(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841974A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Формующий узел технологической линии для изготовления ячеистобетонных изделий | 1979 |
|
SU1000274A1 |
| Установка для вертикального формования строительных изделий | 1986 |
|
SU1421538A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU766860A1 |
| Установка для формования пустотных бетонных и железобетонных изделий | 1989 |
|
SU1715611A1 |
| Способ изготовления строительного элемента и форма для его изготовления | 1990 |
|
SU1776714A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Кассетная линия | 1989 |
|
SU1694375A2 |
Установка относится к технике гидротехнического строительства и предназначена для изготовления сборных элементов покрытий, применяемых для укрепления откосов гидротехнических сооружений, устройства дорог, тротуаров и т. д.
Известна установка для поточного изготовления строительных панелей методом непрерывного вибропроката, включающая прокатный стан с формующей лентой и дозирующим, уплотняющим и термическим узлами, а также последовательно связанный с ним рольганг и перегрузочное устройство 1.
Наиболее близким техиическим решением к изобретению является установка для изготовления строительных изделий, содержащая бесконечную формующую ленту с бортами, устаиовленное над ней технологическое оборудование для изготовления арматурного каркаса, устройства для распре-, деления формуемой массы, уплотняющего узла и отрезного устройстваШ.
Недостатком известных установок является то, что на них невозможно изготовлеиие сборных асфальтовых элементов и использование в полной мере такого качества асфальтового покрытия, как гибкость.
Цель изобретения - обеспечение формования строительных изделий из различных асфальтобитумных масс.
Это достигается тем, что установка снабжена душевым устройством для охлаждения формуемой массы, установленной перед узлом, устройством для намотки готового изделия . на бобину, и направляющими для подачи изделий на намоточное устройство,
10 выполненное в виде транспортеров, охватывающих верхнюю и нижнюю поверхности изделия, а уплотняющий узел состоит из вибротрамбовки с уплотняющими катками, при этом борта формующей ленты выполнены составными ИЗ верхней и нижней тей, установленных с зазором для крепления каркаса.
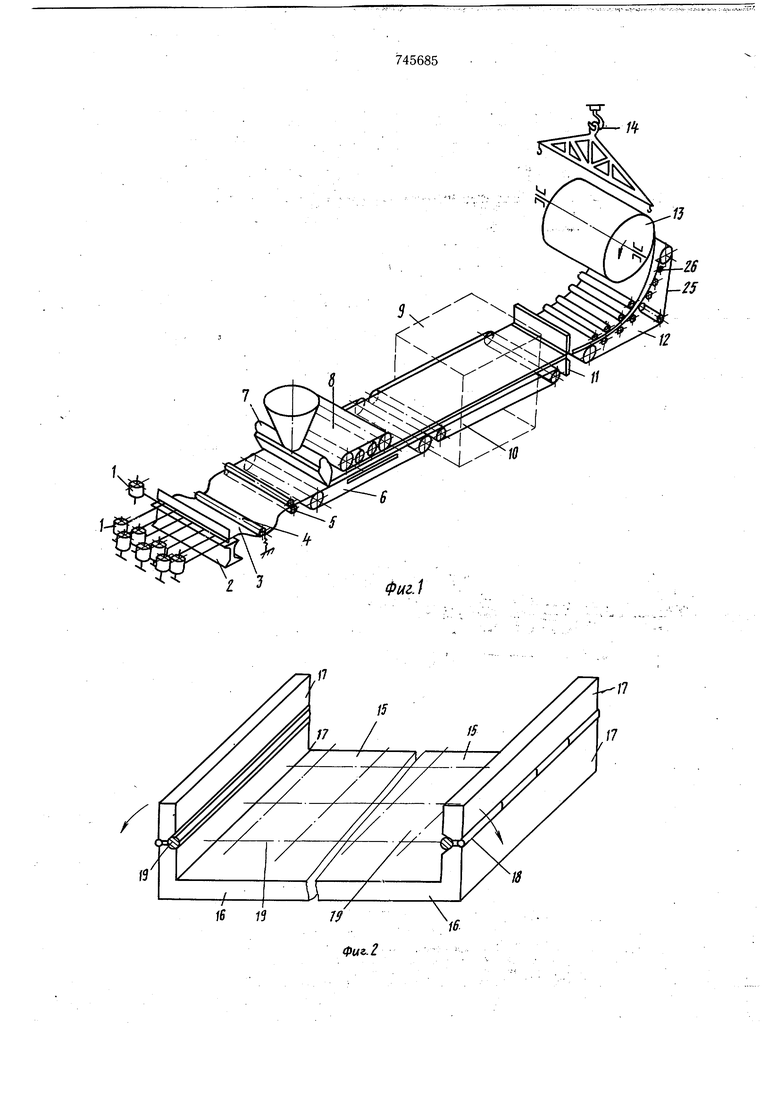
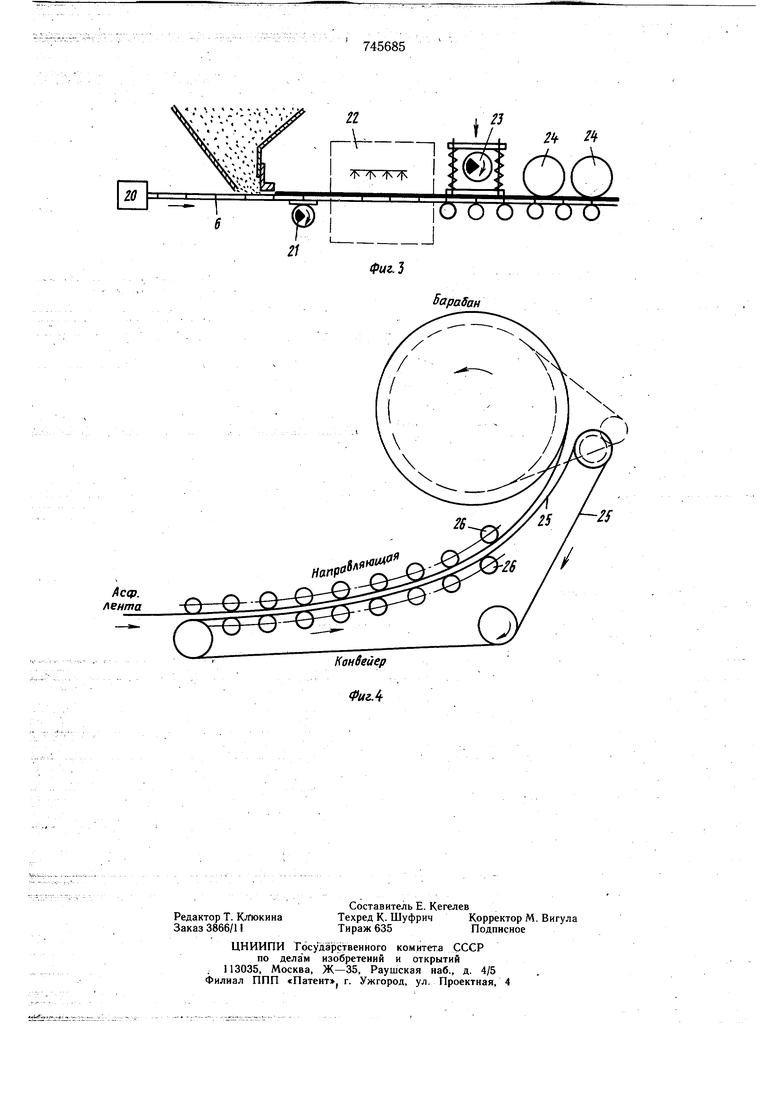
На фиг. 1 изображена установка в аксонометрии; на фиг. 2 показана секция формующей ленты; на фиг. 3 - уплотняющий
20 узел; на фиг. 4 - узел для навертывания асфальтной ленты на барабан.
Установка содержит последовательно связанные в еДйиук технологическу1ю цепь бухты 1 арматурной проволоки, автоматический станок 2 для точечной сварки плоского, армокаркаса 3, компенсатор 4 для преобразования шагового поступательного движения армокаркаса 3 в непрерывные, направляющие ролики 5 для фиксации горизонтального положения армокаркаса, прокатный стан с формующей лентой 6, распределительный узел 7 и уплотняющий узел 8, охладитель 9 с рольгангом 10 ножницы 11 для резки асфальтовой ленты, узел 13 для навертывания асфальтовой ленты на барабан 13, кран 14 для транспортировки барабанов. Формующая лента 6 выполнена из отдельных секций 15, соединенных между собой щарнирами 16. Борта секций 17 соединены шарнирами 18 и в месте разъема имеют обработанные кромки образующие паз 19 для фиксации стержней армокаркаса 3 посредством направляющего аппарата 20. Уплотняющий узел 8 содержит вибратор 21, установленный позади последнего, охладитель 22, а также трамбовку 23 и катки 24. Узел для наверстывания 12 включает конвейерную ленту 25 с роликами направляющего аппарата 26, обеспечивающего плавное изменение радиуса кривизны асфальтовой ленты от бесконечности до радиуса барабана 13. Установка работает следующим образом. С бухт 1 проволока подается на сварочный автомат 2, с которого готовый армокаркас 3 поступает на компенсатор 4 (пружинный, пневматический и т. п.), последний преобразует шаговое поступательное движение армокаркаса в непрерывное, соразмерлое с движением формующей ленты 6. Далее, проходя через направляющие ролики 5, армокаркас 3 фиксируется на формующей ленте 6 путем защемления крайних стержней в пазах 19 бортов 17 секций 15 при помощи направляющего аппарата 20. Из раснределительного узла 7 на формующую ленту 6 непрерывно поступает асфальтовая масса, которая уплотняется при помощи вибратора 21, трамбовки 23 и катков 24 уплотняющего узла 8. В последнемдополнительно установлен непосредственно за вибратором 21 охладитель 22. При этом обеспечивается наибольщий эффект уплотнения, так как сводится к минимуму разуплотнение асфальта (температура асфальта после охладителя 22 снижается до 85-90°С. В результате уплотнения образуется непрерывная асфальтовая лента, армированная плоским стальным каркасом. Для придания ей прочности, необходимой для сворачивания в рулон, лента пропускается при помощи рольганга 10 через охладитель 9, в котором остывает до температуры 35-40°С. Охладител.ь 9 может быть выполнен в виде камеры с системой орощения, обдува и пр. Затем асфальтовая лента проходит через автоматические ножницы 11, которыми она разрезается на Куски требуемой длины. Каждый кусок при помощи узла 12 навертывается на барабан 13. После заполнения барабана 13 последний снимается краном 14 и подается на склад или на транспорт. Использование данной установки позволит, во-первых, добиться непрерывности технологического процесса и полностью исключить ручной труд, во-вторых, получать сборные элементы асфальтовых покрытий в виде гибких лент, что поможет внедрить прогрессивные методы укладки асфальтных гибких покрытий. Формула изобретения Установка для изготовления строительных изделий, содержащая бесконечную формующую ленту с бортами и установленное над ней технологическое оборудование для изготовления арматурного каркаса, устройства для распределения формуемой массы, уплотняющего узла и отрезного устройства, отличающаяся тем, что, с целью обеспечения формования строительных изделий из различных асфальтобитумных масс, она снабжена дущевым устройством для охлаждения формуемой массы, установленным перед уплотняющим узлом, устройством для намотки готового изделия на бобину, и направляющими для подачи изделий на намоточное устройство, выполненное в виде транспортеров, охватывающих верхнюю и нижнюю поверхности изделия, а уплотняющий узел состоит из вибротрамбовки с уплотняющими катками. 2. Установка по п. 1, отличающаяся тем, что борта формующей ленты выполнены составными из верхней и нижней частей, установленных с зазором для крепления каркаса. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 150397, кл. В 28 В 5/02, 19б1. 2.Авторское свидетельство СССР № 323274, кл. В 28 В 5/02, 1970. X / 16 1S /Y/ Асф. лента Sapaffa
