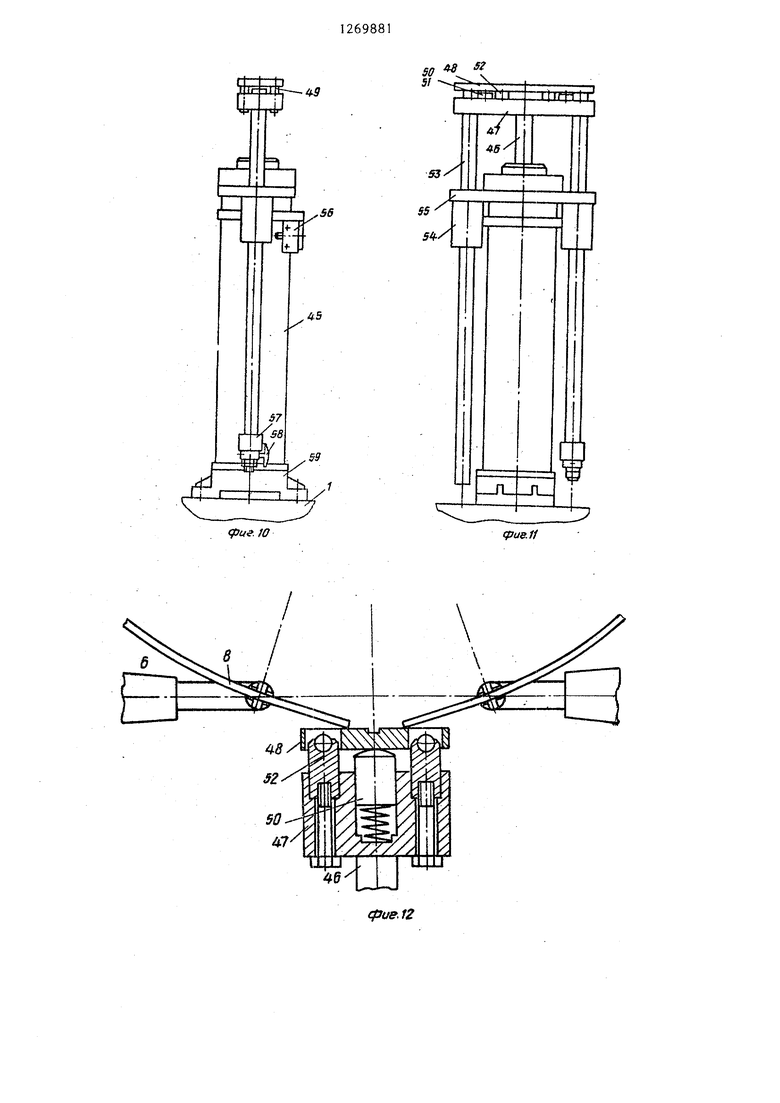
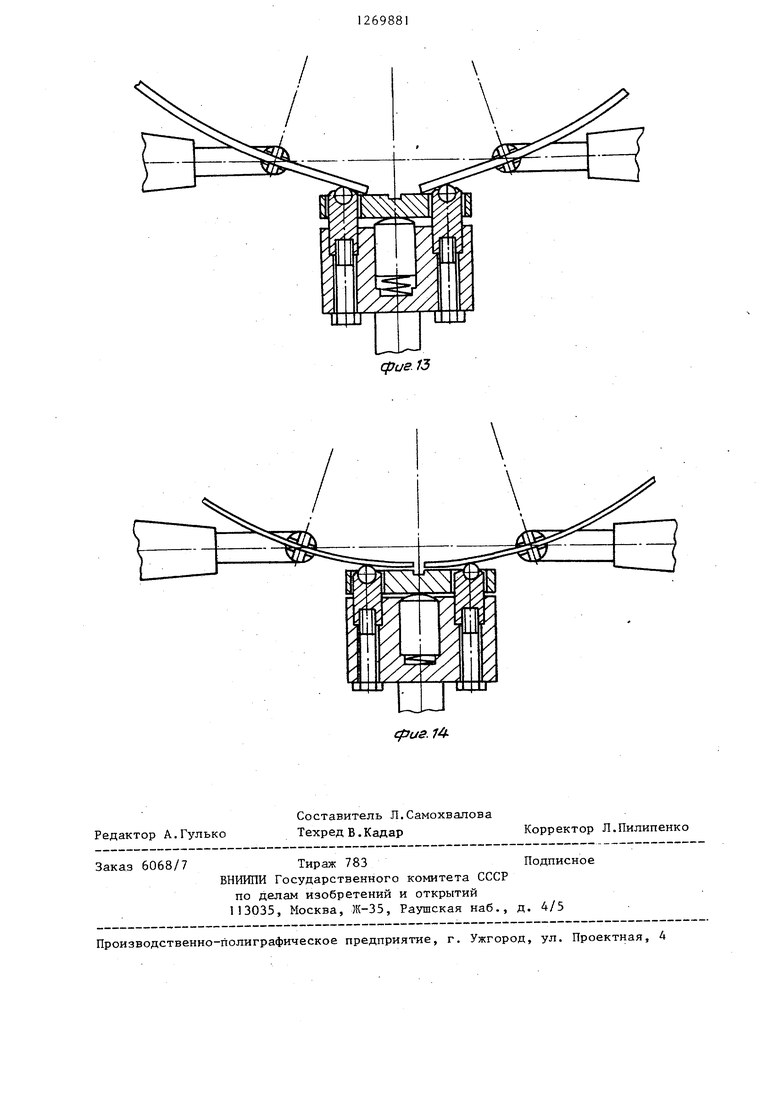
На фиг.1 изображено устройство в омент окончания гибки, вид спереди; а фиг.2 - то же, вид сверху; на иг.З - то же, вид сбоку; на фиг.4 зажимной орган; на фиг.5 - схема расположения Г-образных штанг в моент захвата заготовки; на фиг.6 то же, вид сверху; на фиг,7 - схема гибки в момент ее оконча.ния ; на фиг. 8 рольганг с механизмом подачи заготовки; на фиг.9 - то же, в момент захвата заготовки; на фиг.10 - механизм предварительного гиба заготовки;, на JHr.ll - то же, вид сбоку; на фиг. 12 схема работы механизма предварительного гиба заготовки в момент сопрИ косновения с заготовкой; на фиг. 13 то же, в начальный момент подгиба концов заготовки; на.фиг.14 то же, в конечный момент поДгиба заготовки.
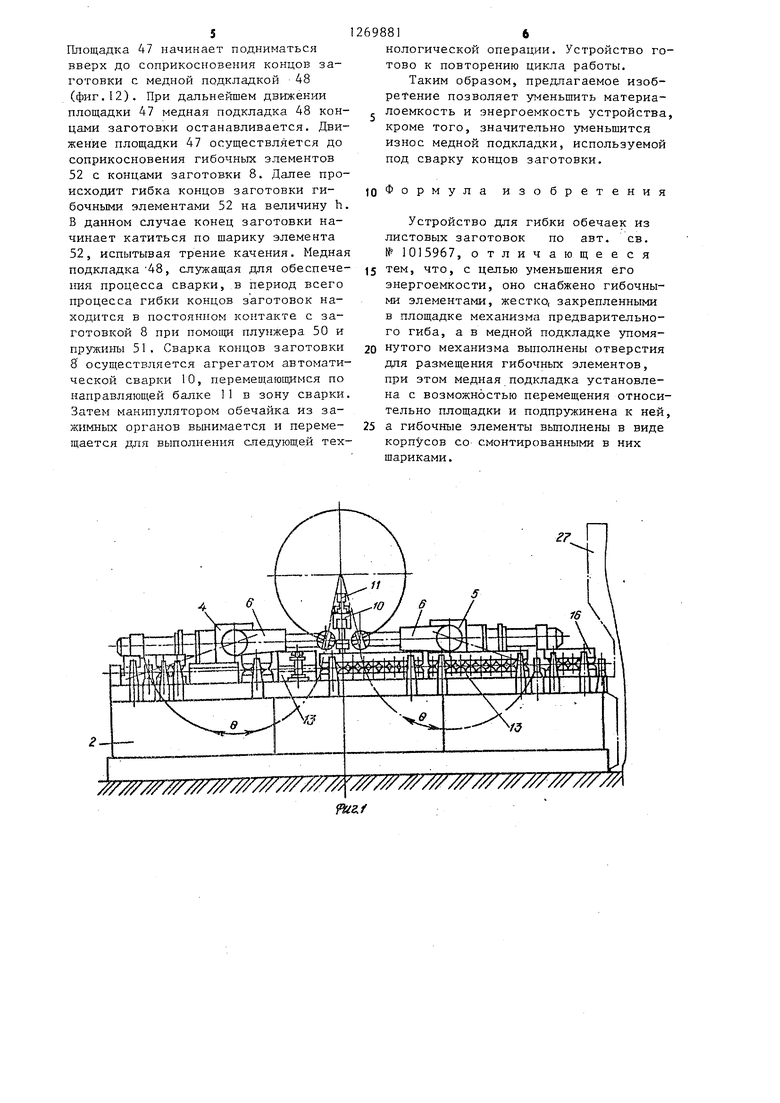
-Устройство состоит нз станины 1, на которой закреплены рольганг 2, направляющие 3, на которых с возможностью наладочного перемещения параллельно рольгангу установлены левый 4 и правый 5 гибочные узлы с ненолноповоротными телескопическими Г-образными штангами 6, на свободных концах которых закреплены зажимные орга ны 7.
В зоне гибки по центру заготовки 8 установлены механизм предварительного гиба 9 и агрегат автоматической сварки 10 на направляющей балке 11.
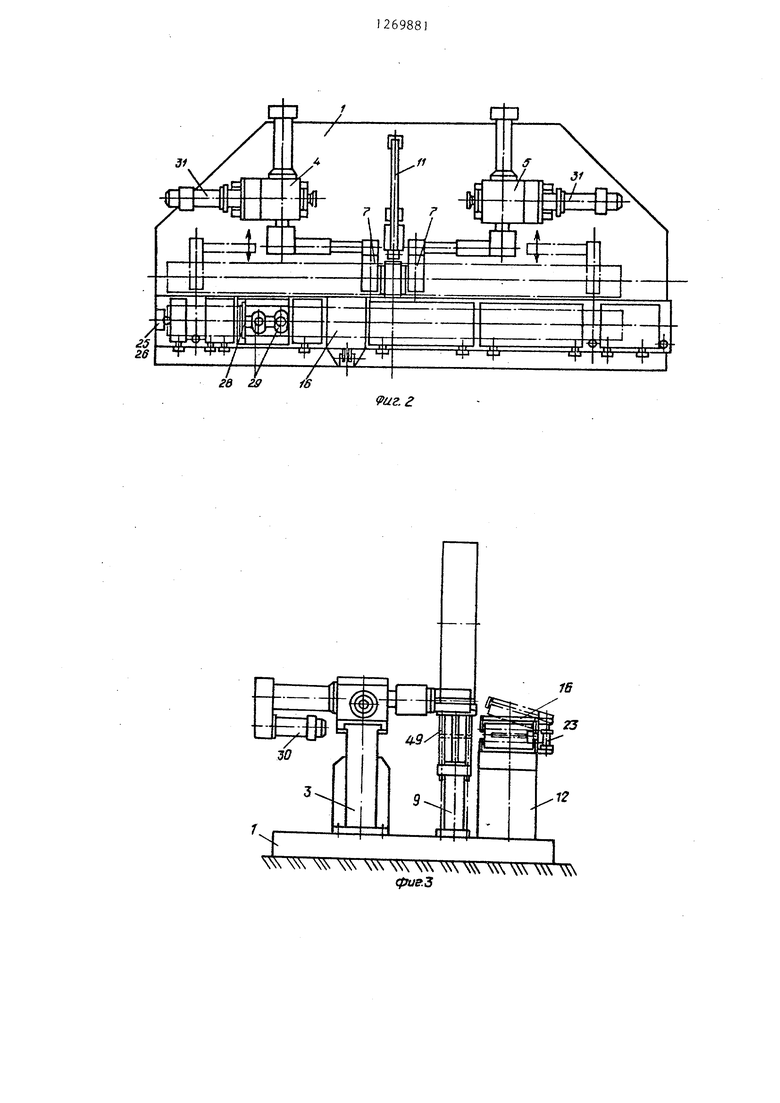
Рольганг 2 состоит из рамы 12, нижней обоймы 13 с приводными. 1.4 и ориентирующими 15 роликами и верхней обоймы 16 с прилшмными 17 и ориентирующими 18 . Приводные ролики 14 соединены с приводом (не показан) рольганга 2 посредством .цепи 19 и звездочки 20. Прижимные ролики 17 установлены в верхней обойме 16 свозможностью вертикального перемещения под действием пружины 21, усилие которой регулируется гайкой 22, Верхняя обойма 16 установлена с возможностью поворота и соединена с приводом 23 рычагом 24.
В конце рольганга 2 установлен упор 25, взаимодействуюш 1й с путевым
69881i
переключателем 26. Рольганг смонтирован соосно с прессом 27, осуществляющим резку заготовки 8 на мерные участки. На расстоянии, равном длине
5 заготовки 8 от линии резки, устанавливаются промежуточный упор 28, подвижный в вертикальном направлении от привода (не показан), и путевые переключатели 29, размещенные перед про10 межуточньш упором 28.
Телескопические штанги 6 установлены в гибочных узлах 4 и 5 с возможностью перемещения перпендикулярно рольгангу 2 от привода 30 и поворота
)5 на УГОЛ0 от привода 31. Ограничителями перемещения служат жесткие упоры 32. Зажимной орган 7 содержит корпус 33, внутри которого на рычагах 34 и 35 закреплены зажимные губ20 ки 36, плоскость зажима которых в положении зажима заготовки 8 параллельна рольгангу 2 .и расположена под углом о(. к оси штанги 6, составляющим в сумме в углом 0 . Рычаги 35 и
25 34 соединены со штоком 37 силового цилиндра 38 поводком 39. Для предохранения от самопроизвольного схождения передних кромок губок 36 установлены пружины 40. Рабочая среда в по30 лость силового цилиндра 38 подводится по каналам 41 и 42. Дпя ориентации заготовки 8 в корпусе 33 зажимного органа 7 расположены упоры 43 с пружинами 44.
35 Механизм предварительного гиба 9 выполнен в виде силового цилиндра 45, шток 46 которого соединен жестко с /площадкой 47. Медная подкладка 48 установлена с возможностью перемеще40 ния по направляющим 49 относительно площадки 47 при помошл плунжера 50 и пружины 51. В площадку 47 жестко установлены гибочные элементы 52, выполненные в виде корпусов с шариками.
45 В медной подкладке 48 вьтолнены отверстия для прохода гибочных элементов 52. Площадка 47 имеет щтанги 53, установленные в направляющих втулках 54 верхней крыщки 55 силового цилинд50 ра 45. На силовом цилиндре 45 смонтирован путевой переключатель 56, а на одной из штанг 53 закреплена регулировочная втулка 57 и упор 58, взаимодействуюш гй с переключателем 56. Ре55 гулировочная втулка 57 служит для ограничения хода площадки 47, равного величине, определяющей цилиндрическую форму кондов заготовки 8. Meханизм предварительного гиба 9 смонтирован на станине 1 при помощи крьшки 59 силового цилиндра 45.
Устройство работает следующим образом;
Штанги 6 гибочных узлов 4 и 5 устанавливаются в исходное положение, при котором они развернуты от центра устройства в противоположные стороны на угол 0 и зажимные органы 7 находятся ниже осей поворота штанг 6 на величину Z, выбираемую с учетом самой высокой точки рольганга 2 в зоне выемки из устройства, так как ее выемка происходит над рольгангом. Зажимные губки 36 зажимных органов
7раскрыты, верхняя обойма 16 рольганга закрыта, промежуточный упор 28 поднят, площадка 47 механизма предварительного .гиба 9 опущена в крайнее нижнее положение. Медная подкладка 48 находится под действием плунжера 50 и пружин 51 в крайнем верхнем положении. Сварочный агрегат 10 находится вне зоны гибки.
Рассмотрим случай работы устройства в автоматическом режиме в составе автоматической линии, состоящей, например, из пресса 27, правильного станка (не показан) и предлагаемого устройства. Все перечисленное оборудование приводится в рабочее состояние с одного пульта управления. Включаются приводы правильного станка, пресса и устройства для гибки обечаек.
Заготовка 8 из бухты проходит через правильньш станок,, валки которого расправляют ленту, которая затем подается в пространство между ножами пресса 27 и далее между роликами 14 и. 17 обойм 13 и 16 рольганга 2. При этом скорости движения заготовки в правильном станке и рольганге 2 равны. Заготовка 8 проходит над путевыми переключателями 29, в результате чего происходит уменьшение скорости движения заготовки, которая плавно подходит к промежуточному упору 28 и останавливается.
Для исключения отскока заготовки
8от упора 28 и исключения дополнительных частых включений привода рольганга 2 приводные ролики 14 постоянно поджимают заготовку к упору 28, что повышает точность отрезки заготовки.
8814
Далее происходит отрезка заготовки 8 в прессе 27, отводится промежуточный упор 28 вниз и заготовка перемещается до упора 25, соединенного с путевым переключателем 26. Включаются приводы 30 гибочных узлов 4 и 5, и штанги 6 перемещаются в направлении, перпендикулярном рольгангу 2, зажимные органы 7 движутся на заготовку 8, которая заходит между зажимными губками 36. Упоры 43 зажимных органов 7 нажимшот на заготовку 8 и перемещают ее к ориентирующим роликам 15. Заготовка 8, таким образом, ориентируется относительно роликов 15 и упора 25, к которому она постоянно поджимается приводными роликами 14 рольганга 2. Перемещение штанги 6 ограничивается упором 32. Затем рабочая среда подается через каналы 4.1 в штоковую полость силового цилиндра 38 и рычагами 34 и 35 и зажимными губками 36 заготовка 8 зажимается.
Верхняя обойма 16 при помощи привода 23 открывается, освобождая заготовку 8, а гибочные штанги 6 приводом 30 перемещаются в исходное положение вместе с заготовкой 8, т.е.
в зону гибки до жесткого упора 32 (фиг.6). Далее приводами 31 гибочные, штанги 6 разворачиваются на угол 0 к центру устройства до жесткого упора 32. Одновременно с началом поворота штанг 6 площадка 47 механизму предварительного гиба 9 подходит к заготовке 8 и выгибает ее вверх. Этим исключается образование валообразности заготовки. Дойдя до упора
32, площа,дка 47 возвращается в исходное положение, освобождая зону гибки обечаек. Б результате поворота гибочных штанг 6 происходит закручивание концов заготовки, так как зажимные
органы 7 нeпoдвIiжны относительно рычагов, за счет чего заготовка 8 испытывает напряжение чистого изгиба. Концы заготовки 8 выходят из защгмных органов 7 под углом к оси штанги, т.е.-по касательной к полученной форме обечайки.
Смыкания концов заготовки 8 с целью получения цилиндрической формы обечайки осуществляются механизмом 9, который работает следующим образом.
Рабочая среда подается в бесштоковую полость силового цилиндра 45. Площадка 47 начинает подниматься вверх до соприкосновения концов заготовки с медной подкладкой 48 (фиг.12). При дальнейшем движении площадки 47 медная подкладка 48 кон цами заготовки останавливается. Дви жение площадки 47 осуществляется до соприкосновения гибочных элементов 52 с концами заготовки 8. Далее происходит гибка концов заготовки гибочными элементами 52 на величину h В данном случае конец заготовки начинает катиться по шарику элемента 52, испытывая трение качения. Медная подкладка48, служащая для обеспечения процесса сварки, в период всего процесса гибки концов заготовок находится в постоянном контакте с заготовкой 8 при помощи плунжера 50 и пружины 51. Сварка концов заготовки 8 осуществляется агрегатом автоматической сварки 10, перемещаю 1 ;имся по направляющей балке 11 в зону сварки Затем манипулятором обечайка из зажимных органов вьшимается и перемещается для выполнения спедующей тех8816нологической операции. Устройство готово к повторению цикла работы. Таким образом, предлагаемое изобретение позволяет yivieHbmnTb материалоемкость и энергоемкость устройства, кроме того, значительно уменьшится износ медной подкладки, используемой под сварку концов заготовки. Формула изобретения Устройство для гибки обечаек из листовых заготовок по авт. св. № 1015967, отличающееся тем, что, с целью уменьшения его энергоемкости, оно снабжено гибочными элементами, жестко, закрепленными в площадке механизма предварительного гиба, а в медной подкладке упомянутого механизма выполнены отверстия для размещения гибочных элементов, при этом медная подкладка установлена с возможностью перемещения относительно площадки и подпружинена к ней, а гибочные элементы выполнены в виде корпусов со смонтированными в них шариками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1015967A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Устройство для гибки обечаек из листовых заготовок | 1978 |
|
SU770609A2 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для подгибки кромок изделий из листового материала | 1977 |
|
SU725742A1 |
| Устройство для формовки полых изделий | 1987 |
|
SU1426738A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1998 |
|
RU2152836C2 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки обечаек из листовых материалов. Целью изобретения является уменьшение энергоемкости устройства и его металлоемкости. Механизм предварительного гиба вьтолнен в виде силового цилиндра, шток которого жестко соединен с площадкой. Медная подкладка установлена с возможностью перемещения по направляющим относительно площадки при помощи плунжера и пружины. В. площадке жестко установлены гибочные элементы с щариками на концах. В конце гибки гибочные элементы осуществляют подгибку концов заготовки. Медная подкладка постоянно контактирует с заготовкой посредством плунжера. S 14 ил. Изобретение является дополни(Л тельным к авт. св. № 1015967.
J3 J / I
фиг. i .jg / I
45
d
,S6
tb
puf. Ш
50
4/ 4ff/l
.5.X1
/
$5
cpue-ff
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1015967A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
