1
Изобретение относится к литейному производству, а именно к комплексномеханизированным и автоматизированHfcJM линиям массового производства отливок в постоянных формах-кокилях. 5
Известна 1сокильная линия для произвюдства станин электродвигателей, содержащая заливочные и карусельные кокильные машины, манипулятор выемки отливок из кокилей пульсирукмдего 10 транспортера, механизм отбивки литников и термоагрегаты для отжига отливок с приемными рольгангами Ij.
Однако в такой линии для подачи отливок в устррйст)во для отбивки лит-15 НИКОВ Идальше к термоагрегату применяют громоздкий транспортер, кЬторцй сложен в изготовлении, не обеспечй- . вает достаточно точной фиксации отли-, БОК, необходимой для автоматической 20 отбйвки литников и дальнейшей передачи отливок в термоагрегаты, а также ненадежен в работе, так как отбитые литники часто заклинивают транспортер, попадая междуподвижными и неподвиж- 25 иыми частями. Другим недостатком линии, снижающим надежность ее и работе, является применение сложного манипулятора для расстановки oтливok в три ряда на загрузочные тележки ЗО
термоагрегатов, который в случае расстройки зубчато-храпового механизма ус1тановки конечного выключателя может получить ложную команду, что приве-, дет к попаданию одной отливки на другую.
Цель изобретения - повышение надежности линии в работе.
Это достигается тем, что линия снабжена расположенным между карусельной кокильной машиной и термоагрегатами поворотным транспортным столом с установленными на нем оправками для фиксированной приемки отливок и боковыми щитками для направленного падения отделенных от отливки литников. Кроме того, приемные рольганги термоагрегатов снабжены механизмами для распределения отливок по ширине пода термоагрегатЪв, выполненными в виде подъемных гребенок, перемещающихся между рамками рольганга вдоль их оси.
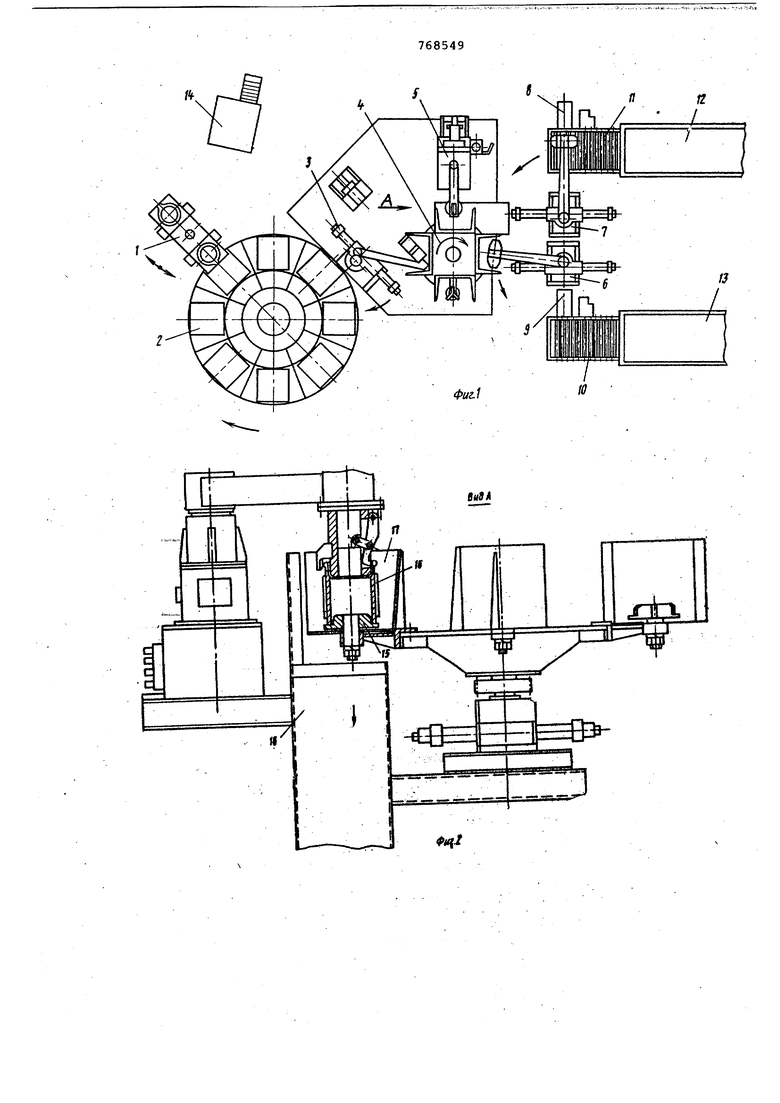
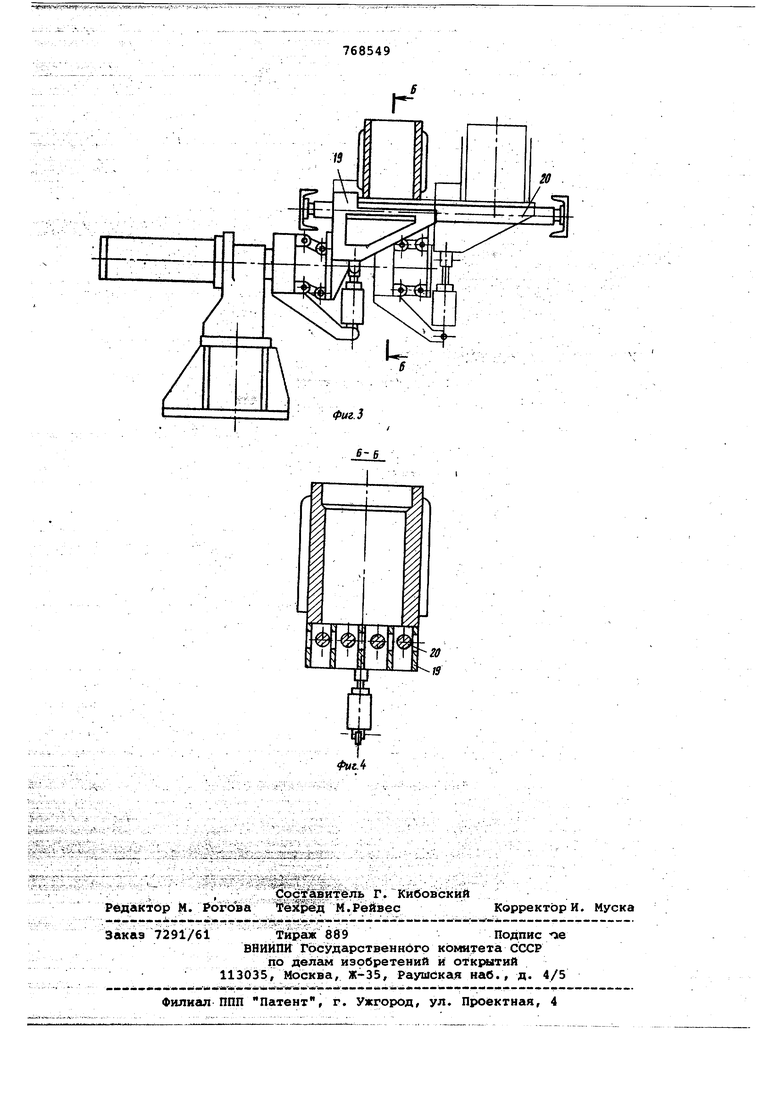
На фиг. 1 изображена линия, план; на фиг. 2 - повЬротный транспортный стол и механизм отбивки литников (вид по стройке А на фиг. 1); на фиг. 3 - устройство для распределения отливок по ширине роликового пода термоагрегаТа) На фиг. 4 - разрез Б-В на фиг. 3. Автоматическая линия кокильного литья включает (см, фиг. 1) заливочную машину 1, карусельную кокильную машину 2, манипулятор 3 съема и пере дачи отливок из кокилей, поворотный транспортный стол 4, механизм 5 отбивки литников, манипуляторы 6 и 7, распределяющие устройства 8 и 9, при емные рольганги 10 и 11, термоагрегаты 12 и 13, кабину 14 пультов управления. Пойоротный транспортный стол 4 (см. фиг. 2} снабжен оправками 15 для фиксированной приемки отливок 16 огражденных щитками 17, служащими для направленного падения литников на склиз 18, по которому литники попадают на уборочный транспортер Распределяющие устройства 8 и 9 (см. фиг. 3 и 4) имеют гребенку 19, расположенную между роликгши 20 приемных рольгангов 10 и 11 верхняя кромка которой находится ниже верхней образующей роликов. Линия работает в следующей последовательности. После заливки металла в кокиль с помощью заливочной машины 1 карусель ная машина 2 совершает поворот на од ну позицию. На г1озиции съема в межкокильное пространство заходит захват манипулятора 3, извлекает отлив ку и устанавливает ее на оправку 15 стола 4. СтЬл 4 поворачивается вокруг вертикальной оси на одну позицию. Благодаря точному повороту,пла ному торможению и фиксации стол 4 обеспечивается точное совпадение ос отливки 16 с механизмом 5 отбивки литников. Отделенная механизмом 5 литниковая система свободно падает по скли 18 на уборочный транспортёр (щитки 17 предотвращают при этрм разлёта.ние кусков литниковой системы), а о ливка следующим поворотом стола под ходит на позицию передачи в термоаг регаты. Манипуляторы б и 7 поочеред но передадот отливки на приемные рол ганги 10 и 11-. Установленная на рольганг отливка поднимается с помощью гребенки 19 и перемещается вдоль вращающихся роликов 20, затем гребенка опускается и возвращается в исходное положение. Благодаря этому в термоагрегате , на его роликовом поду отливки могут размещаться в несколько рядов. . Управление линией осуществляется оператором с центрального пульта, установленного в кабине 14. Надежность предлагаемой автоматической линии кокильного литья значительно повышается и простой линии по вине оборудования сокращается примерно вдвое. Формула изобретения 1.Автоматическая линия кокильного литья, включакндая последовательно установленные Заливочную и карусельную кокильную машину, манипулятор выемки отливок из кокилей, механизм отбивки литников и термоагрегаты для отжига,отливок с приемными рольгангами, отличающаяся тем, что, с целью повышения надежности линии в работе, она снабжена расположенным между карусельной кокильной машиной и термоагрегатами поворотным тра.нспортным столом с установленными на нем оправками для фиксированной приемки отливок и боковыми щитками для направленного падения отделенных от отливки литников, 2.Линия по п. 1, отличающая с я тем, что приемные рольганги термоагрегатов снабжены механизмами для распределения отливок по ширине пода термоагрегатов, выполненными в риде подъемных гребенок, перемещающихся между роликами рольганга вдоль их. оси. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ( 270202, кл. В 22 О 15/04, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия кокильного литья | 1966 |
|
SU270202A1 |
| Устройство для транспортирования отливок | 1985 |
|
SU1348060A1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| Автоматизированная линия кокильного литья | 1977 |
|
SU997968A1 |
| Манипулятор для кокильных машин | 1980 |
|
SU933224A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1973 |
|
SU374116A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Линия для изготовления отливокВ КОКиляХ | 1979 |
|
SU816686A1 |