Изобретение относится к устройствам для поддерживания проката при перемещении и управления этим перемещением.
Известна проводка полосового прокатного стана, содержащая деревянные блоки и направляющую плиту, которую поднимают в рабочее поожение, когда полоса проходит через это устройство, и опускают, когда Полоса получит требуемое направление 1.
Недостатков известной проводки является то, что из-за соприкосновейия полосы с плитой на полосе образуются задиры, так как передний конец полосы тоньще, имеет форму языка, который произвольно орие 1тирован относительно полосы, поэтому при соприкосновении языка с плитой образуютсй задиры на последней, которые, в свою очередь, наносят риски на последующие участки полосы, которые в процессе движения полосы соприкасаются с плитой.
Наиболее близкой к предлагаемой является проводка полосового прокатного стана, установленная со стороны моталки и выполненная в виде стола, йа котором смонтированы ролики, ось которых перпендикулярна направлению прокатки (2J.
Трение скольжения между полосой и проводкой заменено трением качения, следовательно, больше вероятности сохранить качество полосы, не повредить ее поверхность задирами. Однако и на роликах также могут возникать задиры от их соударений с передним концом полосы, которые снижают качество поверхности полосы при ее соприкосновении с роликами. Кроме того, необходимость содержать в готовности парк проводок, оборудованных роликами, приводит к необоснованным затратам. Бочка ролика подвержена износу, в то время как полоЖеййё по высоте верха бочки Нижнего валка в клети является постоянным и не зависит от степени его переточки. Это приводит к образованию перепада по высоте, который Нежелателен, так как для обеспечения сохраненю качества поверхности полосы зазор между верхом бочки нижнего валка и верхом валика проводки должен быть минимальным.
Цель изобретения - повыщение качества полосы за счет предохранения ее поверхности при направлении к моталке.
Указанная .цель достигается тем, что в проводке полосового прокатного стана.
установленной со стороны моталки и выпол ненной в виде стола, на котором монтиро{ваны ролики, оси которых перпендикулярны направлению прокатки, ролики стола установлены с возможностью их верти кал ьНогс перемещения относительно стола.
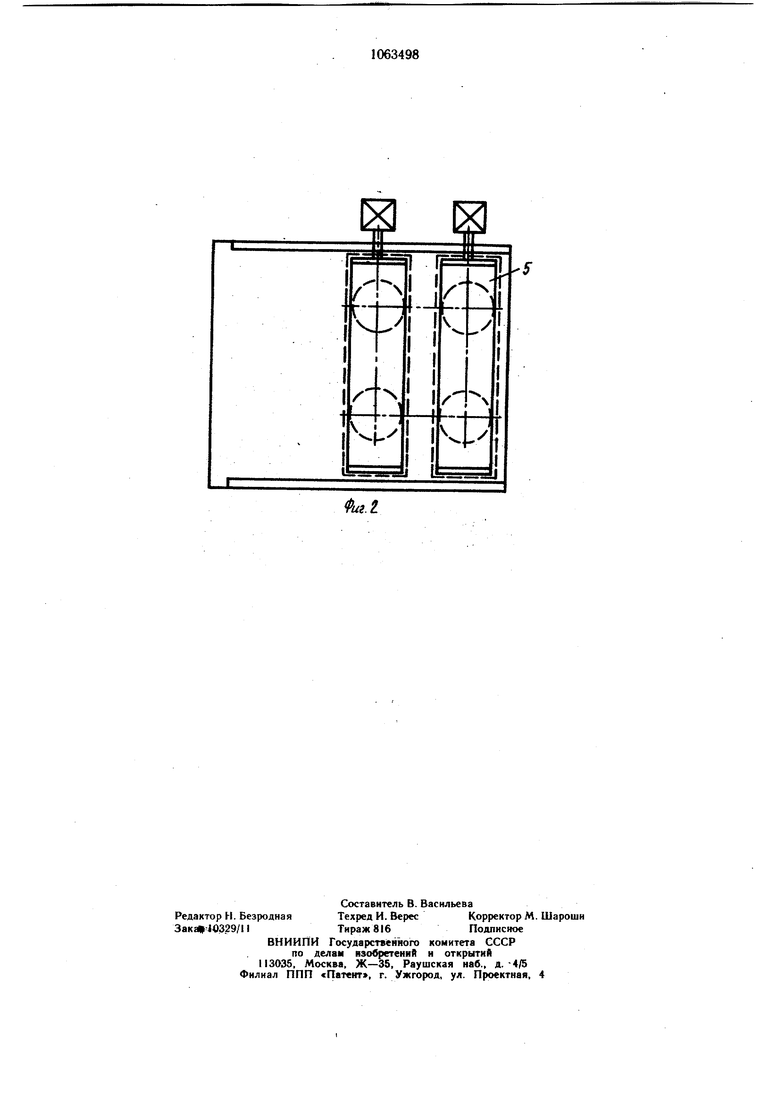
На фиг. 1 показана проводка полосовогд стана, общий вид; на фиг. 2 - то же, в плане.
Проводка полосового прокатного стан.а I
0 расположена со стороны моталки 2, к которой подается полоса 3 рольгангом 4. С полосой 3 контактируют ролики 5. Пространство между клетью 1, роликами 5 и рольгангом 4 закрыто плитой 6, имеющей борта 7 для предотвращения смещения . полосы 3
5 вбок. В плите 6 имеются проемы для вхождения в них бочек роликов 5i Последние установлены параллельно валкам стана 1 и параллельно один другому, каждый из них .имеет индивидуальный привод в виде пнев моцилиндра 8, с помощью которого возможно вертикальное перемещение ролика как для перехода его в одно из крайних положений вместе со всеми роликами 5 (роликовой постелью), так и отдельно при установке ролика 5 на уровень верхнего положения ниж5него валка клети стана 1 ) максимальный ход 50 мм)..
При выходе переднего конца полосы 3 из предпоследней чистовой клети стана {не показана) подается импульс на каждый пневмоцилиндр 8, с помощью которого бочка
0 ролика 5 перемещается в крайнее верхнее поожейие, благодаря чему передний конец полосы 3 при выходе из последней чистовой клети скользит по плите 6, попадает на бочку ролика 5, оттуда на роликовую постель, составленную из роликов. Далее полоса 3
5 доходит по рольгангу 4 до моталки 2. В результате возникающего натяжения полосы 3 между последней клетью и моталкой 2 полоса 3 поднимается над роликамн 5, они с помощью пневмоцилнндров 7 опускаются 6 нижнее положение до уровня плиты 6 для исключения возможного трения полосы о бочку ролика 5. При выходе заднего конца полосы З.ИЗ предпоследней клетн (не показа на) ролики 5 поднимают в верхнее положе ние и задний конец полосы 3 скользнт по
5. плите 6 и роликам 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки и транспортировки тонких полос по отводящему рольгангу широкополосного стана | 2020 |
|
RU2743386C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Способ горячей прокатки полос | 1984 |
|
SU1201011A1 |
ПРОВОДКА ПОЛОСОВОГО ПРОКАТНОГО СТАНА, установленная со сторойы моталки, выполненная в виде стола, на котором смонтированы ролики, оси которых Шрпендикулйряы йаправлёйию прокатки, отличающаяся тем, что, с целью повышения качества полосы за счет предохранения ее поверхности при направлении к моталке, ролики стола установлены с возможностью их вертикального перемещения относительно стола.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Парораспределительный механизм для паровозных и т.п. паровых машин | 1931 |
|
SU32504A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент .США № 4096725, Ism | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| / ; | |||
| / ,, | |||
