Изобретение относится к машиностроению, в частности к устройствам для изготовления объемных узлов из нескольких листовых заготовок.
Известен агрегат для изготовления объемных узлов из листовых заготовок, содержащий профилегибочйый стан, закатные вал ки, механизм для установки заготовок с индивидуальным приводом их поворота и подвижные роликоопоры 1.
Недостатком известного агрегата является искривление заготовки, выходящей из про филегибочного стана при подъеме подвижных роликоонор, что приводит к ухудшению качества изготовляемых узлов преимущест вейно с боковыми стайками, имеющими криволинейный контур со зйачительным перепадом кривизны. Кроме того, значительный вылет роликоопор и закатных валков снижает надежность работы этих механизмов.
Цель изобретения - повыщение надежности и улучшение качества изделий за счет предупреждейия искривления спирали. Указанная цель достигается тем, что агрегат для изготовлейия объемных узлов из листовых заготовок, содержащих центральную часть в виде спирали и боковые стенки криволинейного контура, преимущественно кожухов вентиляторов, содержащий установленные на станине профилегибочйый стай, закатйые валки, механизм для установки заготовок боковых стенок с индивидуальным приводом их поворота и роликоопоры, снабжен установленными на станине вертикальными направляющими, а механизм для установки за готовок размещен в этих направляющих и снабжен приводом вертикального перемещения и зубчатой передачей, при этом указанный привод связан.с индивидуальным приводом поворота заготовок зубчатой передачей с возможностью сийхронного перемещения, а роликоопоры установлены неподвижно.
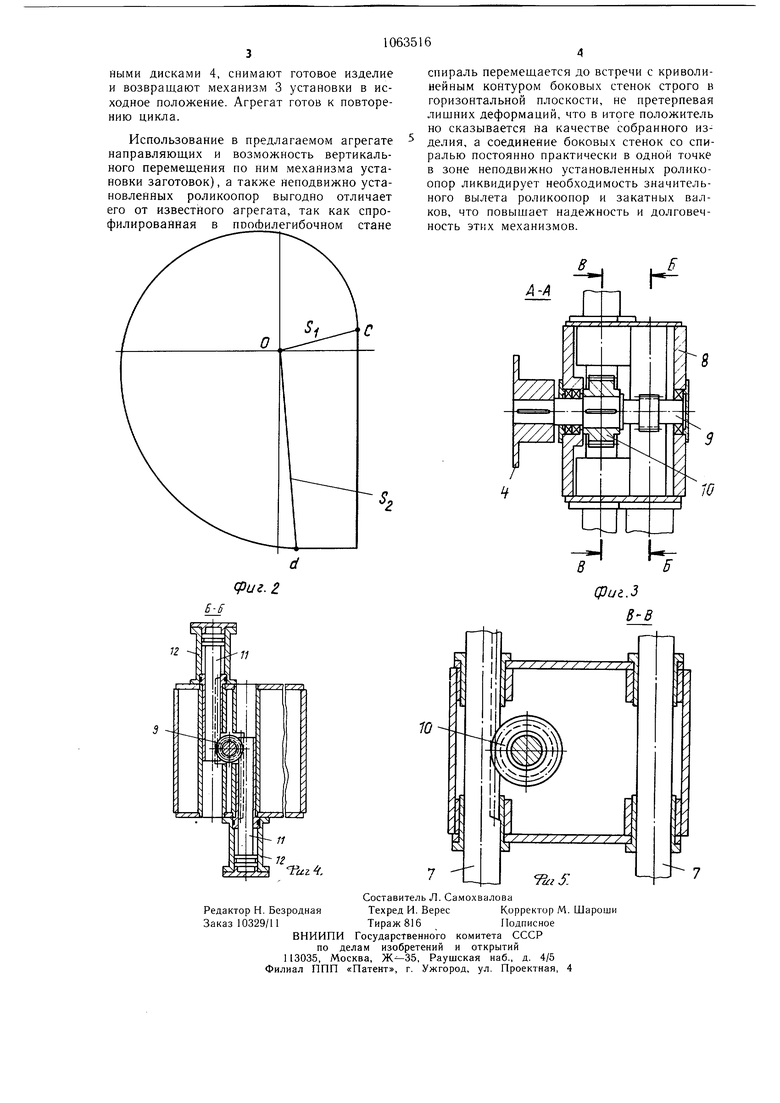
На фиг. 1 показан агрегат, общий вид; на фиг. 2 - криволинейный контур боковых стенок объемных узлов; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3.
Агрегат содержит станину 1, установленные на ней профилегибочный стан 2, механизм 3 установки заготовок, оснащенный установочными дисками 4 для закрепления заготовок боковых стенок а, закатные валки 5, роликоопоры 6, осуществляющие надежный контакт заготовок боковых стенок а, с заготовкой спирали б, выходящей из профилегибочного стана, и направляющие 7 для возможности вертикального перемещения по ним механизма 3 установки заготовки который, в свою очередь, состоит из корпуса 8 и размещенных в нем вал-щестерйи 9 и жестко закрепленного с ним зубчатого колеса 10. При этом вал-щестерня 9 взаимодействует со щток-рейками 11 гидроцилиндров 12, установленных на корпусе 8, а зубчатое колесо 10 - с одной из вертикальных направляющих 7, выполненной в виде круглой рейки. Установочные диски 4 закрепляются На вал-щестерне 9.
Агрегат работает следующим образом. Заготовки боковых стенок а объемного узла, подлежащего сборке, закрепляют на установочных дисках 4 механизма 3 установки, а заготовки спирали б частично про0 пускают через профилегибочный стан 2 до совмещения ее переднего торца с торцом в боковых стенок а. При этом заготовка спирали б, отбортованная с двух сторон в профилегибочном стане 2, входит в плотный контакт с соответствующим участком про филя боковых стенок а.
Затем одйовременйо включают профилегибочный стан 2 и гидроцилиндры 12 мехайизма 3 устайовки заготовок. При этом профилегибочный стан 2, профилируя остав0 щуюся неотбортованйой часть заготовки спирали б, выполняет в то же время функции механизма подачи спирали в йаправлении, указанном стрелкой. Включением гидроцилиндров 12 механизма 3 установки заготовок осуществляют поворот вал-шестерни 9, при
5 этом зубчатое колесо 10, поворачиваясь вместе с вал-щестерней 9, обкатывается по вертикальной йаправляющей 7 и темсамым перемещается (заодно с корпусом 8) на определенное расстояние по направлению, указанному стрелкой. В данном случае числа зубьев и модули вал-шестерни 9 и зубчатого колеса 10 подобраны таким образом, что при повороте криволинейной боковой стенки а (фиг. 2) На необходимый угол, механизм 3 устайовки заготовок пере.местится на расстояние Я.
Величина вертикального перемещения механизма установки заготовок находится в зависимости H S -S , где S - удаление начальной точки с заданного криволинейного контура от оси поворота о; S -
удаление конечной точки заданного криволинейного контура от оси поворота о.
При этом угловая скорость поворота механизма 3 установки заготовок согласована с линейной скоростью спирали, выходящей из профилегибочного стана 2.
В точке встречи спирали б с боковыми стенками а неподвижно установлены роликоопоры 6, которые в процессе соединения спирали с боковыми стенками осуществляют постоянный надежный контакт между ними последовательно в каждой точке криволинейного контура боковых стенок. Отбортованная спираль, соединейная с боковыми стенками, попадает в зону действия закатки валков 5 - осуществляется прибортовка краев спирали к боковым стенкам без зазора
5 что обеспечивает надежный герметичный
контакт между элементами объемного узла.
Но окончании сборки объемного узла
раскрепляют боковые стенки с устайовоч
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления объемных узлов из листовых заготовок | 1976 |
|
SU662216A1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| Устройство для сборки кожухов вентиляторов | 1981 |
|
SU1030070A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ УЗЛОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК, содержащих центральную часть в виде спирали и боковые стенки криволиней ного контура, преимущественно кожухов вен л.;-:5;;;. -. . i3-X;J -, Шг;лнйтш -л тиляторов, соде|)жащии установленные на станине профи.тегибочный стан, закатные валки, механизм для установки заготовок боковых стенок с индивидуальным приводом их поворота и роликоопоры, отличающийся тем, что, с целью повышения надежности и улучн1ения качества изделий за счет предупреждения искривления спирали, он снабжен установленными на станине вертикальными направляющими, а механизм для установки заготовок размен ен в этих направляющих и снабжен приводом вертикального перемещения и зубчатой передачей, при этом указанный привод связан с индивидуальным приводом поворота заготовок зубчатой передачей с возможностью синхронного перемещения, а роликоопоры установлены неподвижно. & 7/ / / i7 7 S Фиг.1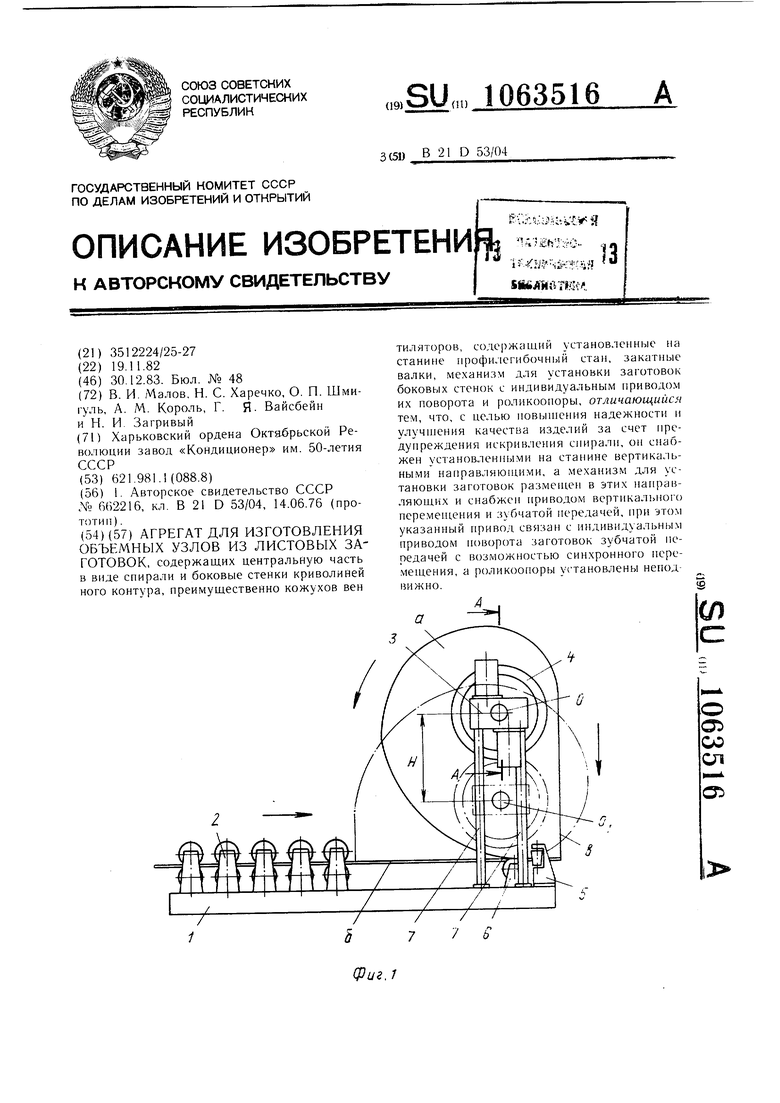
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Агрегат для изготовления объемных узлов из листовых заготовок | 1976 |
|
SU662216A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
