2. Станок по ,п.1, о т л и ч а гоад и и с я тем, что, механизмы прижима инструментов к изделию выполнены в виде установленных на приводных валах подпружиненных рычагов криволин€;йной ,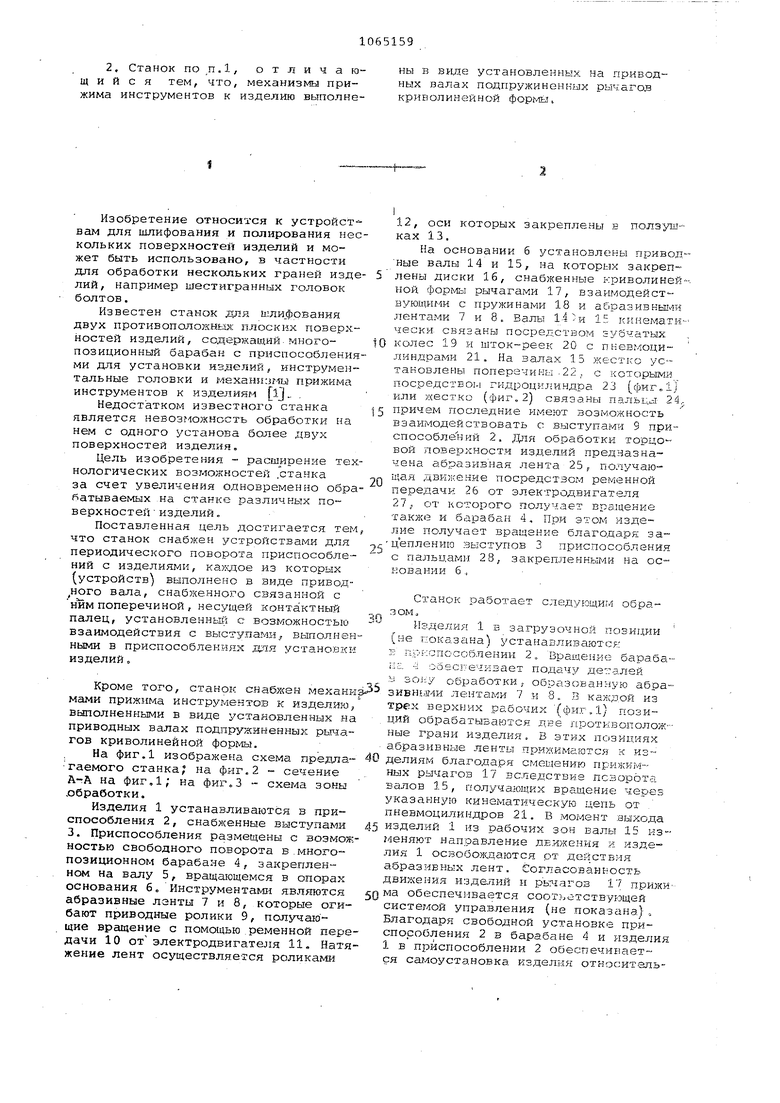
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Полуавтомат для зачистки торцев деталей | 1982 |
|
SU1060424A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU837794A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРЯМОУГОЛЬНЫХ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2015896C1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |

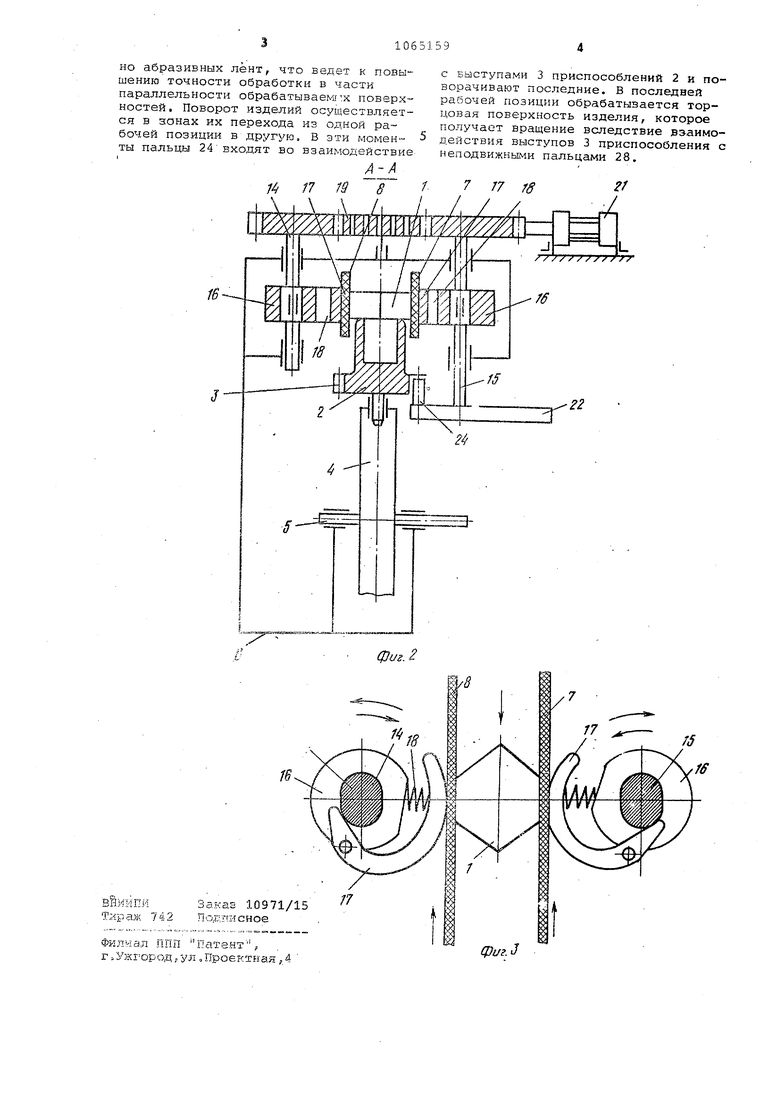
Изобретение относится к устройствам для шлифования и полирования нес кольких поверхностей изделий и может быть использовано, в частности для обработки нескольких граней изде ЛИЙ, например шестигранных головок болтов. Известен станок для 1ши фрвания двух противоположнЕЖ плоских поверхностей изделий, содержащий, многопозиционный барабан с приспособления ми для установки изделий, инструментальные головки и механ з -1ы прижима инструментов к изделиям ij. . Недостатком известного станка является невозможность обработки на нем с одного установа более двух поверхностей изделия. Цель изобретения - расширение тех нологических возможностей .станка за счет увеличения одновременно обра батываемых на станке различных поверхностей изделий . Поставленная цель достигается тем что станок снабжен устройствами для периодического поворота приспособлений с изделиями, каждое из которых (устройств) выполнено в виде привод,ного вала, снабженного связанной с н1йм поперечиной , несущей конта ктный палец, установленный с возможностью взаимодействия с выступамН;, выполне ными в приспособлениях для установки изделий„ Кроме того, станок снабжен механ мами прижима инструментов к изделим вьтолненными в виде установленных н приводных валах подпружиненных рьтча гов криволинейной . На фиг.1 изображена схема предла гаемого станка; на фиг. 2 - сечение А-гА на фиг,; на фиг.З - схема зоны .обработки. Изделия 1 устанавливаются в приспособления 2, снабженные выступами 3. Приспособления размещены с возмож ностью свободного поворота в.многопозиционном барабане 4, закрепленном на валу 5, вращающемся в опорах основания 6 о Инструментами являются абразивные ленты 7 и 8, которые оги бают приводные ролики 9, получающие вращение с помощью.ременной пер дачи 10 отэлектродвигателя 11, Нат жение лент осуществляется роликами 12, оси которых закреплены в ползутнках 13. На основании б установлены приводные валы 14 и 15, на которых закреплены диски 16, снабженные криволиней-. ной рычагами 17, взаимодействующиг и с пружинами 18 и абразивкьп и лентами 7 и 8, Валы 1.4 и 15 кинематически связаны посредством зубчатых колес 19 и шток-реек 20 с пневмоцих(индрами 21. На валах 15 жесть-:о установлены поперечины . 22, с которыми посредство. гидроци1 индра 23 (фиг,1 или жестко (фиг„ 2) связаны пальцы 24,. причем последние имеют возможность взаимодействовать с выступами 9 при способлений 2. Для обработки торцовой повер.кност.ч изделий предназначена абразивная лента 25, получающая дви;;(е.ние посредством ременной передачи 26 от электродвигателя 27,, от которого получает вращение также и барабан 4, При этом изделие получает вращение благодаря зацеплениго зьзступов 3 приспособления с пальцами 28, закрепленными на основании 6., Станок работает следую чим обра3 ом Нзяелия 1 Е загрузочной позиции (не показана) устанавливаются: т; пр -:способлении 2, Вращегиие барабаKiL -i обеспечивает подачу дета.лей а BOi-y обработки, образован:-1ую абразивными лентами 7 и 8. В каждой из трех верхних рабочих (фиг.1} позиций обрабатываются две протквополож вне грани изделия. В этих позициях абразивные ленты примимаются к изделиям благодаря смешению прижимных рычагов 17 ЕС.ледствие псзорота валов 15, (олучаю дих вращение через указанную кинематическуьэ цепь от пневмоцилиндров 21. в момент выхода изделий 1 из рабочих зон валы 15 изменяют направление движения и изделия 1 освобождаются рт действия абразивных лент. Согласованность движения издеяий и рь 1агоз 17 прижима обеспечивается соотьетствующей систе -юй управления (не показана) ., Благодаря свободной установке приспособления 2 в барабггне 4 и изделия 1 в приспособлении 2 обеспечивается cai.JoycTaHOBKa изделия относитель
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки поверхностей изделий | 1977 |
|
SU683915A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
