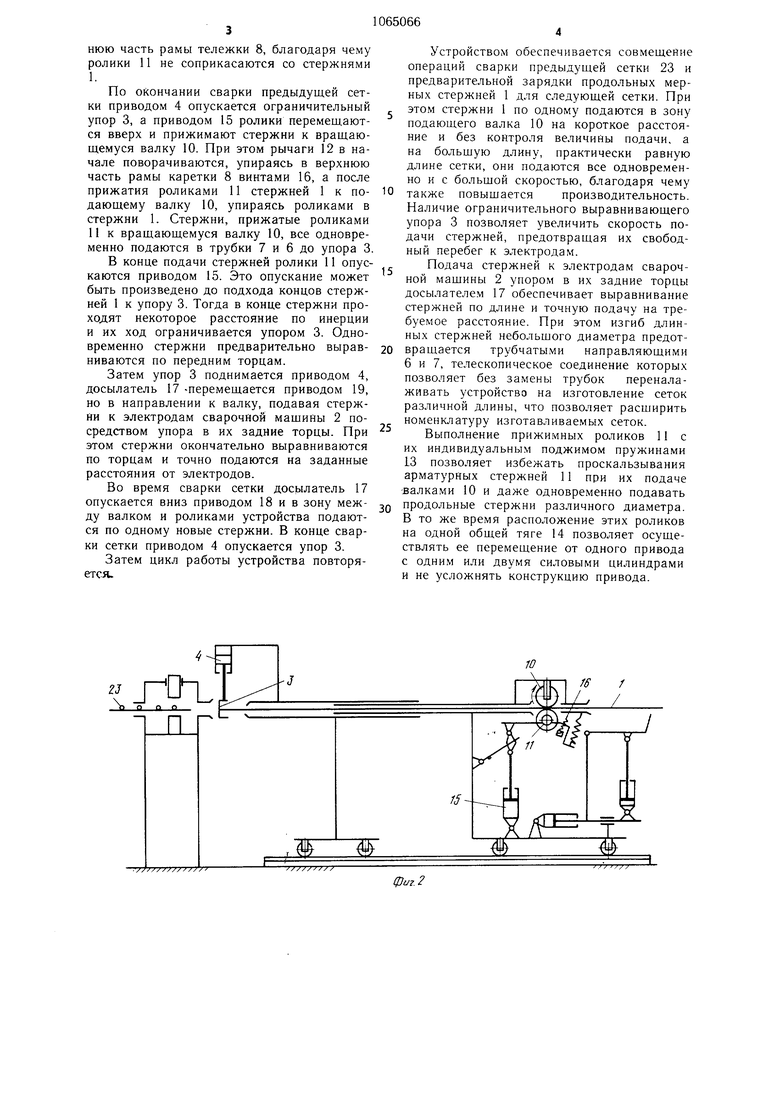
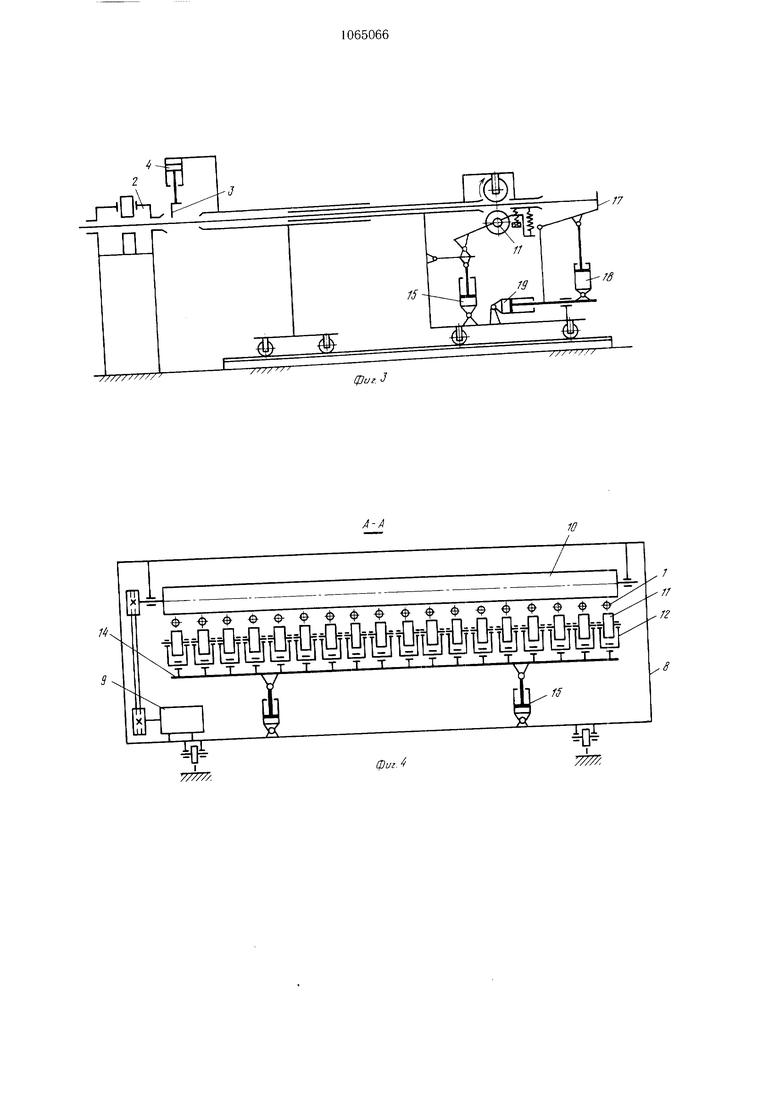
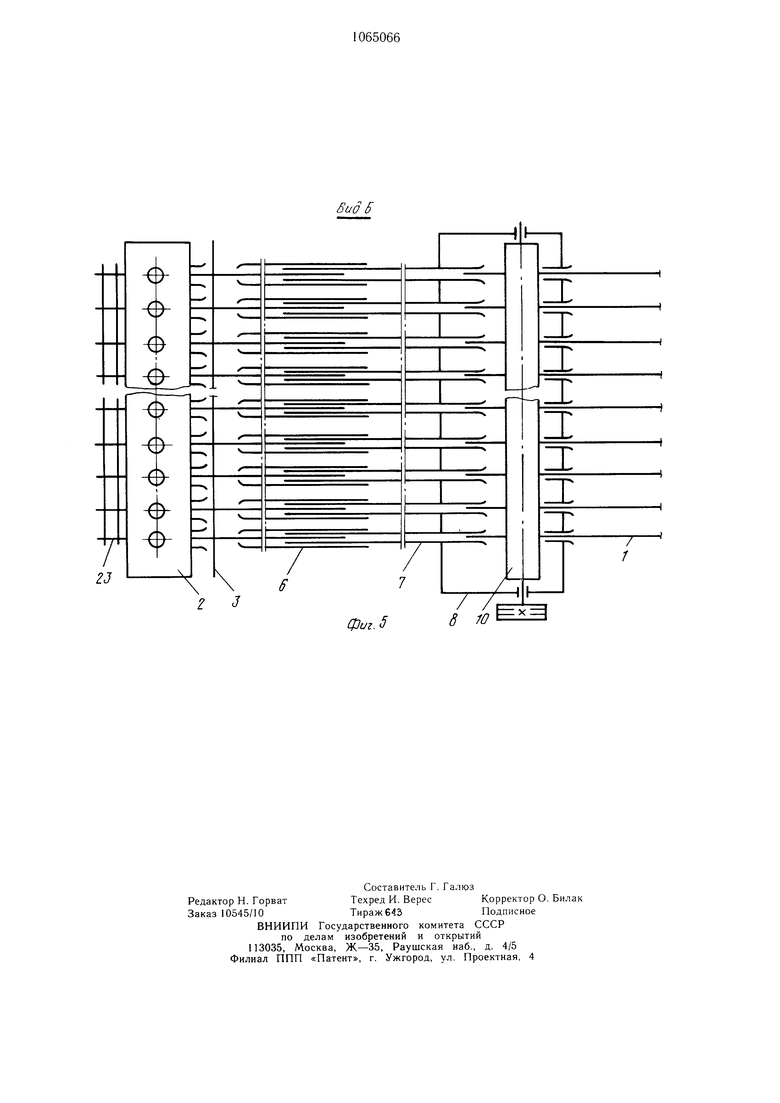
Изобретение относится к изготовлению арматурных стейок для железобетона, а именно для подачи продольных мерных стержней в многоточечную машину для контактной сварки этих сеток. Известно устройство, включающее в себя тележку с поворотным от копира валом, на котором расположены два ряда выступов, которыми продольные стержнкг подаются по рольгангу в сварочную машину посредством упора в их торцы и перемеш.ению тележки 1. Однако данное устройство не решает вопроса совмешения во времени операций сварки предыдущей сетки и подачи стержней последуюш,ей сетки в зону перед сварочной машиной, что снижает, его производительность. Отсутствие направляюш.их для продольных стержней не позволяет подавать длинные стержни малого диаметра вследствие их изгиба при упоре в задние торцы. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для подачи продольных стержней к машине для сварки сеток, содержащее размещенную на станине перед сварочной мащиной по ходу сетки приводную тележку с направляющими и поворотным ограничительным упором 2 Недостатком этого устройства является подача стержней разной длины под электроды валками, что не гарантирует точности подвода концов стержней по длине к электродам вследствие возможности проскальзывания стержней между валками, что усугубляется выполнением прижимного валка сплошным. Выполнение направляющих трубок цельными требует их замены при переходе на изготовление сеток иной длины. Цель изобретения - повышение точности подачи стержней и расширение номенклатуры изготавливаемых сеток. Указанная цель достигается тем, что устройство для подачи продольных стержней к мащине для сварки сеток содержит раз мещенные на стайине перед сварочной машиной по ходу сетки приводную тележку с направляющими и поворотным ограничительным упором, снабжено установленной перед приводной тележкой по ходу подачи сетки подающей кареткой с подающим узлом и установленными по обе стороны от подающего узла направляющими и приводным досылателем, закрепленным на каретке перед подающим узлом со стороны подачи сетки, при этом направляющие тележки и каретки телескопически соединены между собой, а подающий узел выполнен в виде приводного валка и отдельных прижимных подпружиненных роликов, объединенных общей приводной тягой. На фиг. 1 изображено предлагаемое устройство в момент подачи продольных стержней к валкам; на фиг. 2 - то же, в момент подачи стержней валками до ограничительного выравнивающего упора; на фиг. 3 - то же, в момент подачи стержней досылающей планкой к электродам сварочной машины; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - вид Б на фиг. 1. Устройство для подачи продольных стержней 1 к сварочной мащине 2 содержит выравнивающий ограничительный упор 3, имеющий возможность перемещения в вертикальном направлении от привода в виде силового цилиндра 4, закрепленного на тележке 5, на которой закреплены также трубчатые направляющие 6 для стержней. С направляющими 6 телескопически соединены направляющие 7, смонтированные на каретке 8, на которой также установлены приводной от привода 9 валок 10 и прижимные ролики 11, свободно сидящие на осях. Каждый прижимной ролик 11 уста новлен на своем отдельном рычаге 12, конец которого соединен пружиной 13 растяжения с верхней частью рамы тележки 8, а противоположный конец рычага соединен с тягой 14 шарнирно. Тяга 14 соединена с кареткой 8 также шарнирно и имеет возможность поворота от привода в виде силовых цилиндров 15. Для ограничения приближения роликов 11 к приводному „ стержню 1 предусмотрен регулировочный в-инт 16, установленный на рычаге 12. На каретке 8 смонтирован досылатель 17, шарнирно соединенный со щтоком силового цилиндра 18 для его подъема и опускания поворотом в вертикальном Направлении и со штоком силового цилин-дра 19 для его перемещения в горизонтальном направлении. Каретка 8 и тележка 5 установлены соответственно при помощи катков 20 и 21 на рельсовый путь 22 и могут перемещаться по нему вручную или от привода. Устройство работает следующим образом. В зависимости от вида и длины изготовляемых сеток перемещением по рельсовому пути 22 устанавливается тележка 5 и каретка 8. При этом направляющие 7 вдвигаются в направляющие 6 или выдвигаются из них. Такая наладка устройства производится при переходе на изготовление партии сеток иного типа. Во время сварки предыдущей сетки 23 рабочий подает по одному продольные стержни 1 в зону между подающим валком 10 и прижимными роликами 11. При этом прижимные ролики 11 опущены приводом 15, а досылатель 17 опущен ниже стержней приводом 18. Поворот рычагов 12 с роликами 11 ограничивается упором винтов 16 в верхнюю часть рамы тележки 8, благодаря чему ролики 11 не соприкасаются со стержнями
По окончании сварки предыдущей сетки приводом 4 опускается ограничительный упор 3, а приводом 15 ролики перемещаются вверх и прижимают стержни к вращающемуся валку 10. При этом рычаги 12 в начале поворачиваются, упираясь в верхнюю часть рамы каретки 8 винтами 16, а после прижатия роликами 11 стержней 1 к подающему валку 10, упираясь роликами в стержни 1. Стержни, прижатые роликами 11 к вращающемуся валку 10, все одновременно подаются в трубки 7 и 6 до упора 3.
В конце подачи стержней ролики 11 опускаются приводом 15. Это опускание может быть произведено до подхода концов стержней 1 к упору 3. Тогда в конце стержни проходят некоторое расстояние по инерции и их ход ограничивается упором 3. Одновременно стержни предварительно выравниваются по передним торцам.
Затем упор 3 поднимается приводом 4, досылатель 17 -перемещается приводом 19, но в направлении к валку, подавая стержни к электродам сварочной мащины 2 посредством упора в их задние торцы. При этом стержни окончательно выравниваются по торцам и точно подаются на заданные расстояния от электродов.
Во время сварки сетки досылатель 17 опускается вниз приводом 18 и в зону между валком и роликами устройства подаются по одному новые стержни. В конце сварки сетки приводом 4 опускается упор 3.
Затем цикл работы устройства повторяется.
Устройством обеспечивается совмещение операций сварки предыдущей сетки 23 и предварительной зарядки продольных мерных стержней 1 для следующей сетки. При этом стержни 1 по одному подаются в зону подающего валка 10 на короткое расстояние и без контроля величины подачи, а на больщую длину, практически равную длине сетки, они подаются все одновременно и с больщой скоростью, благодаря чему также повыщается производительность. Наличие ограничительного выравнивающего упора 3 позволяет увеличить скорость подачи стержней, предотвращая их свободный перебег к электродам.
Подача стержней к электродам сварочной мащины 2 упором в их задние торцы досылателем 17 обеспечивает выравнивание стержней по длине и точную подачу на требуемое расстояние. При этом изгиб длинных стержней небольщого диа.метра предотвращается трубчатыми направляющими 6 и 7, телескопическое соединение которых позволяет без замены трубок переналаживать устройство на изготовление сеток различной длины, что позволяет расщирить номенклатуру изготавливаемых сеток.
Выполнение прижимных роликов 11 с их индивидуальным поджимом пружинами 13 позволяет избежать проскальзывания арматурных стержней 11 при их подаче -валками 10 и даже одновременно подавать продольные стержни различного диаметра. В то же время расположение этих роликов на одной общей тяге 14 позволяет осуществлять ее перемещение от одного привода с одним или двумя силовыми цилиндрами и не усложнять конструкцию привода.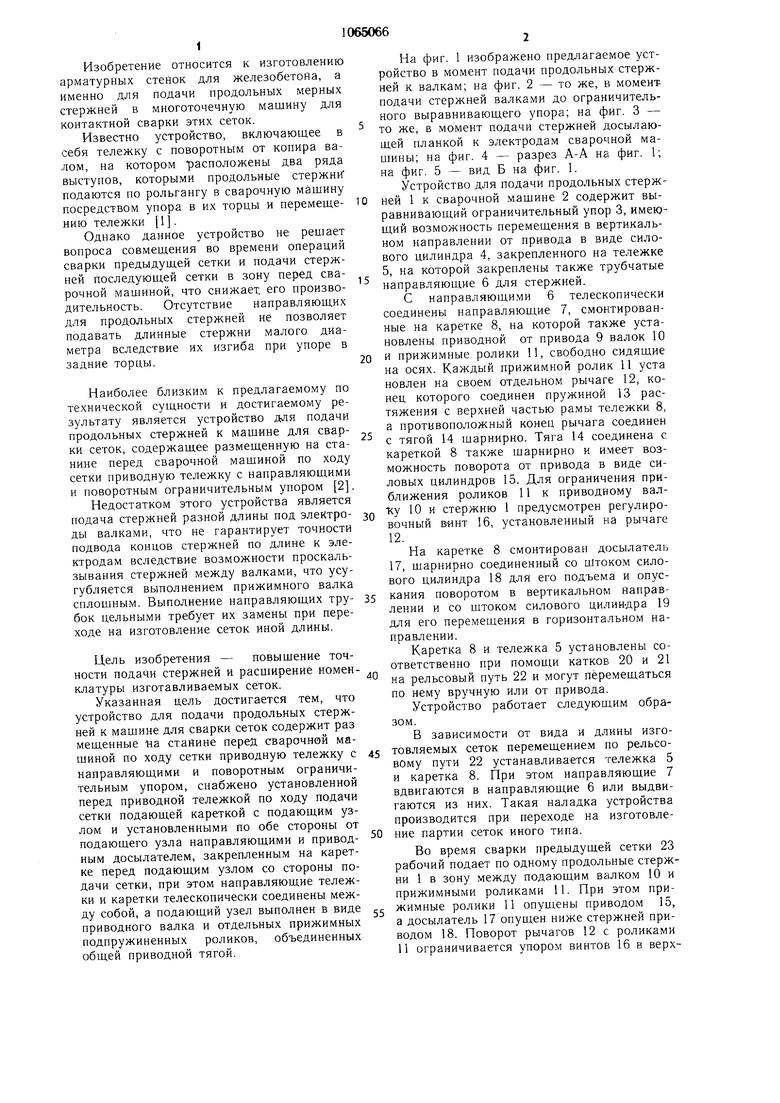
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Устройство для сварки арматурных сеток | 1977 |
|
SU732058A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Устройство для подачи продольных стержней, параллельных друг другу | 1977 |
|
SU743761A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления арматурных изделий | 1987 |
|
SU1447605A1 |
| Устройство для подачи продольных стержней | 1975 |
|
SU553028A1 |
| УСТРОЙСТВО для ПОДАЧИ ПОПЕРЕЧНЫХ СТЕРЖНЕЙ ПРИ КОНТАКТНОЙ СВАРКЕ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU293666A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ШИРОКИХ СЕТОК | 1969 |
|
SU247433A1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОДОЛЬНЫХ СТЕРЖНЕЙ К МАШИНЕ ДЛЯ СВАРКИ СЕТОК, содержащее размещенную на станине перед сварочной машиной по ходу сетки приводную тележку с направляющими и поворотным ограни /J ff J-JJ: 2f Ш /////7/// /:W////7/// f читальным упором, отличающееся тем, что, с целью повышения точности подачи и расширения номенклатуры изготавливаемых сеток, устройство снабжено установленной перед приводной тележкой по ходу подачи подающей кареткой с подающим узлом и установленными по обе стороны от подающего узла направляющими и приводным досылателем, закрепленным на каретке перед подающим узлом по ходу подачи сетки, при этом направляющие тележки и каретки телескопически соединены между собой. 2. Устройство по п. 1, отличающееся гем, что подающий узел выполнен в виде приводного валка и прижимных подпружиненных роликов, объединенных общей приводной тягой. § (Л / К7ff О5 СП О О5 О5 /////// фиг.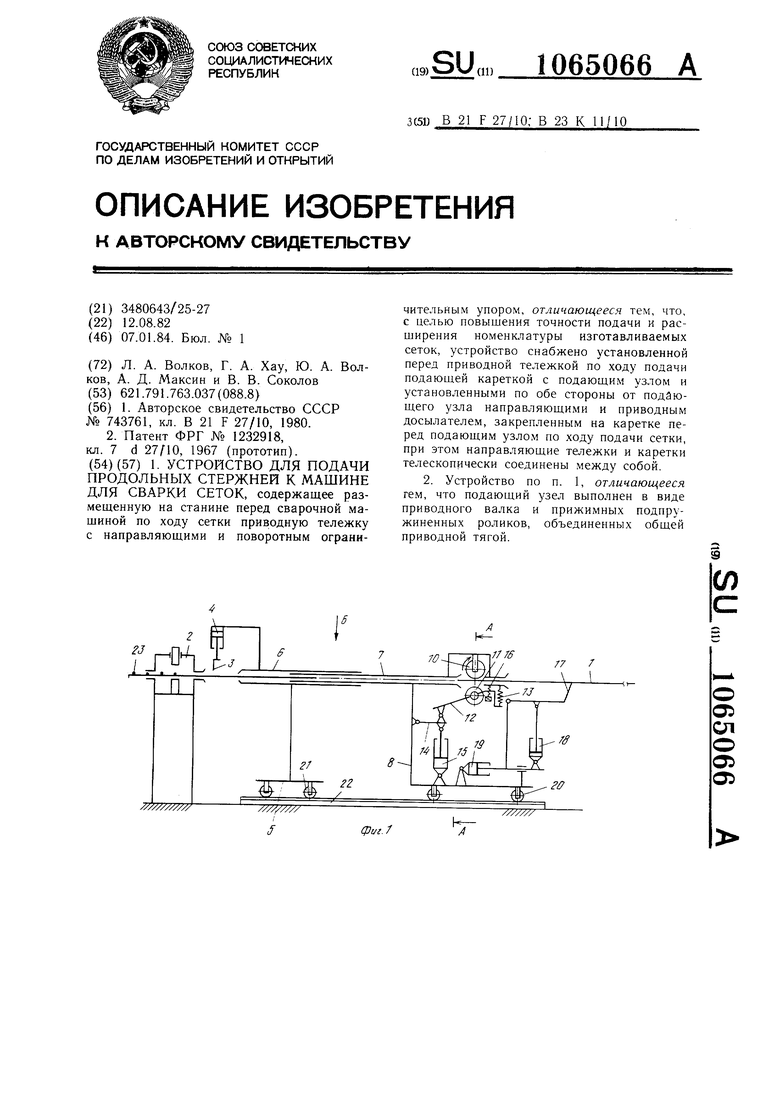
лгиж
ф
/7
15
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи продольных стержней, параллельных друг другу | 1977 |
|
SU743761A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Термогравитационная тепловая труба | 1984 |
|
SU1232918A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
