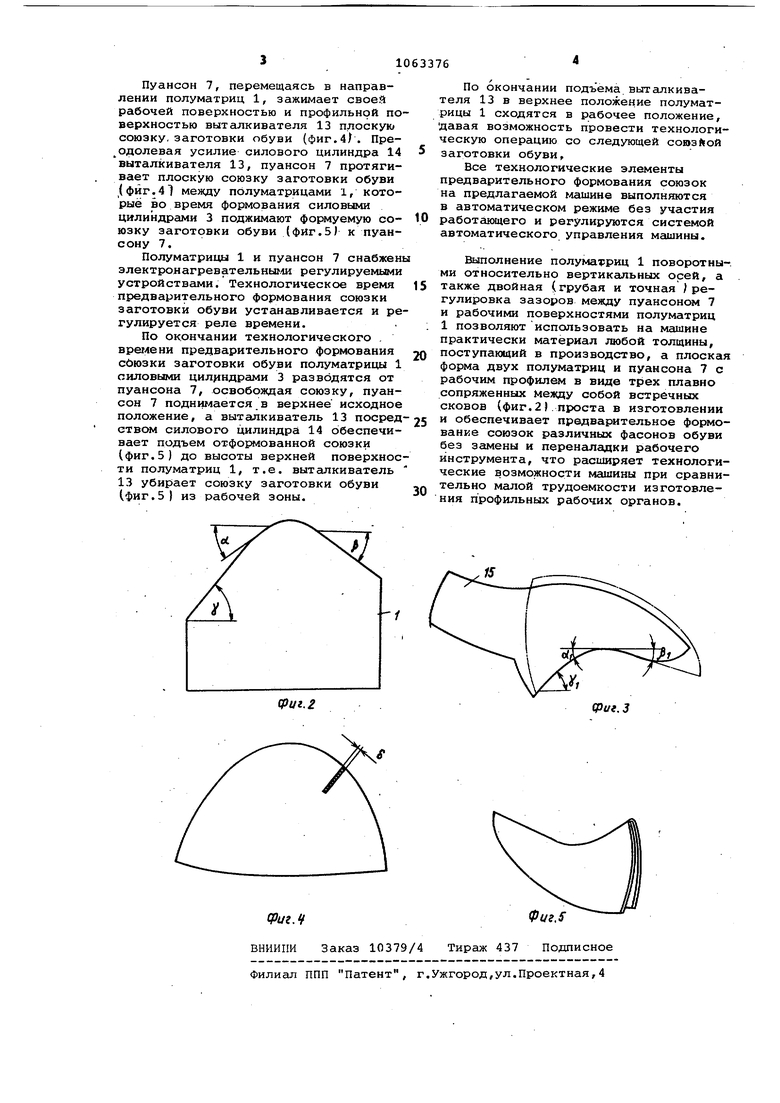
Изобретение относится к устройст вам для изготовления обуви,в .частности к машинам для горячего формов ния деталей верха обуви, и может быть использовано в произво стве изготовлении закрытой обув осенне-зимнего ассортимента. Известно устройство, которое содержит две подвижные навстречу друг другу профильные полуматрицы с пнев моприводами, размещенный между ними профильный прижим-выталкиватель и п ансон, профиль которого соответству профилю полуматриц. Профильные полу матрицы выполнены объемными по форм колодки 1. Однако объемные профильные формы рабочих органов данного устройства трудоемки в изготовлении, а работоспособность устройства обеспечивает ся только при одинаковой толщине ко жевенного материала союзки обуви, что снижает его технологические возможности из-за необходимости тщатель ного подбора материала по толщине. Известна машина для предварительного формования союзок обуви, содержащая две полуматрицы с одинаков1 м ра бочим профилем, каждая из которых имеет привод с силовым цилиндром, установленным на станине, размещенный между ними с зазором выталкиватель, рабочая поверхность которого выполнена по профилю полуматриц, пуансон, профиль которого соответству т профилю полуматриц, и средство регулирования зазора между полуматрицами 23. Однако известная машина из-за своих конструктивных особенностей не обеспечивает качественного формования союзок из отечественных кожматериалов, кроме того, она сложна в изготовлении. Цель изобретения - расширение технологических возможностей. Поставленная цель достигается тем, что в машине.,для предварительного формования союзок обуви, содержащей две полуматрицы с одинаковым рабочим профилем, каждая из которых имеет привод с силовым цилиндром, установленным на станине, размещен ный между ними с зазором выталкиватель, рабочая поверхность которого выполнена по профилю полуматриц, пуансон, профиль которого соответствует профилю полуматриц, и средство регулирования зазора между полуматрицами, силовой цилиндр установлен на станине посредством направляющих с возможностью перемещения вдоль них а каждая полуматрица соединена со . штоком соответствующего силового цилиндра шарнирно с возможностью поворота вокруг вертикальной оси. На Фиг-1-.изображена кинематическая схеМа предлагаемой машины; на , .фиг.2 - профиль полуматрицы, на фиг.Зобувная колодка с контуром предварительно отформованной союзки обуви; на фиг.4, один из вариантов плоской союзки обуви) на фиг.5 - предварительно отформованная союзка обуви. Машина для предварительного формования союзок обуви состоит из двух плоских полуматриц 1, параллельно установленных на штоках 2 силовых цилиндров 3. Силовые цилиндры 3 установлены на станине 4 посредством направляющих 5. Полуматрицы верхней внутренней рабочей части 1имеют фаски 6 для избежания складок при заходе союзки (фиг.4) для предвари тельного формования. Пуансон 7, скруглённая рабочая поверхность которого соответствует рабочему профилю полуматриц 1, перемещается в вертикальной плоскости от пневмопривода 8 по жестким направляющим 9. Средство регулирования зазора между полумаррицами предназначено для двойной (грубой и точной) регулировки. Грубая регулировка для предварительной .выставки зазоров между пуансоном 7 и рабочими поверхностями nos луматриц 1 служит для предварительного выставления зазоров, равных толщине кожевенного материала союзки обуви, и осуществляется посредством винта 10, перемещающегося в горизонтальной плоскости станины 4. Точная регулировка для выставления одинакового зазора между пуансоном 7 и внутренними поверхностями полуматриц 1 производится винтом 11, который перемещается в горизонтальной плоскости основания 12 силового цилиндра 3 правой полуматрицы 1. Выталкиватель 13 имеет толщину, меньшую толщину пуансона 7, и установлен между полуматрицами 1. Закреплен выталкиватель 13 на штоке силового цилиндра 14, усилие которого меньше усилия силового цилиндра 8 пуансона 7. Рабочая поверхность полуматриц 1 (фиг.2 ) имеет профиль в виде трех плавно сопряженных между собой встречных скосов - ot, р и у имеющих наклон на 10-15% больше наклона oi-j, Й1 г У-) соответствующих прямолинейных участков союзочной части колердки 15 (фиг.З).. Плоская союзка заготовки обуви (фиг.4 ) заданной конфигурации и толщины сЛукладывается на верхнюю рабочую поверхность полуматриц1. Регулировочными винтами 10 и 11 устанавливается одинаковый точный зазор между пуансоном 7 и внутренними поверхностями полуматриц 1, равный наименьшей по допуску толщине союзки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для предварительного формования союзок обуви | 1976 |
|
SU784734A3 |
| Устройство для вулканизации резинового низа обуви | 1981 |
|
SU1028524A1 |
| Автомат для обработки обуви | 1975 |
|
SU741850A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Машина для предварительного формования носочно-пучковой и пяточной частей заготовки верха обуви | 1984 |
|
SU1253596A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Станок для формования союзки заготовки обуви | 1958 |
|
SU118141A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО для ВУЛКАНИЗАЦИИ РЕЗИНОВОГО НИЗАНА ОБУВИ | 1965 |
|
SU170333A1 |
| Машина для формования пяточной части заготовки верха обуви | 1984 |
|
SU1266515A1 |
МАШИНА ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМОВАНИЯ СОЮЗОК ОБУВИ, содержащая две полуматрицы с одинаковым рабочим профилем, каждая из которых имеет привод с силовым цилиндром, установленным на станине, размещенный между ними с зазором выталкиватель, рабочая поверхность которого выполнена ПО профилю полуматриц, пуансон, профиль которого «оответствует профилю полуматриц, и средство регулирования зазора между полуматрицами, отличающаяся тем, что, с целью расширения технологических возможностей, силовой цилиндр установлен на станине посредством направляющих с возможностью перемещения . вдоль них, а каждая полуматрица соединена со штоком соответствующего си-9 лового цилиндра шарнирно с возмож- //% ностью поворота вокруг вертикальной jf оси. а оо оо о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения композиционного материала для биорезорбируемого магниевого имплантата | 2019 |
|
RU2710597C1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
