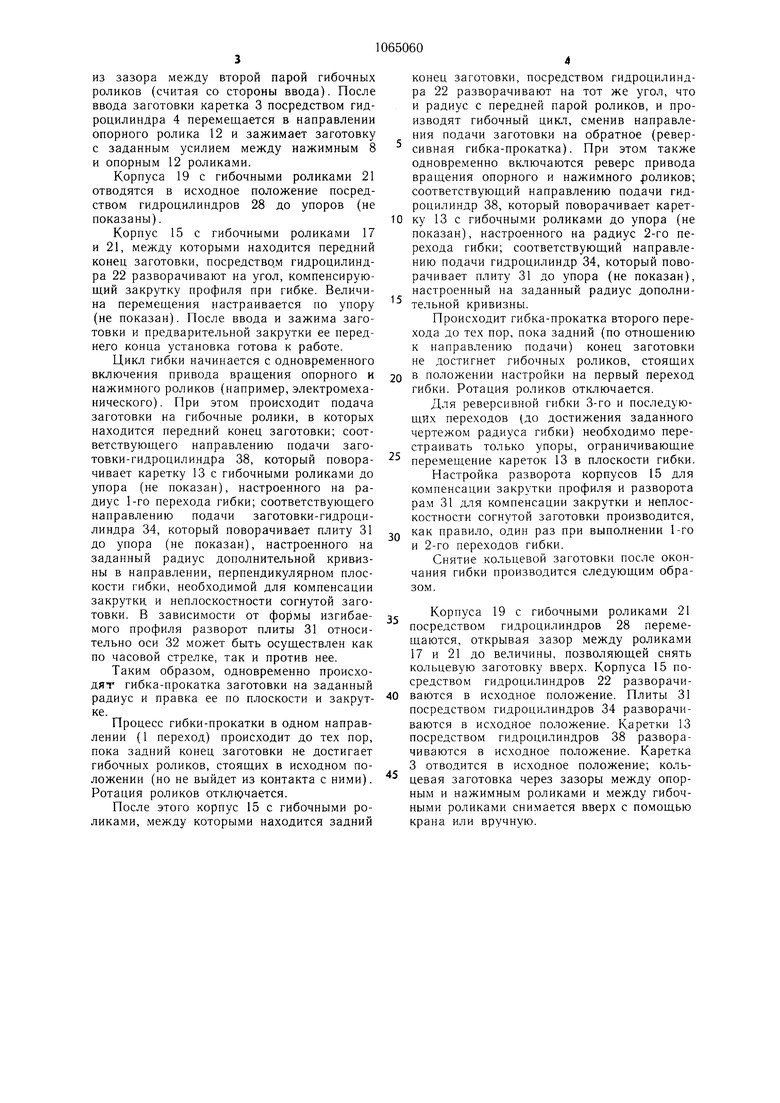
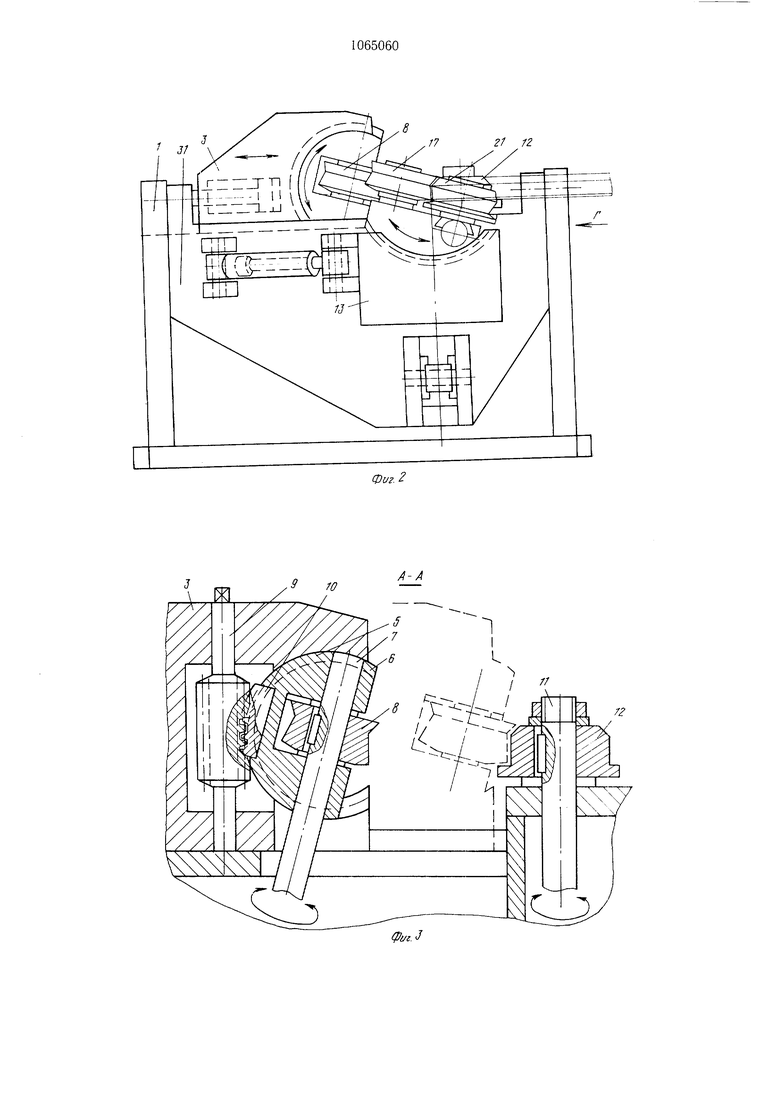
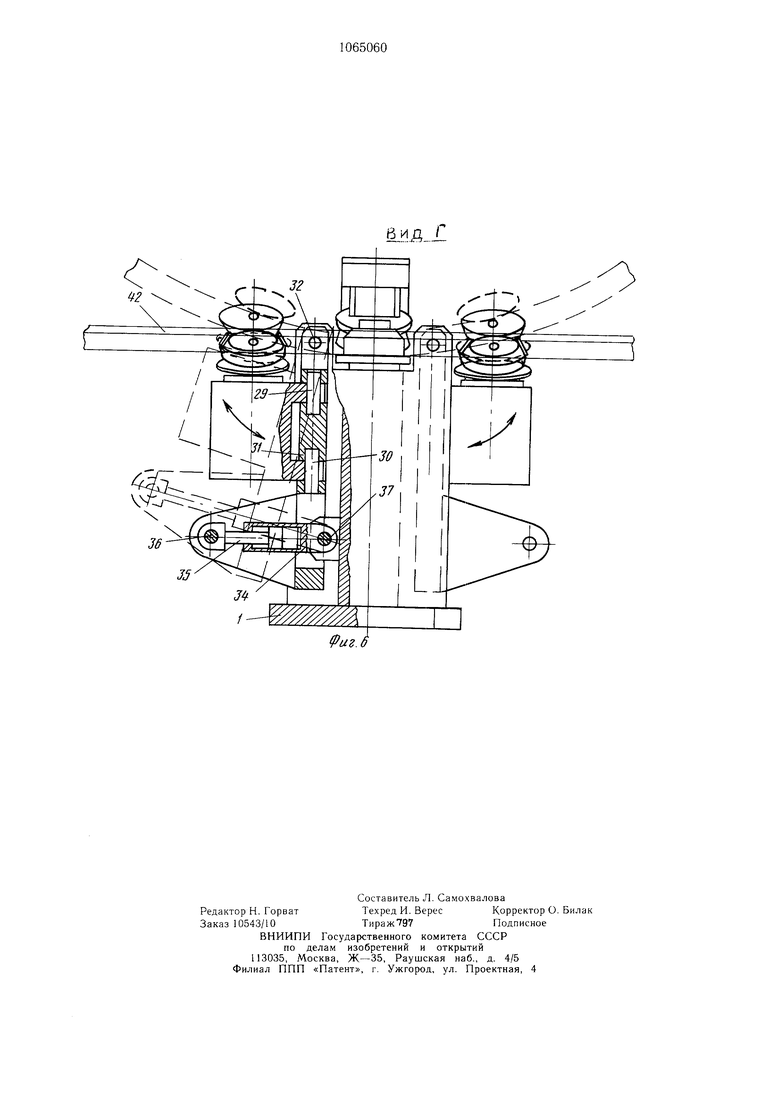
Изобретение относится к обработке металлов давлением, в частности к формообразованию профилей методом гибки-прокатки в роликах. Известнх) устройство для гибки профилей гибкой-прокаткой, содержащее станину, на которой смонтированы опорный ролик, каретки с нажимным роликом, размещенным напротив опорного ролика, и два гибочных ролика, расположенных по обе стороны от ; ажимного ролика в соответствующих корпусах на каретках, каждая из которых установлена с возможностью перемещения в плоскости гибки и в плоскости, перпендикулярной к ней, а корпус каждого гибочного ролика закреплен с возможностью поворота в плоскости, перпендикулярной к плоскости гибки вокруг оси, параллельной плоскости гибки 1. Недостатком известного устройства является низкое качество несимметричных профилей вследствие неизбежной закрутки, возникающей при гибке таких профилей, а также неплос-костности профилей. Цель изобретения - повышение качества изготовляемых профилей за счет предупреждения потери устойчивости элементов профиля. Поставленная цель достигается тем, что устройство для гибки несимметричных профилей гибкой-прокаткой, содержащее станину, на которой смонтированы опорный ролик, каретка с нажимным роликом, размещенным напротив опорного ролика, и два гибочных ролика, расположенные по обе стороны от нажимного ролика в соответствующих корпусах на каретках, каждая из которых установлена с возможностью перемещения в плоскости гибки, а корпус каждого гибочного ролика закреплен на каретке с возможностью поворота в плоскости, перпендикулярной к плоскости гибки, снабжено двумя дополнительными гибочными роликами, установленными по обе стороны от опорного ролика напротив гибочных роликов на их каретках, и плитами, поворотными в плоскости, перпендикулярной плоскости гибки, нажимной ролик снабжен корпусом и установлен с возможностью поворота вместе с этим корпусом в плоскости, перпендикулярной плоскости гибки, а каретки гибочного ролика установлены на плитах. На фиг. 1 показано предлагаемое устройство, вид сверху; на фиг. 2 - то же. вид спереди; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - вид Г на фиг. 2. Станина 1 имеет направляющие 2, на которых установлены с возможностью пере мещения каретка 3. Перемещение каретки осуществляется от гидроцилиндра 4. На каретке 3 с возможностью поворота в цилиндрических направляющих 5 смонтирован корпус 6, в котором на валу 7 установлен нажимной ролик 8. Разворот корпуса с нажимным роликом осуществляется посредством червяка 9, закрепленного в каретке и находящегося в зацеплении с сектором червячного колеса 10, закрепленным на корпусе. На валу 11, расположенном на станине 1, смонтирован опорный ролик 12. Устройство включает два гибочных узла, каждый из которых состоит из каретки 13, имеющей цилиндрические направляющие 14. в которых смонтирован с возможностью разворота корпус 15, несущий ось 16 наружного гибочного ролика 17. В направляющих 18 корпуса 15 размещен корпус 19, несущая ось 20 внутреннего гибочного ролика 21. Разворот корпуса 15 производится от гидроцилиндра 22, на котором закреплена зубчатая рейка 23, входящая в зацепление с зубча гым сектором 24, закрепленным на корпусе 15. Шток 25 гидроцилиндра 22 закреплен в каретке 13. К корпусу 19 крепится щток 26 гидроцилиндра 27 который с помощью кронштейна 28 прикреплен к корпусу 15. Каждая каретка 13 гибочных роликов посредством осей 29 и 30 установлена с возможностью поворота на плите 31, которая в свою очередь с помощью осей 32 и 33 смонтирована с возможностью поворота на станине 1. Линии осей 29-30 и осей 3233 находятся посередине между линией осей опорного и нажимного роликов и линией осей гибочных роликов. Разворот плиты 31 в плоскости, перпендикулярной плоскости гибки, производится от гидроцилиндра 34, шток которого 35 посредством оси 36 крепится к плите, а сам гидроцилиндр посредством оси 37 прикреплен к станине. Разворот каретки 13 в плоскости гибки производится от гидроцилиндра 38, шток которого 39 посредством оси 40 прикреплен к каретке 13, а сам гидроцилиндр посредством оси 41 - к плите 31. Устройство работает следующим обра зом. Перед началом гибки каретка 3, обе плиты 31 и каретки гибочных роликов 13 находятся в исходном положении (как показано на фиг. 1, 2, 6). Корпус 6 с нажимным роликом 8, оба корпуса 15 и 19 с гибочными роликами 17 и 21 развернуты и находятся в исходном положении (как показано на фиг. 3, 4, 5). В зазоры между обеими парами гибочных роликов 17 и 21 вводится прямолинейная заготовка 42 (для удобства ввода заготовки зазор между роликами 17 и 21 может быть немного увеличен за счет перемещения корпусов 19 посредством гидроцилиндров 28). Заготовка вводится таким образом, чтобы передний ее конец немного выходил
из зазора между второй парой гибочных роликов (считая со стороны ввода). После ввода заготовки каретка 3 посредством гидроцилиндра 4 перемещается в направлении опорного ролика 12 и зажимает заготовку с заданным усилием между нажимным 8 и опорным 12 роликами.
Корпуса 19 с гибочными роликами 21 отводятся в исходное положение посредством гидроцилиндров 28 до упоров (не показаны).
Корпус 15 с гибочными роликами 17 и 21, между которыми находится передний конец заготовки, посредством гидроцилиндра 22 разворачивают на угол, компенсирующий закрутку профиля при гибке. Величина перемещения настраивается по упору (не показан). После ввода и зажима заготовки и предварительной закрутки ее переднего конца установка готова к работе.
Пнкл гибки начинается с одновременного включения привода вращения опорного и нажимного роликов (например, электромеханического). При этом происходит подача заготовки на гибочные ролики, в которых находится передний конец заготовки; соответствующего направлению подачи заготовки-гидроцилиндра 38, который поворачивает каретку 13 с гибочными роликами до упора (не показан), настроенного на радиус 1-го перехода гибки; соответствующего направлению подачи заготовки-гидроцилиндра 34, который поворачивает плиту 31 до упора (не показан), настроенного на заданный радиус дополнительной кривизны в направлении, перпендикулярном плоскости гибки, необходимой для компенсации закрутки, и неплоскостности согнутой заготовки. В зависимости от формы изгибаемого профиля разворот плиты 31 относительно оси 32 может быть осуществлен как по часовой стрелке, так и против нее.
Таким образом, одновременно происходят гибка-прокатка заготовки на заданный радиус и правка ее по плоскости и закрутке.
Процесс гибки-прокатки в одном направлении (1 переход) происходит до тех пор, пока задний конец заготовки не достигает гибочных роликов, стоящих в исходном положении (но не выйдет из контакта с ними). Ротация роликов отклк чается.
После этого корпус 15 с гибочными роликами, между которыми находится задний
конец заготовки, посредством гидроцилиндра 22 разворачивают на тот же угол, что и радиус с передней парой роликов, и производят гибочный , сменив направления подачи заготовки на обратное (ревер сивная гибка-прокатка). При этом также одновременно включаются реверс привода вращения опорного и нажимного роликов; соответствующий направлению подачи гидроцилиндр 38, который поворачивает карет0 ку 13 с гибочными роликами до упора (не показан), настроенного на радиус 2-го перехода гибки; соответствующий направлению подачи гидроцилиндр 34, который поворачивает плиту 31 до упора (не показан), настроенный на заданный радиус дополнительной кривизны.
Происходит гибка-прокатка второго перехода до тех пор, пока задний (по отнощению к направлению подачи) конец заготовки не достигнет гибочных роликов, стоящих 0 в положении настройки на первый переход гибки. Ротация роликов отключается.
Для реверсивной гибки 3-го и последующих переходов (до достижения заданного чертежом радиуса гибки) необходимо перестраивать только упоры, ограничивающие перемещение кареток 13 в плоскости гибки.
Настройка разворота корпусов 15 для компенсации закрутки профиля и разворота рам 31 для компенсации закрутки и неплоскостности согнутой заготовки производится, ,. как правило, один раз при выполнении 1-го и 2-го переходов гибки.
Снятие кольцевой заготовки после окончания гибки производится следующим образом.
Корпуса 19 с гибочными роликами 21 посредством гидроцилиндров 28 перемещаются, открывая зазор между роликами 17 и 21 до величины, позволяющей снять кольцевую заготовку вверх. Корпуса 15 посредством гидроцилиндров 22 разворачи0 ваются в исходное положение. Плиты 31 посредством гидроцилиндров 34 разворачиваются в исходное положение. Каретки 13 посредством гидроцилиндров 38 разворачиваются в исходное положение. Каретка 3 отводится в исходное положение; коль цевая заготовка через зазоры между опорным и нажимным роликами и между гибочными роликами снимается вверх с помощью крана или вручную. f/ /f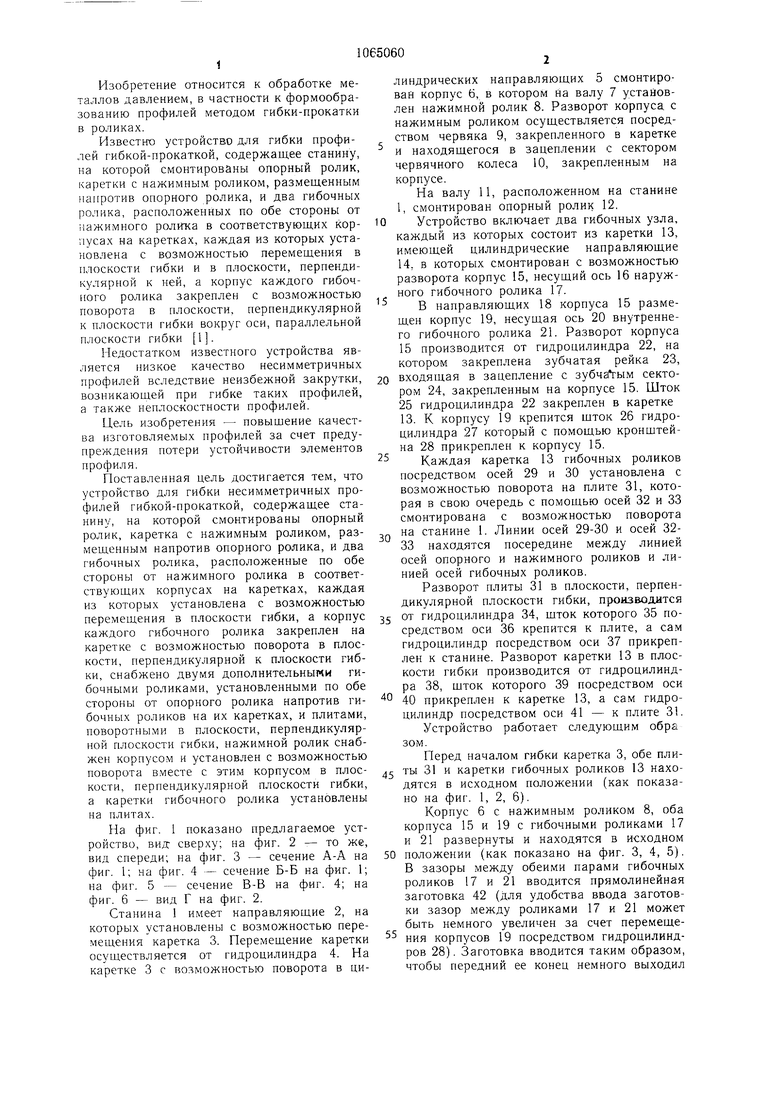
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки сортового металла | 1979 |
|
SU792669A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Устройство для гибки заготовок | 1987 |
|
SU1532125A1 |
| Устройство для гибки обкаткой | 1990 |
|
SU1729657A2 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБ | 2016 |
|
RU2622197C1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
УСТРОЙСТВО ДЛЯ ГИБКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ гибкойпрокаткой, содержащее станину, на которой С1монтированы опорный ролик, каретка с нажимным ролико.м, размещенным напротив опорного ролика, и два гибочных ролика, расположенных по обе стороны от нажимного ролика в соответствующих корпусах на каретках, каждая из которых установлена с возможностью перемещения в 38 плоскости гибки, а корпус каждого гибочного ролика закреплен на каретке с возможностью поворота в плоскости, перпендикулярной к плоскости гибки, отличающееся тем, что, с целью повыщения качества изготовляемых профилей за счет предупреждения потери устойчивости элементов профиля, оно снабжено двумя дополнительными гибочными роликами, установленными по обе стороны от опорного ролика напротив гибочных роликов, на их каретках, и плитами, поворотными в плоскости, перпендикулярной плоскости гибки, нажи.мной ролик снабжен корпусо.м и установлен с возможностью поворота вместе с этим корпусом в плоскости, перпендикулярной плоскости гибки, а каретки гибочного ролика установлены на плитах. s. (Л Oi ел о О5 32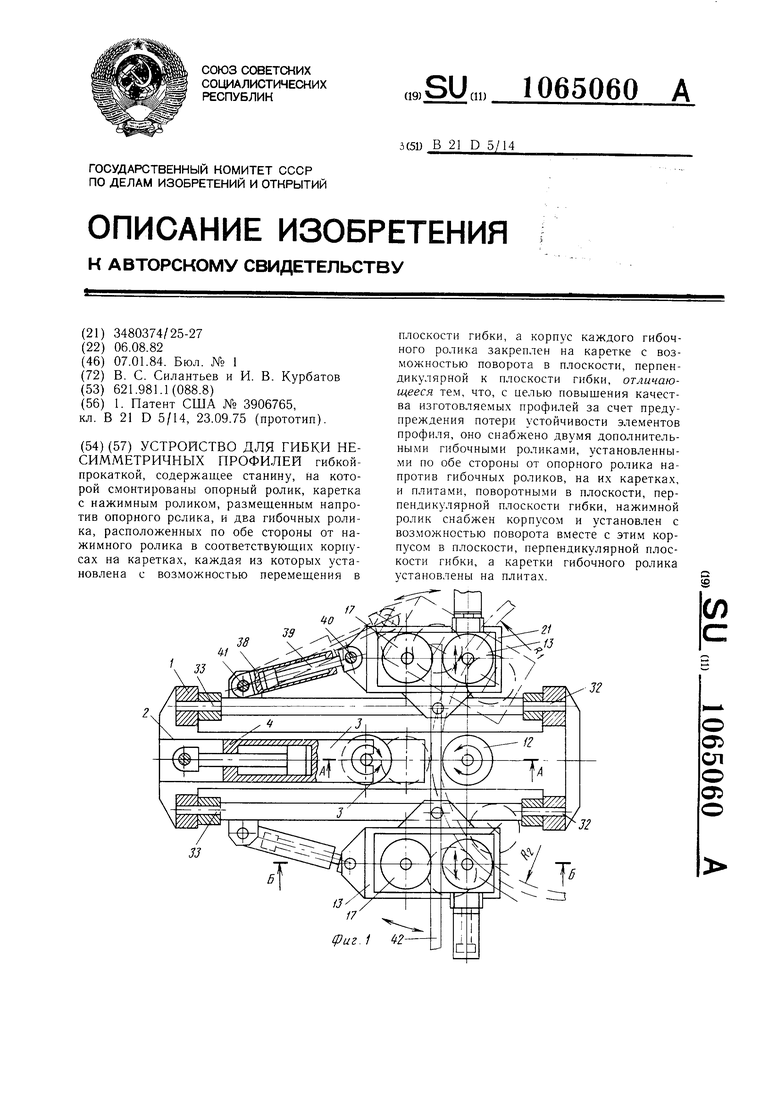
A-A
Фuг.J
Фиг.
С
27
Й.У,Д-.-С
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3906765, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
