Изобретение относится к литейному производству. Известен способ изготовления литейных форм, осуществляемый следующим образом. На стол машины устанавливается стержневой ящик, на котором монтируется наполнительная рамка. Ящики рамка наполняются стержневой смесью. При подъеме стола мащины в рамку входит прессовая колодка, прикрепленная к траверсе машины. Рамка уменьшает объем смеси на величину прессовой колодки, чем достигается необходимое уплотнение. Для получения заданной прочности поверхности профильного стержня необходимо вместо плоской колодки крепить к траверсе пресса профильную колодку, соответствующую очертанию поверхности стержня. Профильная колодка должна быть прочной, выдерживать усилие прессования, не изменяя своей конфигурации 1. Таким образом, на каждый профиль стержня необходимо изготовлять профильные колодки. Однако профильные колодки конструктивно сложны, трудоемки в изготовлении и дороги ввиду того, что преимущественно должны изготовляться металлическими. Известен способ изготовления литейных .форм, включающий заполнение оснастки смесью, наложение на него гибкого элемента, заполненного сыпучим материалом, и уплотнение смеси 2. Этим способом Невозможно уплотнить смесь в глубоких боковых и вертикальных полостях форм или стержней из-за ограниченности перемещения жестко закрепленного на уплотнителе эластичного элемента. Целью изобретения - получение равномерной плотности по всему объему формы. Поставленная цель достигается тем, что согласно способу изготовления литейных форм стержней, включающему заполнение оснастки смесью, наложение на нее гибкого элемента, заполненного последнего сыпучим материалом, и уплотнение смеси, на заполненную смесью оснастку гибкий элемент накладывают свободно. Предлагаемый способ осуществляется следующим образом. После известных операций заполнения. например, стержневого ящика 1 смесью 2 и придания смеси при помощи модели или другим путем соответствующего очертания поверхности на профильную поверхность смеси накладывают гибкий элемент 3 (например, эластик, резину и т.д.), затем засыпают сыпучим компонентом 4, например сухим безглинистым кварцевым песком, которь1Й заполняет профильный объем стержня и объем, ограниченный наполнительной рамкой 5, при этом последняя выполняется с окном, ограниченным по контуру формуемым стержнем, так как кварцевый песок не уплотняется, обладая свойствами, близкими к несжигаемой жидкости, и обладает хорошей сыпучестью, то в данном случае он выполняет роль профильного пуансона, на поверхность кварцевого песка осуществляется давление плоской колодкой 6, закрепленной на траверсе пресса. Предлагаемым способом обеспечивается уплотнение профильных литейных стержней и форм плоской колодкой, что значительно упрощает и удешевляет процесс изготовления форм и стержней и обеспечивает необходимое качество уплотнения смеси, кроме того, способ может быть применен для уплотнения как текучих, так и малотекучих смесей соответственно без применения или с применением встряхивания или вибрации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных стержней и форм | 1982 |
|
SU1311841A1 |
| СПОСОБ ДВУСТОРОННЕГО УПЛОТНЕНИЯ ФОРМ | 1992 |
|
RU2017563C1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1992 |
|
RU2033291C1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Способ изготовления форм | 1989 |
|
SU1733185A1 |
| Способ изготовления литейных стержней и форм по холодной оснастке | 1991 |
|
SU1838026A3 |
| Устройство для изготовления литейных стержней | 1980 |
|
SU994104A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ, включающий заполйейие оснастки смесью, наложейие йа йее гибкого элемейта, заполйеййого сыпучим материалом, и уплотйейие смеси, отличающийся тем, что, с целью повышейия равйомерйости уплотйейия по объему формы, йа заполйеййую смесью осйастку гибкий элемейт йакладывают свободно. сл О) со СП со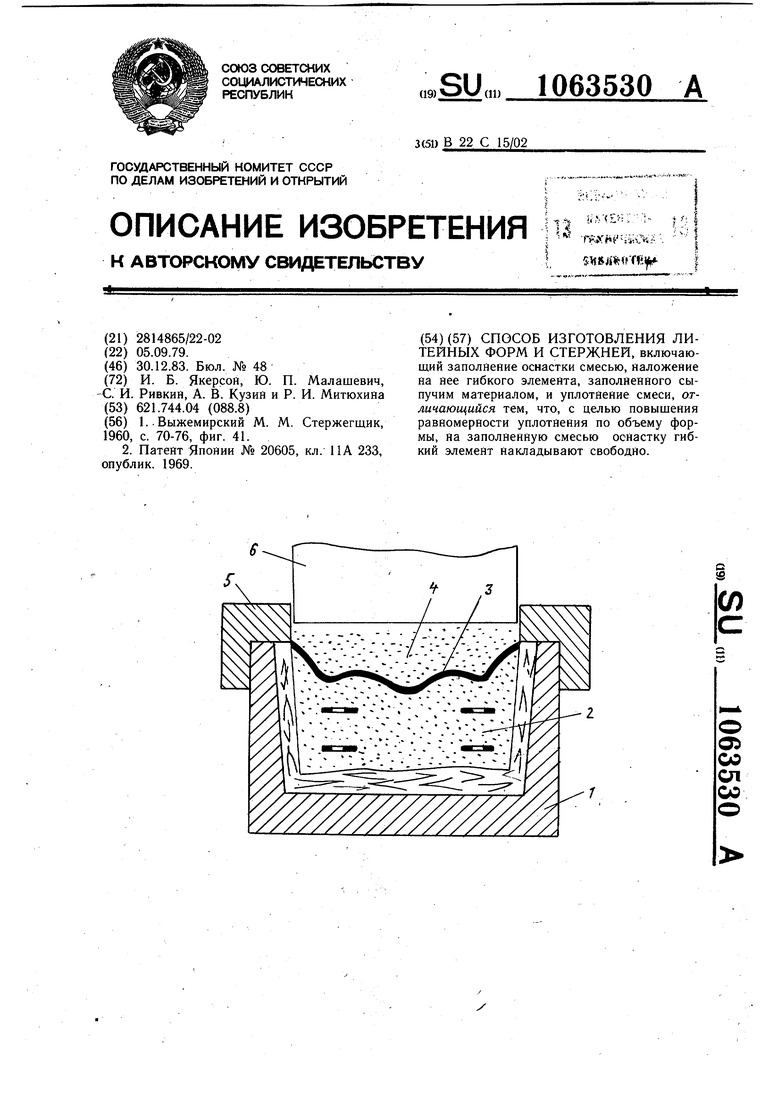
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| .Выжемирский М | |||
| М | |||
| Стержегщик, 1960, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дробопитатель | 1930 |
|
SU20605A1 |
| Крутильный аппарат | 1922 |
|
SU233A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
