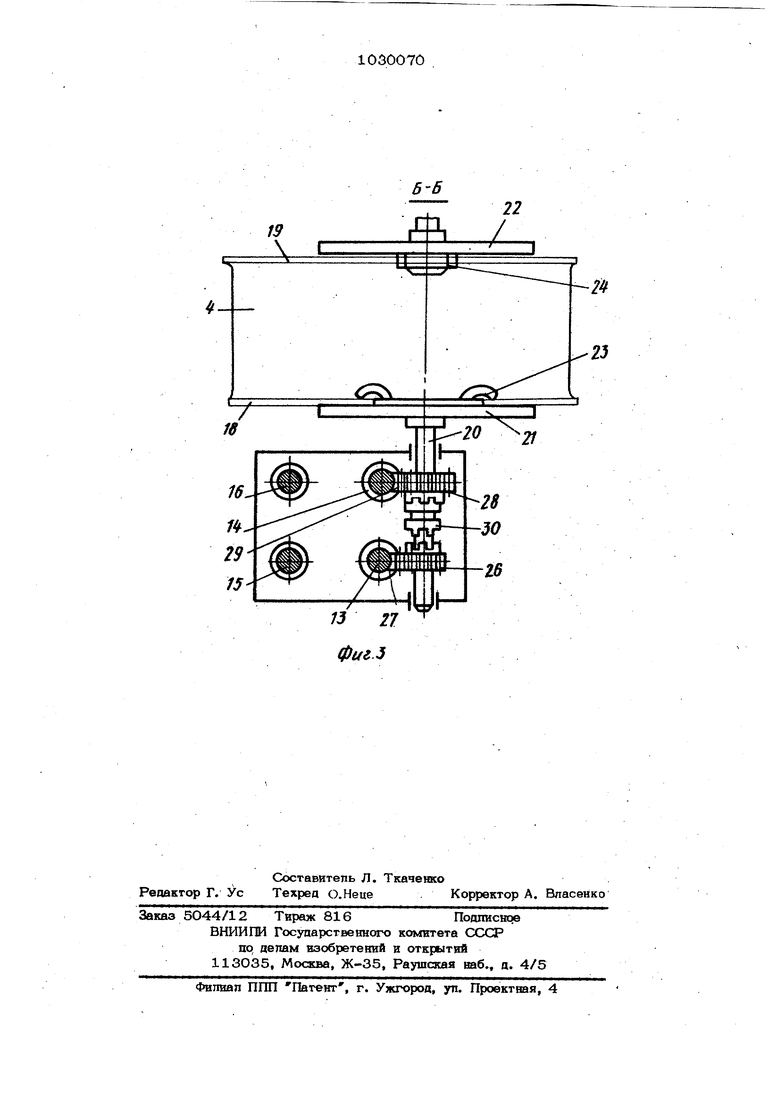
Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления дожухов вентин ля торов. Известно устройство для сборки кожухов вентиляторов, содержащее станину, закрепленное на станине приспособление формообразования фальца и механизм закатки фальца, кинематически связанные между собой, и механизм зажима боко№1х стенок заготовки со шпи делем, установленный с возможностью перемещения по станине и связаннь1й с копирным устройством Cl . Однако использование копирных устройств для перемещения механизма зажима боковых стенок сужает технологические возможности, так как переналадка копирных устройств при переходе на сборку других типоразмеров изделий является трудоемкой, а при сборке ве типяторов больших размеров практически невозможной операцией. Кроме того, в известие устройстве усилие передается через издетгае к шпи делю, вследствие чего происходит изгиб спирали и неплотное прилегание ее к боковым стенкам, что ухудшает качество и снижает КПД вентилятора. Наиболее близким по технической сущности и достигаемому эффекту, к изобретению является устройство для сборки кожухов вентиляторов, содержащее . закрепленный на станине механизм зака ки фальцев и установпенный на направл юших с возможностью возвратно-поступа тепьного перемещения узел зажима заго товок боковых стенок кожуха, выполненный, в виде параллельно размещенных планшайб f2J. Однако в известном устройстве заготовки боковых стенок в процессе закатки восприниьюют силу тяжести механизма зажима и при изготовлении кожухов больших размеров возможно нарушение и устойчивости, что также ведет к ухудше кию качества изделий и снижает надежность работы устройства. Целью изобретения является улучше ние качества изделий. Поставленная цель достигается тем, что устройство для сборки кожухов ве тиляторов, содержащее закрепленный на станиж механизм закатки фальцев и установпеннйй на направляющих с возможностью воавратно-постулательного перемещения узел зажима заготовок боковых стенок кожуха, выполненный в ви де параттельно размещенных шшншайб снабжено приводом поворота узла зажима заготовок боковых стенок кожуха вокруг оси шшншайб, выполненным в виде зубчато-реечной передачи, причем рейка закреплена на одной из направляющих, а шестерня - на оси одной из плашиайб. На фиг. 1 изсрбражено устройство, общий вид; на фиг. 2 - влд А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Устройство содержит станину 1, на которой установлены приводные роликоопорь 2, кинематически связанные с ними Механизм 3 профилирования кромок заготовок 4 средней части кожуха ве тилятора с приводом 5. Привод 5 связан также с блок-шестерней 6. В горизонтальных направляющих 7 станины установлен с возможностью возвратнопоступательного перемещения механизм 8 закатки фальца с закаточными роликами 9 и 1О. Механизм 8 имеет шестерню 11, кинематически связанную с роггиками 9 и 1О, и связан с гидроприводом 12. Шестерня 11 в крайнем правом (показано) положении находится в зацеплении с блок-шестерней 6. На станине установлены вертикальные направляющие 13 - 16. На направляющих с возможностью возвратно-поступательного перемещения установлен узел 17 зажима заготовок боковых стенок 18 и 19кожуха вентилятора. Механизм 17 зажима имеет шпиндель 20и планшайбы 21 и 22 с кулачками 23 и 24 для зажима боковых стенок 18 и 19 и связан с приводом 25. На шпиндетю 20 установлет шестерня 26. На направлиющвй 13 закреплена зубчатая рейка 27, находящаяся в зацеплении с шестерней 26. Для удобства переналадки на шпинделе установлена также шестерня 28, находящаяся в зацеплении с зубчатой рейкой 29, закрепленной на направляющей 14. На шпинделе между шеотернями 26 и 28 установлена с возможностью осевого перемещения двусторонняя кулачковая муфта 30 переключения, связанная со шпинде м посредством шпонки. Устройство работает следующим образом. В исходном положении механизм 6 закатки находится в крайнем левсм (показано) положении. Узел 17 зажима находит ся в крайнем верхнем положении. Муфта , 30 введена в заце тление с шестерней 28. В планшайбах 21 и 22 с кулачками 23 и 24 зажимают заготовки 18 и 19 боковых стенок кожуха вентилятора таким о&траэам, что прямотшнейная чсють находит
ся. в горизонтапьном положении. Механизмом 31 при помощи пневмоприсосок 32 отделяют от стопы заготовку спирали и подают на приводные роликоопоры 2, Заготовка перемещается в механизм 3 профилирования кромок заготовок 4 средней части кожуков.
После профилирования заготовку 4 перемещают 61 механизм 8 закатки фальца до крайнего левого положения, соединяя прямолинейный участок ааготовсж боковых стенок с заготовкой 4. Включа ют гидропривод 12, и, перемешая механкЕЗм 8 по направляющим 7 йа левого поло жения в правое, роликами 1О и 9 провзводят закатку фальца на прямолвиейном участке кожуха. В крайнем правом положении шестерня 11 механизма 8 закатки входит в заиеппешю с блокшестер{1ёй 6, связанной с приводом 5, и получает от нее вращательное движение. Шестерня 11 приводит во вращение ролики 9 и 10. Одновременно привод 25 возвратно-поступательного перемещения узла 17 зажима. Узел 17 перемещается по направляющим 13-16 . вниз, шестерня 28 обкатывается по рейке 29, приводя во вращение шпиндель
.20 с Нажатыми в планшайбах заготовками боковых стенсж. .Производится закатка фалы1а на криволинейном участке кожуха вентилятора.
Обкатывание шестерни по неподвижной рейке .при определений X параметрах реечной передачи сообщает шпивделю сложное движение (вращательное, возвратно-поступательное) и обеспечивает .. нахождение точки контакта изделия и закаточных роликов на расчетной линии спирали изделия, соответствующей спира ли Архимеда. Привод 25 при этом обеспечивает постоянное натяжени и прилегание спврапв к боксжым стенкам. При переходе на другой типоразмер, изделий муфту ЗО вводят is зацепление с шеотерней 26, шестерня 26 окатывается по рейке 27 и работа происходит в том же порядке.
Преимущества предлагаемого устройства перед известными заключаются в том, что оно имеет простую конструкцию, обеспечивает переналадку на изготовлевие вевтвляторов развых размеров, а также обеспечивает упучшевве качестве кожухов вевтвляторс, что повышает КПД ; посявдввх.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки кожухов вентиляторов | 1975 |
|
SU564055A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Устройство для сборки кожухов вентиляторов | 1978 |
|
SU770615A1 |
| Установка для изготовления кожухов вентиляторов | 1989 |
|
SU1680476A1 |
| Агрегат для изготовления объемных узлов из листовых заготовок | 1982 |
|
SU1063516A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ КОЖУХОВ ВЕНТИЛЯТОРОВ, содержа шее закреппеквый на станина механизм эакйтка фальцев и установленный на направляюищх с возможностью возвратиопоступательного перемещенияузел заготовок боковых стеасж кожуха, выполненный в виде параллельно размещенных плашпайб о т п и ч а.ю эд е е с я тем, что, с целью улучшения качеотве взделий, оно снабжено приводом поворота узла зажима за1Ч товсж боковых стенок кожуха вокруг оси планшайб, выполненным в виде зубчато-реечной 1юредачи, прк атом рейке закреплена ю ооной из направля1сатх, а шестерня - га оси одной {13 тшншайб.
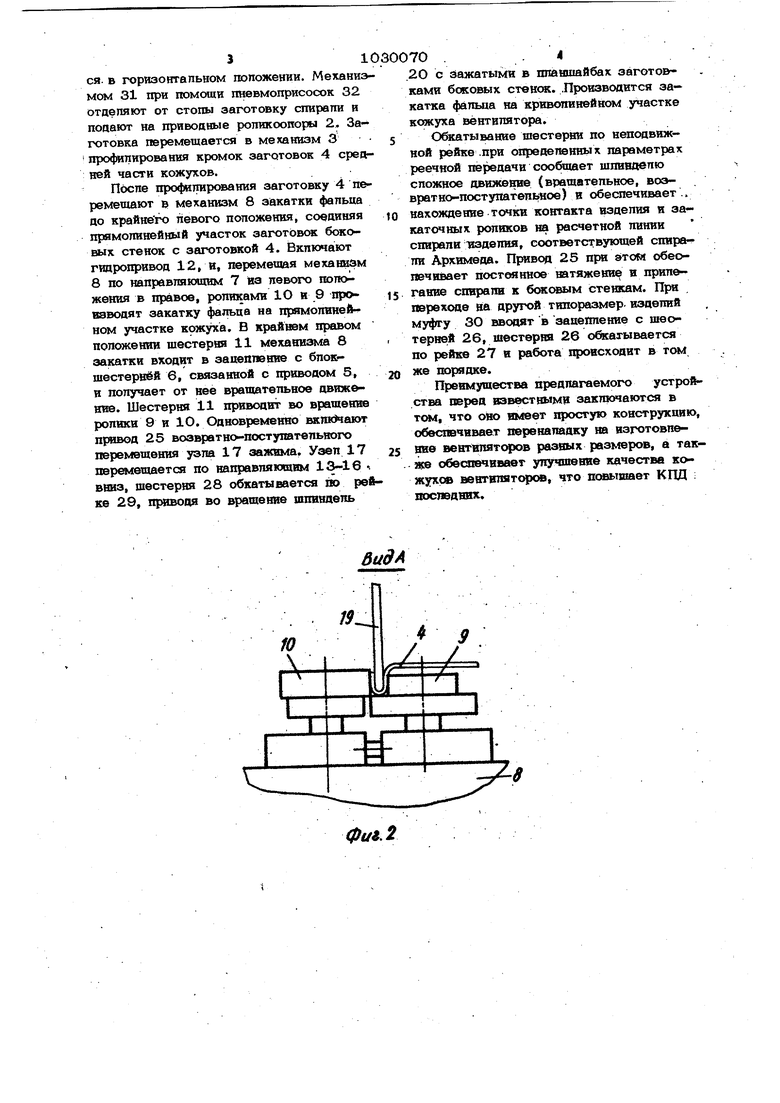
Вид А
ф1/г.2
22
-24
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для механического вычерчивания аксонометрических проекции, симметрических фигур, обращенных изображений и для копирования чертежей | 1923 |
|
SU564A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сборки кожухов вентиляторов | 1980 |
|
SU912358A1 |
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
