Изобретение относится к производству абразивного инструмента, в частности к оборудованию для изготовления абразивных кругов. Известно оборудование для изготовления абразивных кругов, в котором заполнение пресс-формы смесью перед прессованием осуществляется вдувом смеси из вдувной головки в пресс-форму. К нему относится вдувная головка агрегата модели ДАО-635 конструкции Воронежского СКБКМ, состоящая из корпуса, служащего рабочим резервуаром для смеси, гильзы, коллектора подачи воздуха и клапана дутья, осуществляющая заполнение пресс-формы методом вдува в нее смеси сжатым воздухом 1. Недостатками этой конструкции являются неодновременность подачи сжатого воздуха в рабочий резервуар через отверстия в стенках гильзы и раздаточные трубки коллектора и резкое расширение его за счет заполнения не занятой смесью части рабочего резервуара, что вызывает резкое падение давления сжатого воздуха в рабочем резервуаре. Неодновременность подачи сжатого воздуха в рабочий резервуар, низкое давление сжатого воздуха в резервуаре и небольшая высота столба смеси в нем не обеспечивают равномерного и с. достаточной скоростью истечения смеси из рабочего резервуара и равномерного заполнения пресс-формы смесью, в связи с чем не достигается равномерная плотность смеси в полости прессформы и, как следствие, снижается качество абразивных кругов. Кроме того, установка в рабочем резервуаре воздухоподводящего коллектора с трубками усложняет конструкцию головки и делает ее ненадежной в работе и недолговечной, так как эти элементы конструкции расположены в подвижной абразивной среде и потому подвержены абразивному износу, Наиболее близкой к предлагаемой по технической сущности является вдувная (пескодувная) головка пескодувной мащины, включающая корпус с рабочим резервуаром и гильзой, в верхней части которого расположены загрузочное окно с механизмом закрытия, а в нижней - насадка с вдувным отверстием, вдувной и выхлопной клапаны 2. , Однако эта головка, обладающая ограниченными технологическими возможностямя, не обеспечивает разгона «тяжелой смеси, обладающей большими насыпным весом и внутренним трением, до необходимой скорости истечения ее из рабочего резервуара в пресс-форму. В связи с этим не обеспечивается равномерное заполнение пресс-формы смесью и, как следствие, - необходимое качество абразивных кругов. Цель изобретения - расширение технологических возможностей вдувной головки и повышение качества абразивных кругов. Указанная цель достигается тем, что во вдувной головке пескодувных мац1ин, включающей корпус с рабочим резервуаром и гильзой, в верхней части которого расположены загрузочное окно с механизмом закрытия, а в нижней - насадка с вдувным отверстием, вдувной и выхлопной клапаны, соотношение высоты гильзы и ее внутреннего диаметра (Н : d) составляет 5-6:1. На чертеже представлена вдувная головка, общий вид. Вдувная головка выполнена в виде корпуса, внутренняя обечайка 1 которого служит рабочим резервуаром для смеси. Вокруг обечайки 1 расположен ресивер 2 с фланцем 3 для подвода сжатого воздуха к голловке. В верхней части корпуса между крыщками 4 и 5 расположен вдувной клапан 6, а внутри рабочего резервуара 1 установлена гильза 7, в стенках которой выполнены равномерно расположенные отверстия. К нижнему фланцу 8 корпуса прикреплена насадка 9, вводимая в полость пресс-формы 10 при вдуве в нее смеси. Для закрывания загрузочного окна 11 гильзы 7 после загрузки ее смесью служит крышка 12, приводимая в действие механизмом 13, расположенным над рабочим резервуаром 1. В верхней части головки закреплен выхлопной клапан 14. Над вдувным клапаном 6 расположена полость 15, а в выхлопном клапане 14 - полость 16. В крышке 5 равномерно по окружности выполнены отверстия 17 и кольцевой канал 18, служащие для подачи сжатого воздуха из ресивера 2 в полость 19, охватывающую гильзу 7. Насадка 9 снабжена кольцевым вдувным отверстием 20, служащим для прохождения смеси из гильзы 7 в рабочую полость 21 пресс-формы 10, которая снабжена вентиляционным кольцом 22 и регулируемым по высоте уплотнительным кольцом 23. В крышке 5 выполнен канал 24, служащий для сброса в атмосферу сжатого воздуха, оставщегося после выдува смеси из полости гильзы 7. Внутри гильзы 7 установлен сигнализатор 25 уровня, регулирующий загрузку смеси до заданного уровня. Выбор конструктивных размеров гильзы 7 обусловлен заданным отношением ее высоты к внутреннему диаметру, составляющим 5:1-6:1, при котором обеспечивается наиболее равномерное распределение смеси внутри пресс-формы. При таком соотношении H:d наблюдается рост плотности абразивного круга и значительно умеНьщается неравномерность распределения плотности по объему абразивного круга за счет снижения степени образования кратеров в столбе смеси и увеличения начальной скорости истечения абразивной смеси. Дальнейшее увеличение отношения высоты гильзы к ее внутреннему диаметру приводит к уменьшению плотности и ухудшению равномерности ее распределения. Это связано с тем, что в этом случае имеет место увеличение внешнего и внутреннего трения в столбе абразивной смеси. Уменьшение этого отношения при использовании материала с высокими показателями внутреннего трения и насыпного веса приводит к образованию кратеров и, как следствие, к неравномерному заполнению прессформы. Работа вдувной головки осуществляется следуюш,им образом. После подъема пресс-формы 10 и загрузки смеси через загрузочное окно 11 последнее закрывается крышкой 12, сжатый воздух из полости 15 над вдувным клапаном 6 сбрасывается, а в полость 16 выхлопного клапана 14 подается сжатый воздух, закрываюший сброс воздуха из гильзы 7. При этом вдувной клапан 6 поднимается, открывая проход сжатого воздуха из ресивера 2 через равномерно расположенные отверстия 17 и кольцевой канал 18 в кольцевую полость 19 обечайки 1. Пройдя через отверстия в стенках гильзы 7, сжатый воздух, воздействуя на смесь, выдувает ее из гильзы 7 через кольцевое вдувное отверстие 20 насадки 9 в рабочую полость 21 пресс-формы 10. При этом полесть 21 вентилируется через вентиляционное кольцо 22. Верхний торец пресс-формы 10 во время вдува смеси закрывается регулируемым по высоте уплотнительным кольцом 23. После окончания вдува смеси в полость 15 подается сжатый воздух и вдувной клапан 6 закрывает проход сжатого воздуха из ресивера 2 в полость 19. Одновременно сбрасывается сжатый воздух из полости 16 выхлопного клапана 14, открывая сброс оставшегося в гильзе 7 сжатого воздуха через канал 24 и выхлопной клапан 14 в атмосферу. После выполнения указанных операций заполненная смесью пресс-форма 10 опускается и передается на дальнейшие операции по изготовлению абразивного круга, а крышка 12 поднимается, открывая загрузочное окно 11 для очередной загрузки смеси в гильзу 7. Предлагаемая вдувная головка с отношением высоты гильзы к ее внутреннему диаметру 5:1-6:1 позволяет расширить технологические возможности вдувной головки и повысить качество абразивных кругов за счет равномерного заполнения пресс-формы смесью перед прессованием. Предлагаемая вдувная головка имеет преимушества перед базовой, содержащей гильзу, клапан дутья и ворошитель смеси, предназначенный для разрушения воздушных каналов и кратеров, образующихся в смеси в процессе заполнения пресс-формы. Преимущества предлагаемой головки перед базовой состоят в улучщении качества получаемых с ее помощью абразивных кругов, и следовательно, в значительном уменьщении брака кругов по дисбалансу и в увеличении срока .службы, что создает годовой экономический эффект от внедрения изобретения в размере 94,0 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Рабочий резервуар пескодувных машин | 1980 |
|
SU900942A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Рабочий резервуар для пескодувных машин | 1976 |
|
SU621449A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Способ изготовления литейных форм и стержней | 1976 |
|
SU582885A1 |
| Пескодувная машина | 1974 |
|
SU507395A1 |
| Пескодувная машина | 1977 |
|
SU944751A1 |
| Литейная машина | 1988 |
|
SU1526887A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
ВДУВНАЯ ГОЛОВКА ПЕСКОДУВНЫХ МАШИН, содержащая корпус с рабочим резервуаром и гильзой, в верхней части которого расположены загрузочное окно с механизмом закрытия, а в - насадка с вдувным отверстием, вдувной и выхлопной клапаны, отличающаяся тем, что, с целью расширения технологических возможностей и повышения качества абразивных кругов, соотношение высоты гильзы и ее внутреннего диаметра составляет 5-6:1. (Л О5 оо ел оо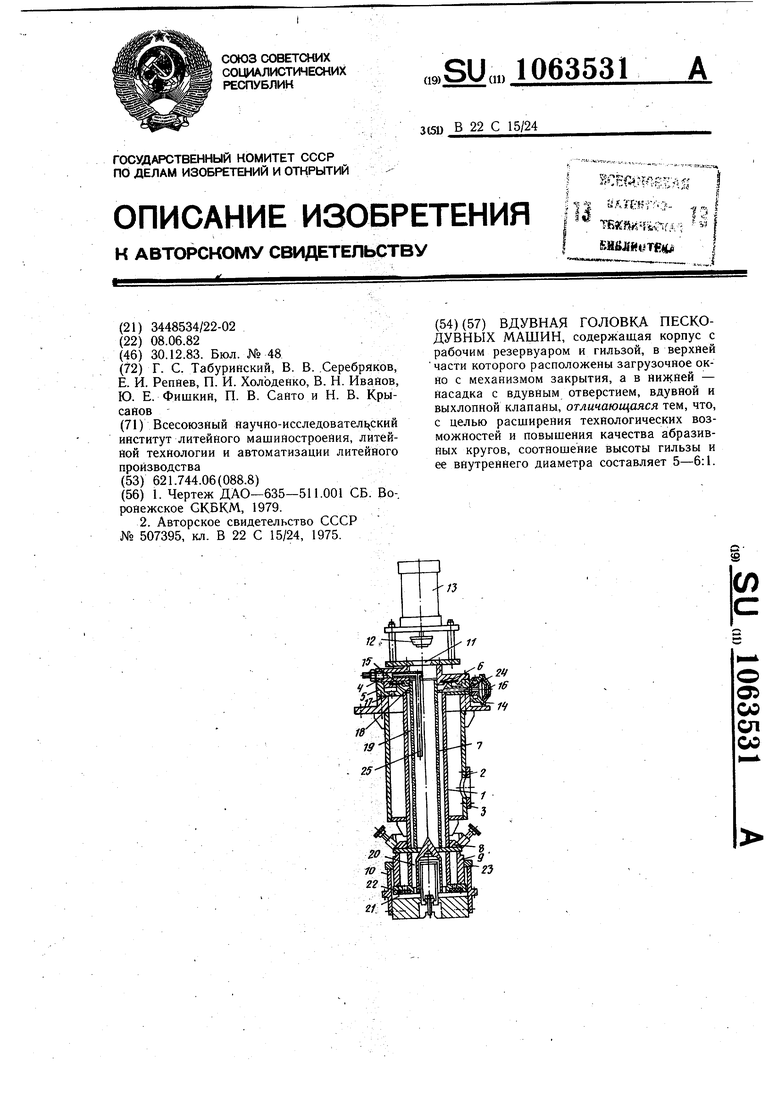
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР ДЛЯ ВОДЯНЫХ ТУРБИН | 1923 |
|
SU635A1 |
| Воронежское СКБКМ, 1979 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пескодувная машина | 1974 |
|
SU507395A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
