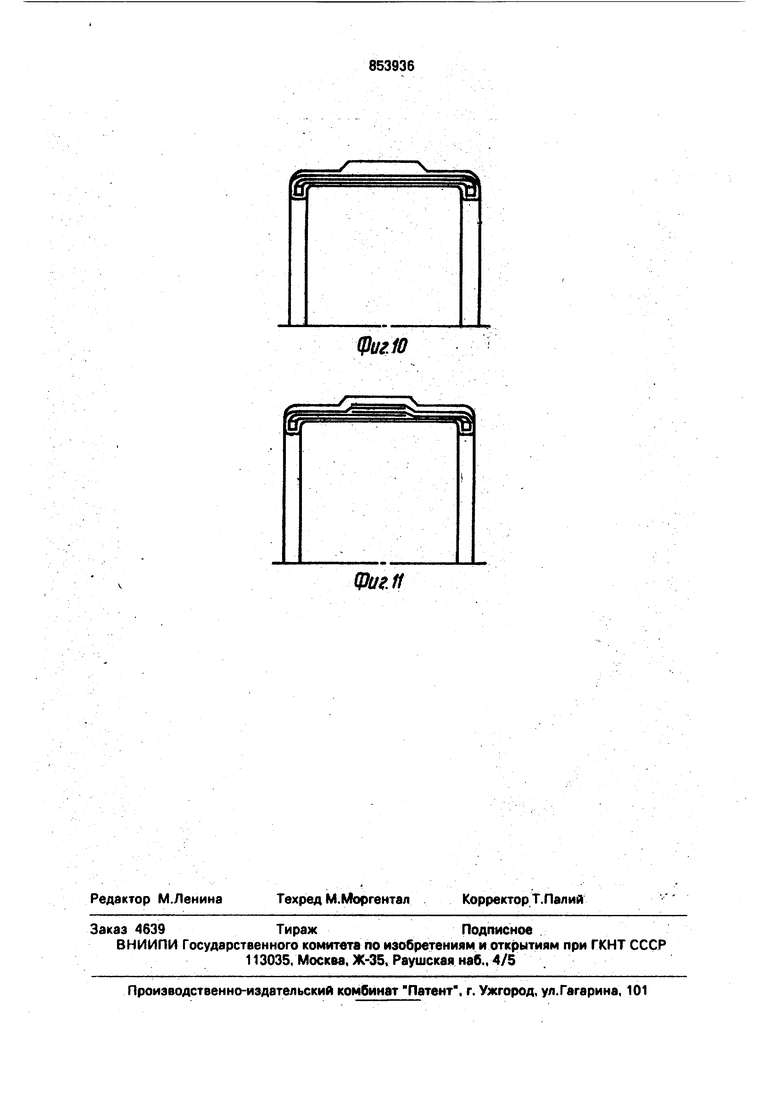
ций сборки; на фиг. 10-собранная покрышка с четырехслойным каркасом со стыками кромок корда в бортовых зонах; на фиг. 11 - собранная покрышка с четырехслойным каркасом со стыками кррмок корда по короне (центру покрышки).
Способ осуществляют следующим образом.
На разжимной сборочный барабан, находящийся в сжатом состоянии и состоящий из центрального барабана 1 и вспомогательных левых 2 и 3 и правых 4 и 5 барабанов, накладывают уширенный слой корда б (фиг.1).
Так как для примера показан способ сборки покрышки со стыком слоев корда в зонах бортов, то слой корда 6 накладывают со смещением в одну сторону.
При наложении первого слоя корда 6 наружные вспомогательные барабаны 3 и 5 отведены в крайние положения, а внутренние вспомогательные барабаны 2 и 4 своими секторами примыкают к торцам центрального барабана 1 и образуют единую цилиндрическую поверхность, на которую накладывают слой корда 6.
После наложения первого слоя корда 6 производят предварительный разжим барабана 1 и растягивают в радиальном направлении часть первого слоя корда 6, лежащую на барабане 1, с предварительным образо ванием торцовых заплечиков 7, к которым подводят сектора наружных вспомогательных барабанов 3 и 5 таким образом, что сектора их находят на кромки слоя корда 6. При этом сектора барабанов 3 и 5 и разжатая часть корда 6 на барабане 1 образуют тоже единую цилиндрическую поверхность (фиг.2), на которую накладывают второй уширенный слой корда 8 (фиг.З) со смещением влево.
Кромки слоев корда 6 и 8, разделенные секторами вспомогательных барабанов 3 и 5, остаются несдублированными между собой, а части слоев корда 6 и 8, лежащие на центральном/барабане 1, сдублируются между собой.
После зтого производят дальнейший разжим барабана 1 и образуют торцовые
части 9 на сдублированных слоях корда 6 и В, на которые приклеивают бортовые кольца 10, как показано на фиг. 4. Затем производят разжим кромок слоев корда 6 и 8 разжимом вспомогательных барабанов 2-5 на
необходимую величину, фиксируя бортовые кольца 10 (фиг.5).
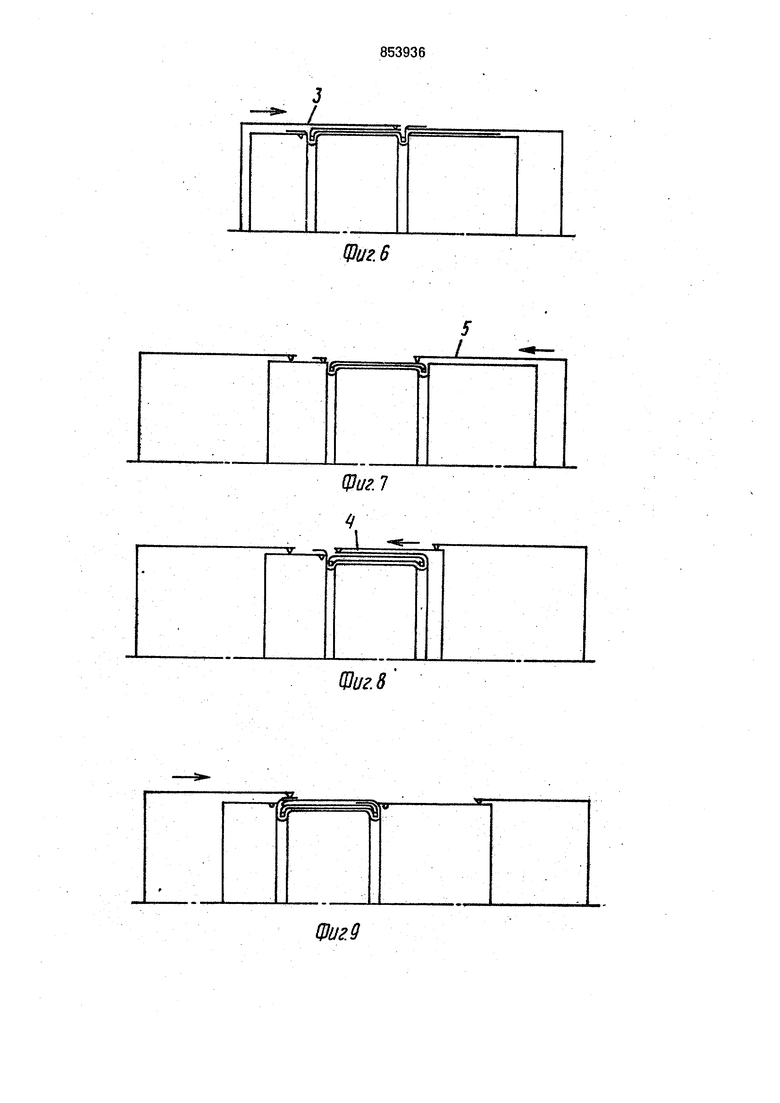
Движением левого вспомогательного барабана 3 вправо производят заворот длинной левой кромки наружного слоя корда 8 до правового бортового кольца 10 (фиг.6). Барабан 3 отводят влево и правым вспомогательным барабаном 5 производят заворот короткой кромки слоя корда 8 так, что она перекрывает длинную кромку на
требуемую величину (фиг.7). Барабан 5 отводят вправо (фиг.8).
Движением правого вспомогательного барабана 4 влево производят заворот длинной правой кромки (внутреннего) слоя корда
6 до левого бортового кольца 10 (фиг.8). Барабан 4 отводят вправо и левым вспомогательным барабаном 2 заворачивают левую короткую кромку слоя корда б так, что она перекрывает длинную кромку на требуемую
величину (фиг.9). Барабан 2 отводят влево и производят наложение остальных деталей и протектор (фиг.10). Барабан сжимают и собранную покрышку снимают. . Предлагаемый способ позволяет получить готовую покрышку высокого качества.
Щи.5
Фиг.6

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU554661A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU648434A1 |
| Способ сборки покрышек пневматических шин | 1969 |
|
SU494282A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU549941A1 |
| Устройство для сборки покрышек пневматических шин | 1979 |
|
SU870180A1 |
| Устройство для сборки покрышек пневматических шин | 1977 |
|
SU1521609A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU553803A1 |
| Устройство для сборки покрышек пневматических шин | 1975 |
|
SU562076A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU599453A1 |

СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИЙ. при котором на сборочный барабан последовательно накладывают слои корда, образуют резинокордный браслет, растягивают его в радиальном Изобретение относится к области производства покрышек пневматических шин и предназначено, например, для изготовления мотоциклетных и мотороллерных по- крышек. Известен способ сборки покрышек пневматических шин, при котором на сборочный барабан последовательно накладывают слои корда, образуют резинокордный браслет, растягивают его в радиальном направлении разжимом сборочного барабана с образованием торцовых заплечиков для посадки бортовых колец, устанавливают бортовые кольца, заворачивают кромки браслета на кольца и осуществляют последующее наложение других элементов покрышки. Недостатком известного способа является то, что он не обеспечивает высокого направлении разжимом сборочного барабана с образованием торцовых заплечиков для посадки бортовых колец, устанавливают бортовые кольца, заворачивают кромки браслета на кольца и осуществляют последующее наложение других элементов покрышки, отличающийся тем, что, с целью улучшения качества готовой покрышки, перед наложением второго слоя корда осуществляют предварительное растяжение первого слоя корда в радиальном направлении с предварительным образованием торцо вых заплечиков, а заворот кромок браслета на бортовые кольца осуществляют раздельно для каждого слоя корда поочередно, начиная с наружного и заканчивая внутренним. м качества готовой покрышки, так как возможно искривление нитей корда в каркасе в 00 процессе сборки, а также отслоение слоев ел корда в месте стыка кромок каркаса при Сл эксплуатации покрышек. ч Цель изобретения - улучшение качества W 0ч готовой покрышки. Указанная цель достигается тем, что перед наложением второго слоя корда осуще ствляют предварительное растяжение первого слоя корда в радиальном направлении с предварительным образованием торцовых заплечиков, а заворот кромок браслета на бортовые кольца осуществляют раздельно для каждого слоя корда поочередно, начиная с наружного и заканчивая внутренним. На фиг. 1-9 показана последовательность выполнения технологических опера
Фиг.9
Щиг.1
Щи г. В
ЩигЮ
QJt/eff
| СПОСОБ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК ИЗ УШИРЕННЫХ СЛОЕВ КОРДА | 0 |
|
SU266203A1 |
| Солесос | 1922 |
|
SU29A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
