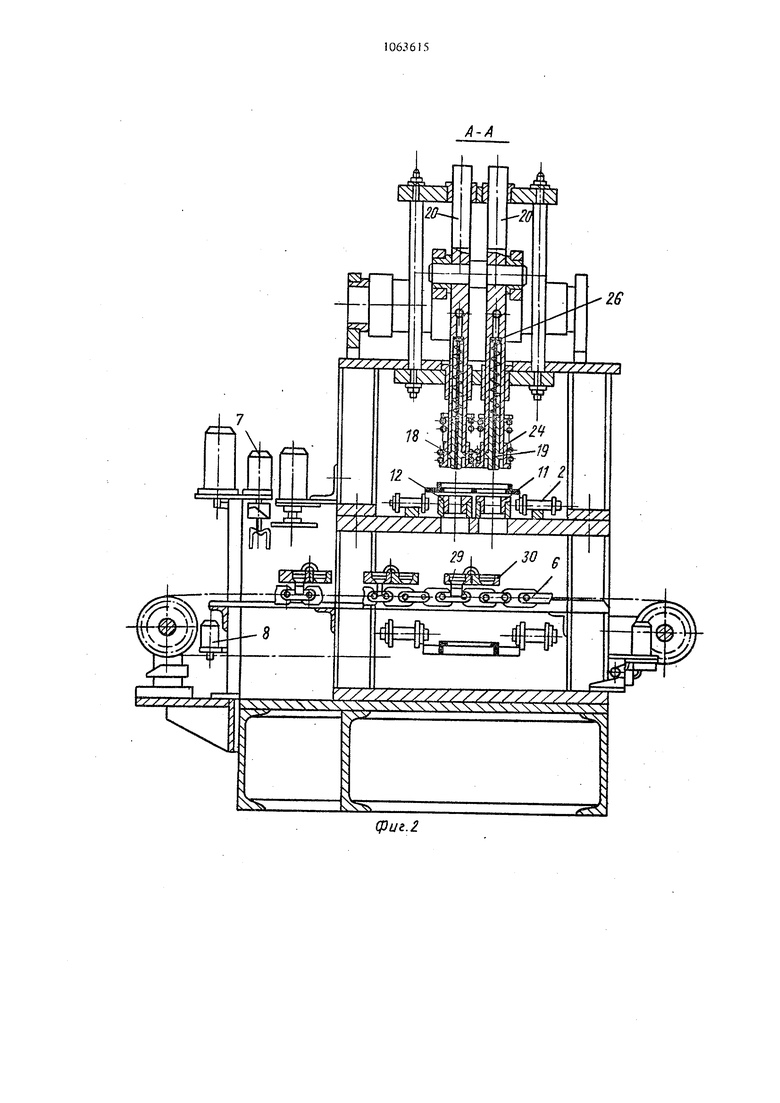
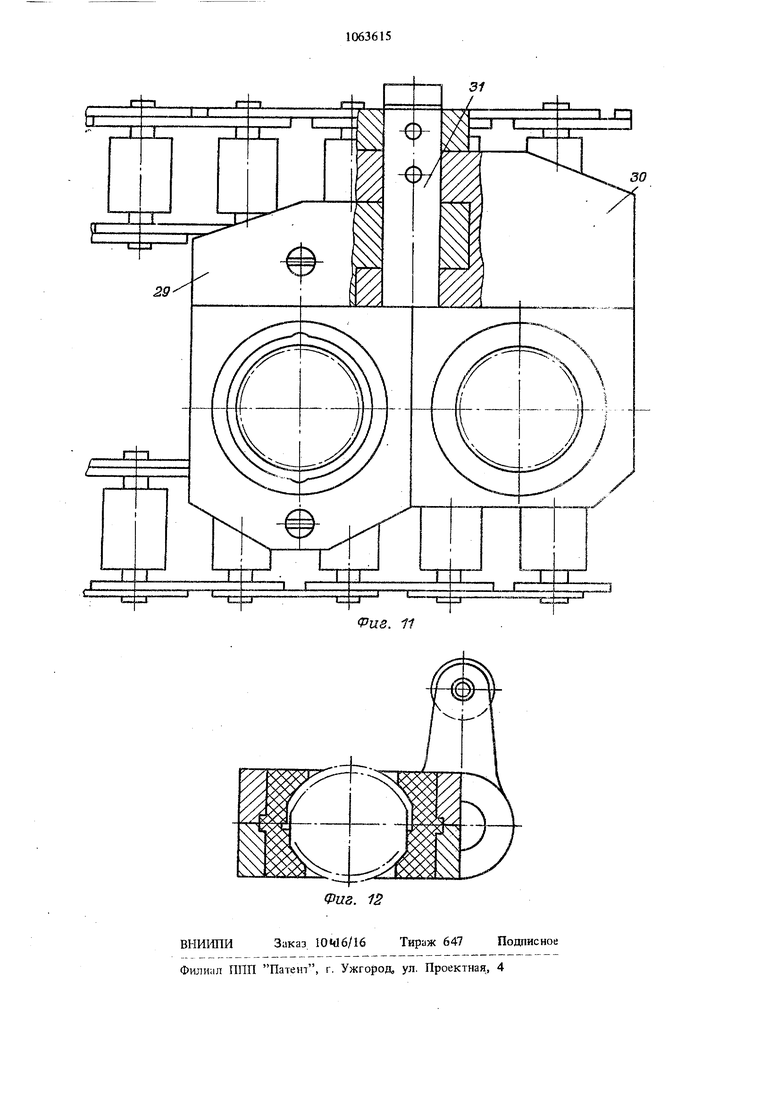
Изобретение относится к изготовлению иолых изделий из полимерных материалов путем формования листовых заготовок и соединения кромок сформованных заготовок скл иванием. Известно устройство для изготовления полых изделий из полимерных материалов, со, держащее зажимную плиту с выемкой и сварочные электроды 1, Недостаток известного устройства заключается в том, что оно не обеспечивает формование на нем заготовок полого изделия, для чего требуется отдельное устройство. Наиболее близким к предлагаемому является устройство для изготовления полых изделий из полимерных материалов, содержащее основание, механизм формования заготовок, механизм соединения сформованных заготовок, вьтолненный в виде двух шарнирно соединенных между собой створок, и привод 2. Недостатком указанного устройства является его невысокая производительность, так как поворотный стол, на котором смонтирюваны створки, имеет .только две рабочие позидии, в которых поочередно осуществляется формование заготовок и соединение их в изд лие. Кроме того, все операщш по формованию заготовок и соедине1шю их кромок осу ществляются в откидных корпусах (створках) что также удлиняет технологический цикл иЗ готовления изделия. Цель изобретения - повышение производи тельности устройства. Указанная цель достигается тем, что устройство для изготовления полых изделий из полимерных материалов, содержащее основание, механизм формования заготовок, механизм соединения кромок сформованных заготовок, выполненный в виде двух шарнирно соединенных между собой створок, и привод, снабжено смонтированным под механизмом ; формовашш заготовок конвейером пода1Ш заго товок в виде двух параллельных замкнутых в вертикальной плоскости цепей с размещенными между ними ложементами, установленными перпендикулярно к конвейеру подачи заготовок под его верхней ветвью ром отвода сформованных заготовок, замкнутым в вертикальной плоскости, на котором установлены створки механизма соединения кромок сформованных заготовок, причем механизм формования листовых заготовок выполнен в виде подвижных спаренных штоков с пуансонами, на наружной боковой поверх 1ости которых установлены подпружиненные прижимы, а внутри расположены штоки-перегружатели, соед1П{енные между собой осью, проходящей через прорези штоков, и матриц. закрепленных на основании между цепями верхней ветви конвейера подачи заготовок. Кроме того, прижимы механизма формования заготовок выполнены с , наружная поверхность которого закруглена, а внутренняя имеет острую кромку. Концы штоков перегружателей облидованы антиадгезионным материалом. Такое выполнение устройства обеспечивает непрерывное формование заготовок и соединение их кромок. На фиг, 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид в плане с разрезом; на фиг. 4 -- разрез Б-Б яа фиг. 3; нз фиг. 5нагреватель; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - мехапиз; удаления облоя с ложементов; на фиг. 3 - механизм формования заготовок в период выталкивагшя уже сформованных заготовок; на фиг. 9 нижнее положение пуансона механизма форме вания заготовок; на фиг. Ш - створки механизма соединения кромок сформованных заготовок в разсмкнутом состоянии, вид сбоку; на фиг. И - то же, вид сверху; фиг. 12 - створки в СОМК;гутОМ СОСТОЯШИ5. Устройство для изготовления полых изделий из полимерных материалов содержит о нование 1, коггвейер 2 подачн заготовок, ламповый нагреватель 3, механизм 4 формовани. заготовок, кулачково-рьгчажный механизм 5, конвейер 6 отвода сформованных заготовок, устройство 7 подачи клеющего состава и механизм 8 выгрузки склеенных заготовок и злектродвигатель 9. Конвейер 2 подачи заготовок состоит из двух параллельных, замкнутых в вертикальной плоскости цепей, между которыми закреплены ложементы 10, , предназначенные для уклад-, ки на них заготовок. , Ложементы имеют два отверстия Д/1Я прохода пуансонов при формовании. Между цепями верхней ветви конвейера 2 подачи заготовок на раме основа1шя 1 стационарно установлены матрицы 11 и 12 механизма формования заготовок. Нагреватель 3 состоит из Kopiryta 13 в нижней части которого закреплены отражатели 14. В фокусе отражателей установлен кварцевь с галогенные лампы 15, закрепленные в подпружиненных контактах 16. К корпусу 13 прикреплены стенки 17, образуя под лампами тепловую камеру, через которую проходят ложементы с заготовками. Механизм 4 формова1шя заготовок смонтирован над конвейером 8 и включает также подвижные спаренные пуансоны 18 и 19, закрепленные на штоках 20. Штоки 20, установленные в направляющих и соединенные между собой осью 21, на которой посажены сухари 22, взаимодействуют через двуплешй рычаг 23 с, кулачково-рычамшым механизмол i;a наружной боковой поверхности пуансонов 18 и 19 установлены подпружиненные прижимы 24, имеюаше фланец 25, наружная поверхность ко торого закруглена, т.е. имеет радиус не менее 1,6-2,0 мм, а внутренняя имеет острую кром ку для снятия облоя с пуансона при его возврате в верхнее положение. В -гутри пуансонов установлены штоки-перегружатели 26, соединенные между собой осью 27, проходящей через прорези штоков 20, которая взаимодействует через двуплечий рьиаг 28 с кулачково-рычажным механизмом, посредством которого осуществляется возвратно-поступательное движение, обеспевдваюшее перегрузку сформованных заготовок (полусфер). Концы штоков-перегружателей 26 облицованы антиадгезионньгм материалом. Конвейер б отвода сформованных заготовок установлен перпендикулярно к конвейеру 2 подачи заготовок под его верхней ветвью и выполнен в виде двух параллельных замкнутых в вертикальной гшоскости цепей. На коныейере 6 отвода сформованных заготовок смонтирован механизм соеданения кромок сформованных заготовок, выполненный в виде двух шарнирно соед1шенных между собой створок 29 и 30, одна из которых 29 для нижней полусферы закреплена на цепи конвейера б, а вторал 30для верхней полусферы закреплена на оси 3, установленной в створке 29. На оси 31закреплен также рычаг 32 с роликом 33 которьп { при движении цепи конвейеров наез жает на копир (не показан) и поворачивает створку 30 на 180°. Створка 29 для нижней полусферы имеет круговую канавку 34 для клеющего состава. На одной из позиций конвейера 6 установлено устройство 7 подачи клеющего состава. Кулачково-рычажный механизм 5 включает кулачок 35, взаимодействующий через систему рычагов 36, тягу 37, двуплечий рьиаг 23, соединенный посредством сухаря 22 со штоками 20. Привод устройству осуществляется от электродвигателя 9 через клиноременную передачу 38, редуктор 39, предохранительную 6154 муфту 40 на кулачковый вал 41, На валу установлены кулачок 35 и поводок 42, который находится в зацеплении с мальтийским крестом 43, установленным на приводном валу 44 конвейера подачи заготовок, обеспечивающим конвейеру прерьгеистое дви-xe.iiie, а через цилиндрические шестерни 45 к 46 и коншйские шестерни 47 и 48 приводному валу 49 конвейера б отвода сформованных заготовок. Устройство содержит также установленный на валу диск 50 с закрепленной на нем ворсой для извлечения облоя из ложементов. Устройство работает следующим образом. Заготовки укладываются в ложементы 10 конвейера 2, проходят под нагревателем 3, размягчаются и поступают в зону формования между матрицами П и 12 и пуансонов 18 и 19. Затем при опускании штоков 20, на которых установлены пуансоны 18 и 19 и подпруж11неннь е прижимы 24, происходит прижатие заготовок к матрице, после чего пуансон своей сферой увлекают заготовку в матрицы (каждый в свою), образуют полусферы 51 и 52. Режущая кромка которая имеется на пуансонах, отрезает полусферы от заготовки. Штоки с пуансонами останавливаются в нижнем положении, как показано на фиг. 9, а штоки-перегружатели 26 продолжают двигаться,увлекают полусферы, и укладывают их в гнезда створок. Затем штоки-перегружатели и штоки с пуансонами возвращаются в исходное положение. Прижимы держат облой 53 до тех пор, пока пуансоны не выйдут из матриц,,, после чего прижимы поднимаются, облой в ложементах отводится и выгружается. Полусферы уложенные в створки 29 и -30, закрепленные на конвейере 6, подаются на позицию подачи клеющего состава, затем части створок замыкаются, происходит соединение верхней полусферы с нижней. Далее при движении происходит размыкание створок и извлечение готового изделия. Предлагаемое устройство обеспечивает непрерывное изготовление полых изделий с равномерной толщиной стенки.
фиг.1
Ч
:
(Риг. 2 

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования полых изделий из полимерных материалов | 1983 |
|
SU1171332A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ КОЛЬЦЕОБРАЗНЫХ ТЕСТОВЫХ ЗАГОТОВОК | 1966 |
|
SU212902A1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ В НИХ ШТУЧНЫХ ИЗДЕЛИЙ ГРУППАМИ | 1965 |
|
SU172673A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛАП КУЛЬТИВАТОРА | 1972 |
|
SU354966A1 |
| Устройство для получения изделий из листового винипласта | 1960 |
|
SU139075A1 |
| Устройство для подачи на шпалы подкладок | 1989 |
|
SU1670024A1 |
| Устройство для сборки петель | 1990 |
|
SU1731573A1 |







1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащее основание, механизм формования заготовок, механизм соединения кромок сформованных заготовок, выполненных в виде двух шарнирно соединенных между собой створок, и привод, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено смонтированным под механизмом сЬор1иования заготовок конвейером подачи заготовок в виде двух параллельных замкнутых в вертикальной плоскости цепей с размеще15ными между ними ложементами, становленными перпендикулярно к конвейеру подачи заготовок под его верхней ветвью конвейером отвода сформованных заготовок, замкнутым в вертикальной плоскости, на котором установлены створки механизма соединения кромок сформованных заготовок, причем механизм формования листовых заготовок выполнен в виде подвижных спаренных штоков с пуансонами, на наружной боковой поверхности которых установлены подпружиненные прижимы, а внутри расположены штоки-перегружатели, соединенные между собой осью, проходяидей через прорези штоков, и матриц, закрепленных на основании между цепями верхней ветви конвейера подачи заготовок. 2.Устройство по п. 1, о т ли ч а ю щ е(О е с я тем, что прижимы механизма формо(Л вания заготовок выполнены с фланцем, наружная поверхность которого закруглена, а внутренняя имеет острую кромку, 3.Устройство по п. 1, отличающее с я тем, что концы иггоков перегружателей облицованы антиадгезионным материалом. О5 00 05
Pi/s. 7 S5 Фш, 8
2ft
/8
Фиг. Q
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абсорбент для очистки газов от сероводорода | 1987 |
|
SU1604432A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления заготовок полых полимерных изделий | 1973 |
|
SU503728A1 |
| Солесос | 1922 |
|
SU29A1 |
