Изобретение относится к литейному производству и предназначено для изготовления литейных форм.
Цель изобретения - возможность получения повышенной прочности в отдельных частях формы.
Предложенный способ заключается в том, что профильное заполнение модйльно- опочной оснастки смесью осуществляют пе- скодувным методом с получением плотности 1300-1500 кг/м . Смесь уплотняют плоской прессовой плитой.
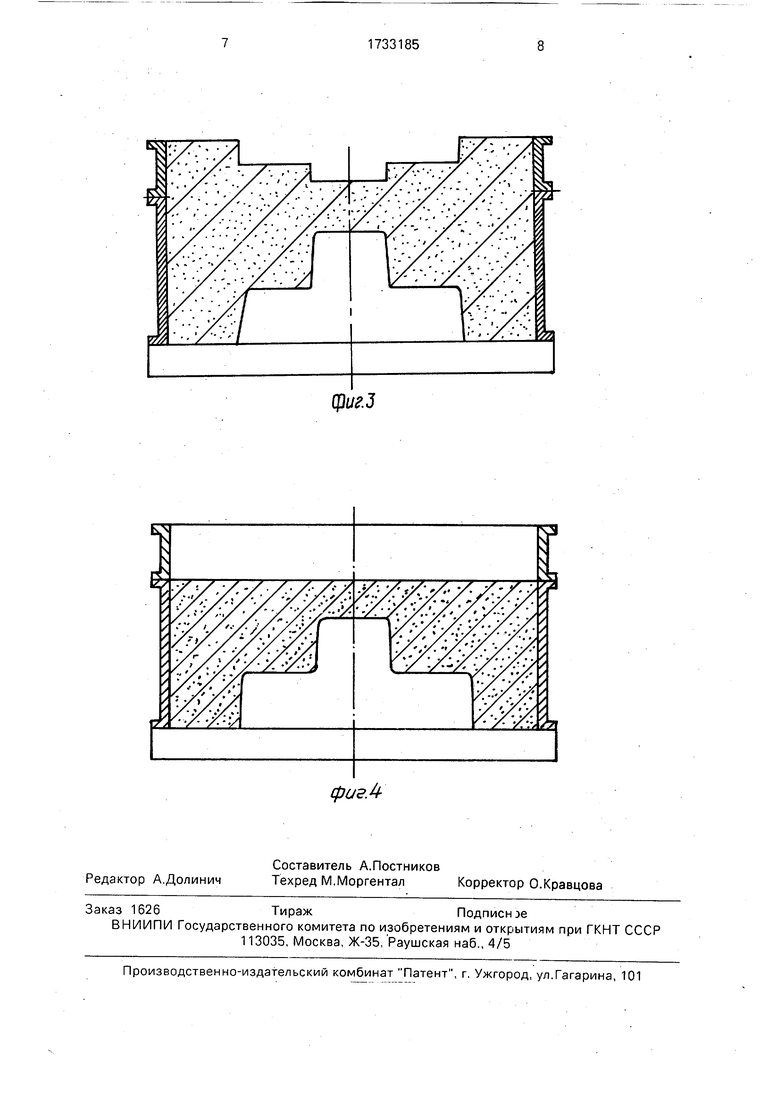
На фиг. 1 изображена опока, наполнительная рамка, модельная плита с моделью, многоплунжерная плита в собранном виде перед началом процесса уплотнения; на фиг. 2 - профилирование многоплунжерной плиты перед надувом смеси; на фиг. 3 - предварительно уплотненная форма после надува; на фиг. 4 - изготовленная форма после прессования.
Способ осуществляют следующим образом.
Модельную плиту 1 сппривают с опокой 2, наполнительной рамкой 3 и поджимают к
многоплунжерной плите 4, состоящей из плунжеров I-V, образуя полость 5. Затем плунжера выставляют согласно соотношению (1). Таким образом, полость 5 для надува сформирована окончательно. После этого в полость 5 осуществляется надув смеси. Предварительно уплотненную форму окончательно уплотняют прессованием плоской прессовой плитой. После прессования производят вытяжку. Форма готова к последующим технологическим операциям.
Использование способа изготовления форм позволяет снизить расход формовочной смеси на изготовление одной формы; повысить прочность формы в ее знаковых частях под стержни и в элементах литниковой системы: управлять процессом изготовления каждой полуформы по индивидуальным эежимам уплотнения.
Пример осуществления способа.
Исходные данные размер опоки в свету 630x500 мм; высота опоки 200 мм; высота наполнительной рамки 70 мм; давление воздуха при надуве 0,5 МПа; количество плунжеров многоплунжерной плиты 49 (7x7) шт.;
W
Ё
VI
00 00
со ел
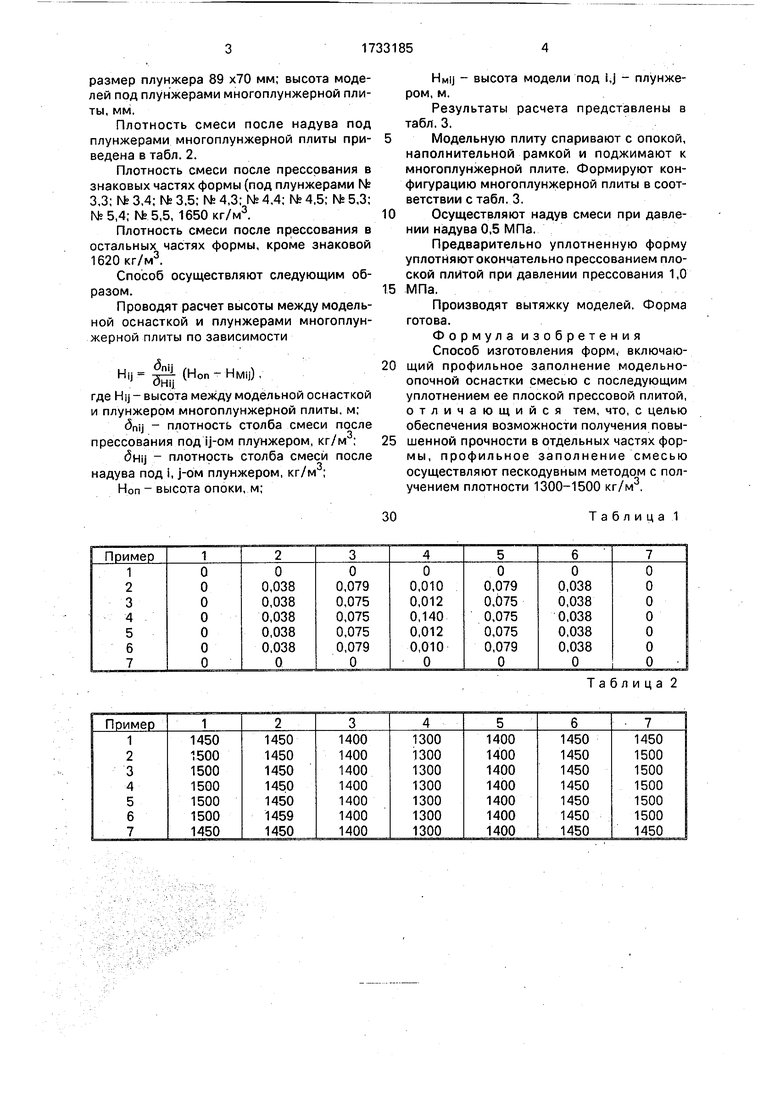
размер плунжера 89 х70 мм; высота моделей под плунжерами многоплунжерной плиты, мм.
Плотность смеси после надува под плунжерами многоплунжерной плиты приведена в табл. 2.
Плотность смеси после прессования в знаковых частях формы (под плунжерами № 3,3; ISk 3,4; № 3,5; № 4,3; Ms 4,4; № 4,5; Ms 5,3; №5,4; Nfe 5,5, 1650кг/м3.
Плотность смеси после прессования в остальных частях формы, кроме знаковой 1620кг/м3.
Способ осуществляют следующим образом.
Проводят расчет высоты между модельной оснасткой и плунжерами многоплунжерной плиты по зависимости
Hij - (Ноп - Нмц) ,
HIJ
где Hij - высота между модельной оснасткой и плунжером многоплунжерной плиты, м;
dnij - плотность столба смеси после прессования под ij-ом плунжером, кг/м ;
- плотность столба смеси после надува под i, j-ом плунжером, кг/м ; Ноп - высота опоки, м;
HMIJ - высота модели под i,j - плунжером, м.
Результаты расчета представлены в табл. 3.
Модельную плиту спаривают с опокой,
наполнительной рамкой и поджимают к многоплунжерной плите. Формируют конфигурацию многоплунжерной плиты в соответствии с табл. 3.
Осуществляют надув смеси при давлении надува 0,5 МПа.
Предварительно уплотненную форму уплотняют окончательно прессованием плоской плитой при давлении прессования 1,0 МПа.
Производят вытяжку моделей. Форма готова.
Формула изобретения
Способ изготовления форм, включаю- щий профильное заполнение модельно- опочной оснастки смесью с последующим уплотнением ее плоской прессовой плитой, отличающийся тем, что, с целью обеспечения возможности получения повы- шенной прочности в отдельных частях формы, профильное заполнение смесью осуществляют пескодувным методом с получением плотности 1300-1500 кг/м3.
Таблица

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038893C1 |
| СПОСОБ УПЛОТНЕНИЯ ЛИТЕЙНЫХ ФОРМ МНОГОПЛУНЖЕРНОЙ ПРЕССОВОЙ ГОЛОВКОЙ | 1994 |
|
RU2060855C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1992 |
|
RU2033291C1 |
| СПОСОБ ДВУСТОРОННЕГО УПЛОТНЕНИЯ ФОРМ | 1992 |
|
RU2017563C1 |
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| Устройство для изготовления литейных форм | 1980 |
|
SU899234A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
Изобретение относится к литейному производству и предназначено для изготовления литейных форм. Цель изобретения - возможность получения повышенной прочности в отдельных частях формы. Способ включает следующие операции: профильное формирование полости надува, надув смеси, прессование, вытяжка. Новым в способе является заполнение профильной полости путем надува смеси с плотностью 1300-1500 кг/м3. 3 табл., 4 ил.
Таблица 2
Таблица 3
фиг 1
фиг.З
| Аксенов П.Н | |||
| Оборудование литейных цехов, М., 1968, С | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
