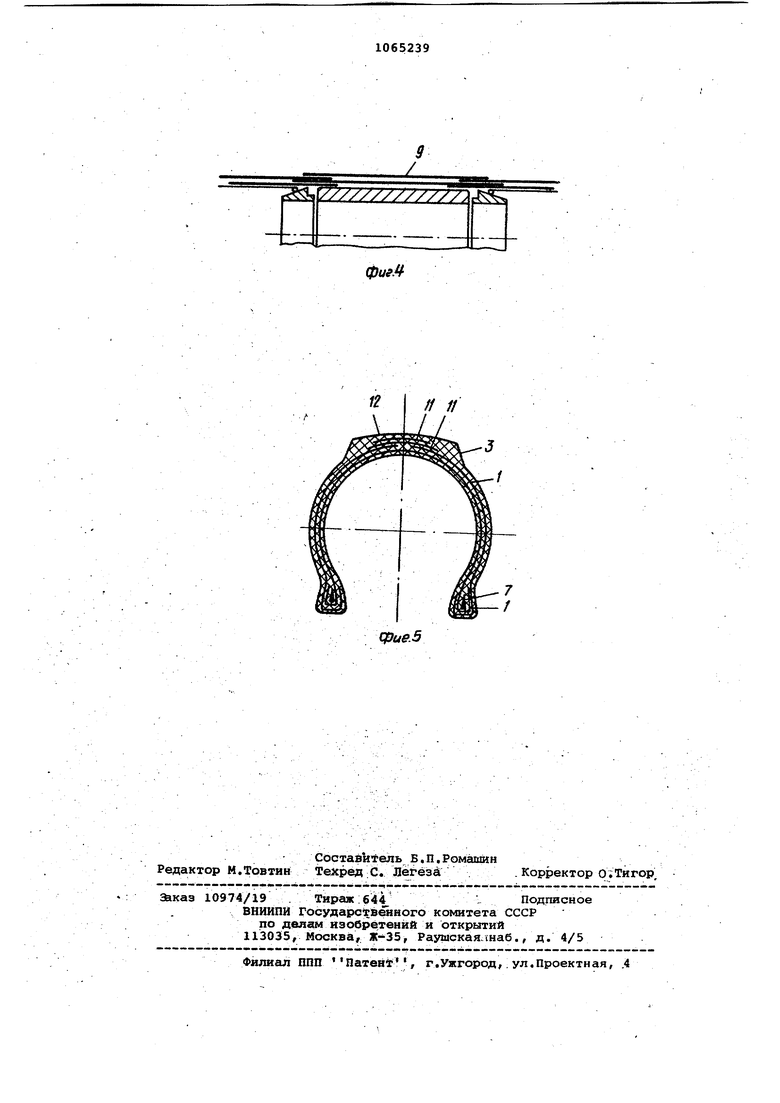
Изобретение относится к ишнной промЕДоленности и мшсет быть примене но при сборке каркасов пневматических шин с радиальным расположением 1итей корда. Известен способ сборки каскаса п крьлшки пневматической шины с радиал ным расположением нитей,при котором на разжимном сборочном барабане укл дывают слои корда каркаса, образуя браслет, устанавливают бортовые кольца, увеличивают в диаметре брас лет, заворачивают слои корда на бор товые кольца 1. Однако этот способ не дает возмож ности механизировать сборку каркаса, покрышки с закрытой схемой заво ротов слоев корда в бортах. Цель,изобретения - повышение про изводительности труда путем механи- зации оформления бортов с закрытой схемой. Цель достигается тем, что согласно способу сборки каркаса покрышки пневматической шины с радиальным рас положением нитей,при котором на разжимном сборочном барабане укладывают слои корда каркаса,образуя браслет, устанавливают бортовые кольца, увели чивают в диаметре браслет, заворачивают слои корда на бортовые кольца, слои корда, кромки которых подлежат завороту внутрь покрьвики, собирают из двух полос, а при укладке слоев на барабан упомянутые кромки располагают со смещением к средней плоскости барабана относительно места сопряАения с бортовыми кольцами на величину заворота. На фиг. 1 показано образование браслета с двухслойным каркасом; на . фиг. 2 - установка бортовых колец на браслет; на фиг. 3 - завершение образования каркаса покрышки; на фиг.4 образование браслета покрлики с четырехслойным каркасом; на фиг. 5 покрышка, полученная по предлагаемому способу. Слой корда 1, кромки 2 которого подлежат завороту внутрь покрышки 3, собирают на разжимном сборочном барабане 4 из двух полос 5 и 6. Кромки 2 располагают со смещением к средней плоскости барабана 4 относительно места сопряжения с бортовыми кольцами 7 на величину заворота. На слой 1 укладывают слой корда В. После образования браслета 9, содержащего нужное количество слоев (фиг. 1 И 4) его увеличивают в диаметре в средней части на ширине, равной раздвигу покрышки 3 до образования заплечиков 10. Затем устанавливаются кольца 7 до сопряжения с упомянутыми заплечиками, боковые части браслета заворачиваются вокруг колец 7. Собранный таким образом каркас имеет закрытую схему борта и передается затем на дальнейшие операции сборки: наложение слоев 11 брекера и протектора 12. Предлагаемый способ сборки обеспечивает высокомеханизированную сборку покрышки и повышение производительности труда.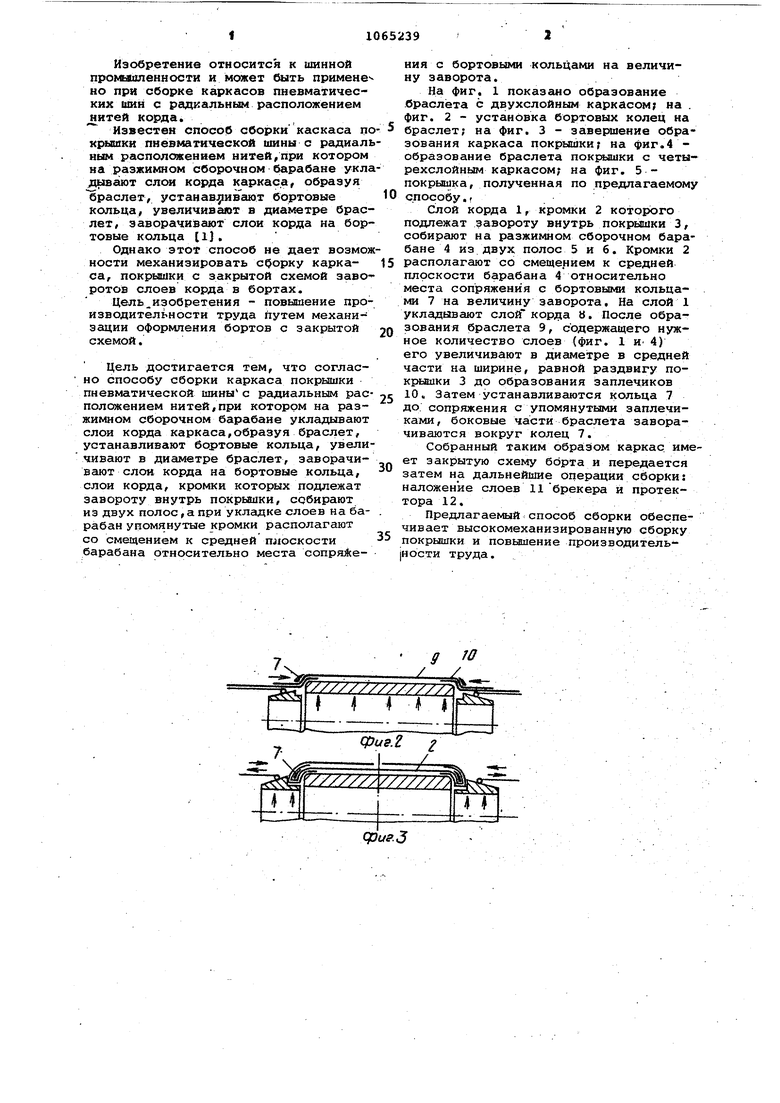
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматических шин | 1976 |
|
SU853936A1 |
| Способ сборки покрышек пневматических шин | 1979 |
|
SU750900A2 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU549941A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ сборки покрышек пневматических шин | 1969 |
|
SU494282A1 |
| Способ сборки покрышек пневматических шин | 1977 |
|
SU735433A1 |
| Способ изготовления покрышек пневматических шин | 1973 |
|
SU646883A3 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU553803A1 |
| Покрышка пневматической шины и способ ее сборки | 1978 |
|
SU816062A1 |
СПОСОБ СБОРКИ КАРКАСА ПОКРЫШКИ ПНЕВМАТЙЧ1ЕСКОЙ ШИНЫ С РАДИАЛЬНЫМ РАСПОЛОЖЕНИЕМ НИТЕЙ при КОтором на разжимном сборочном барабане укладывают слои корда каркаса, образуя браслет, устанавливают бортбвые кольца, увеличивают в диаметре браслет, заворачивают слои кордй на бортовые кольца, отличающийся тем, что, с целью повышения производительности труда путем механизации оформления бортов с закрытой схемой, слой корда, кромки которых лодлежат завороту внутрь покрышки, собирают из двух полос, а при укладке слоев на барабан упомянутые кром ки располагают со смещением к средней плоскости барабана относительно места сопряжение с бортовыми кольцами на величину заворота.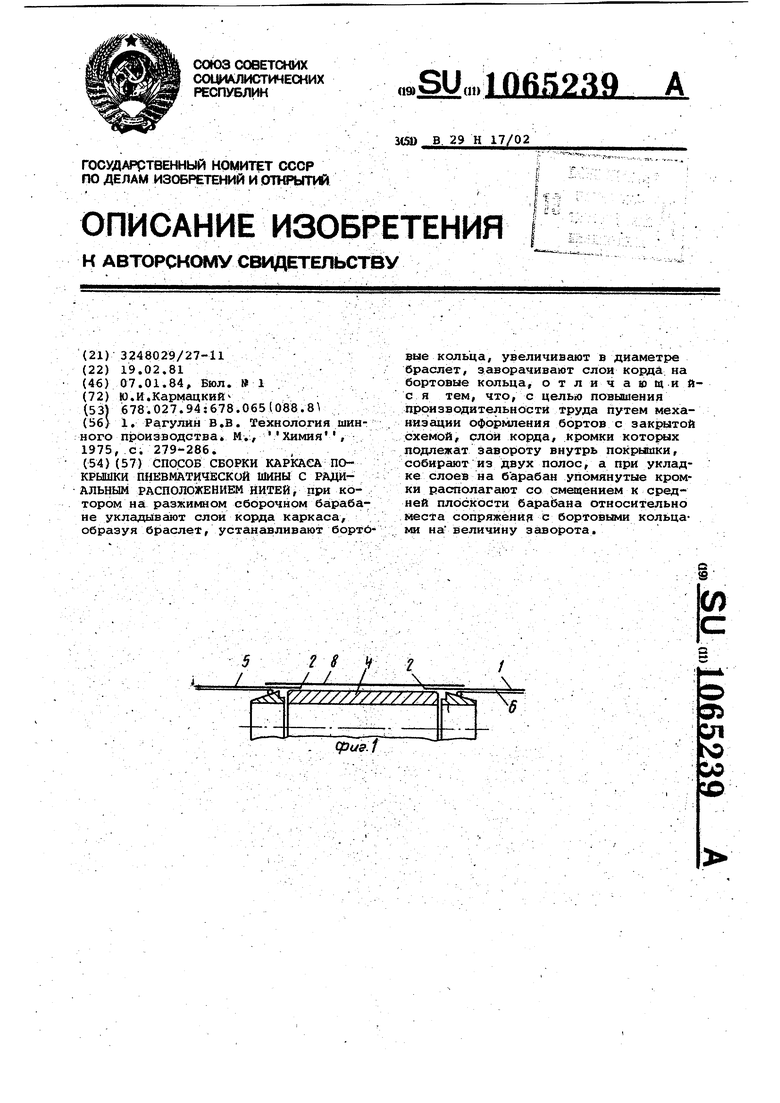
4 I
9 JO / /
/ ff 11
Ф«й5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рагулйн В,В | |||
| Технология шинного производства М.,Химия, 1975, с; 279-286 | |||
| , | |||
