Известны станы для изготовления г)шсобетонных и железобетонных плит, состоящие из нижней и верхней формующих эластичных (резиновых) лент, направляющих валиков и двух пар обжимных валков {верхних и нижних) или же станы без применения формующих эластичных лепт, ил1еющие неподвижную станину со ступенчато расположенными нижними и верхними валками.
В обоих случаях формы со смесью подвижны и проходят через неподвижные обжимные валки. Такое конструктивное исполнение станов не создает нормальных условий для твердеющей бетонной смеси, так как после формования изделия испытывают толчки и удары, что снижает качество изделий.
Предлагаемая машина лишена этого недостатка. Сущность изобретения заключается в том, что прокатные валки закреплены на специальной каретке, иередвигающейся вдоль неподвижной формы.
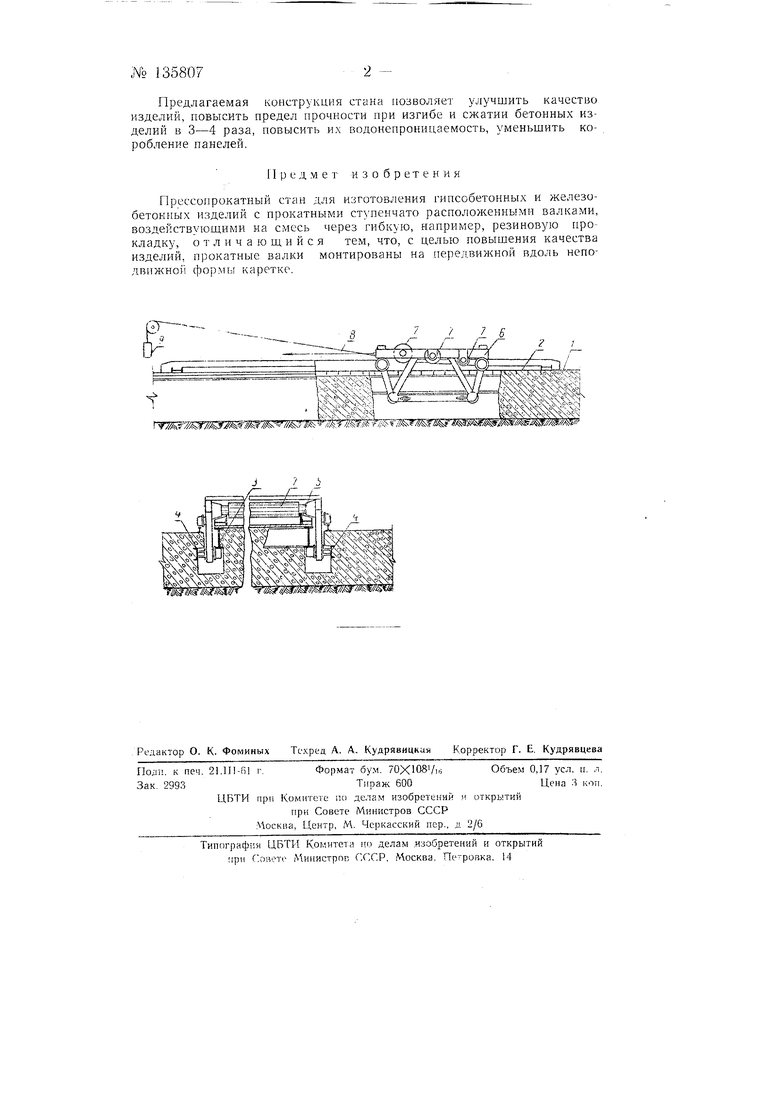
На чертеже схематически изображена принципиальная схема прессопрокатного стана.
Основными частями стана являются: основание / со специальными рельсовыми путями 2, 3 л 4. сборные металлические формы 5, прокатная тележка 5, состоящая из двух ферм с транспортными роликами (колесами) и системой прокатных валков 7 и прокатного полотна 8.
Вибраторы устанавливаются на бортовой оснастке ферм.
Бетонная смесь через бункер-раздатчик заполняет форму 5 и грубо разравнивается. Затем поверхность бетона закрывается полотном 5, которое натягивается с помощью груза 9. Другой конец полотна закреплен к борту формы.
Смесь прокатывается в одном направлении движением тележки с помощью механической лебедки и троса или самоходным путем, с помощью электромотора и редуктора,
После прокатки изделие выдерживается и затем снимается.
Предлагаемая конструкция стана позволяет улучшить качество изделий, повысить предел прочности при изгибе и сжатии бетонных изделий в 3-4 раза, повысить их водонепроницаемость, уменьшить коробление панелей.
11 р е д м е т изобретения
Прессопрокатный стан для изготовления гипсобетонных и железобетонных изделий с прокатными ступенчато расположенными валками, воздействуюшими на смесь через гибкую, например, резиновую прокладку, о т л и ч а ю ш, и и с я тем, что, с целью повышения качества изделий, прокатные валки монтированы на передвижной вдоль неподвижной формы каретке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гипсопрокатный стан | 1974 |
|
SU541668A1 |
| Устройство для прерывистого транспортирования изделий в процессе их обработки с одной позиции на другую | 1957 |
|
SU114542A1 |
| Бетоноукладчик | 1990 |
|
SU1794511A1 |
| ВИБРАЦИОННЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ПАНЕЛЕЙ | 1965 |
|
SU168174A1 |
| Универсальный стан прокатно-прессованных железобетонных и шлакобетонных изделий | 1948 |
|
SU77316A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| СИСТЕМА ВАЛКОВ ДЛЯ СВОБОДНОЙ ОТ ДЕФОРМАЦИИ ОБРАБОТКИ ПОДВИЖНЫХ ЛЕНТООБРАЗНЫХ ИЗДЕЛИЙ | 1987 |
|
RU2046166C1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Технологическая линия для виброэлектробетонирования изделий | 1985 |
|
SU1588552A1 |
W KNSOV ж жэ :ш ж /ш Ж 1йг-Ьетл
