Изобретение относится к способам сборки покрьшек пневматических шин на разжимных сборочных барабанах и предназначено для применения в шинной промьгашенности.
Известен способ сборки покрьшек пневматических шин, заключающийся в том, что на основной и вспомогательные сборочные барабаны накладывают слои.обрезиненного корда, образуют каркасньй браслет, осуществляют посадку бортовых колец разжимом основного барабана, заворачивают слои браслета
на кольца и осуществляют наложение последующих элементов покрьщгки.
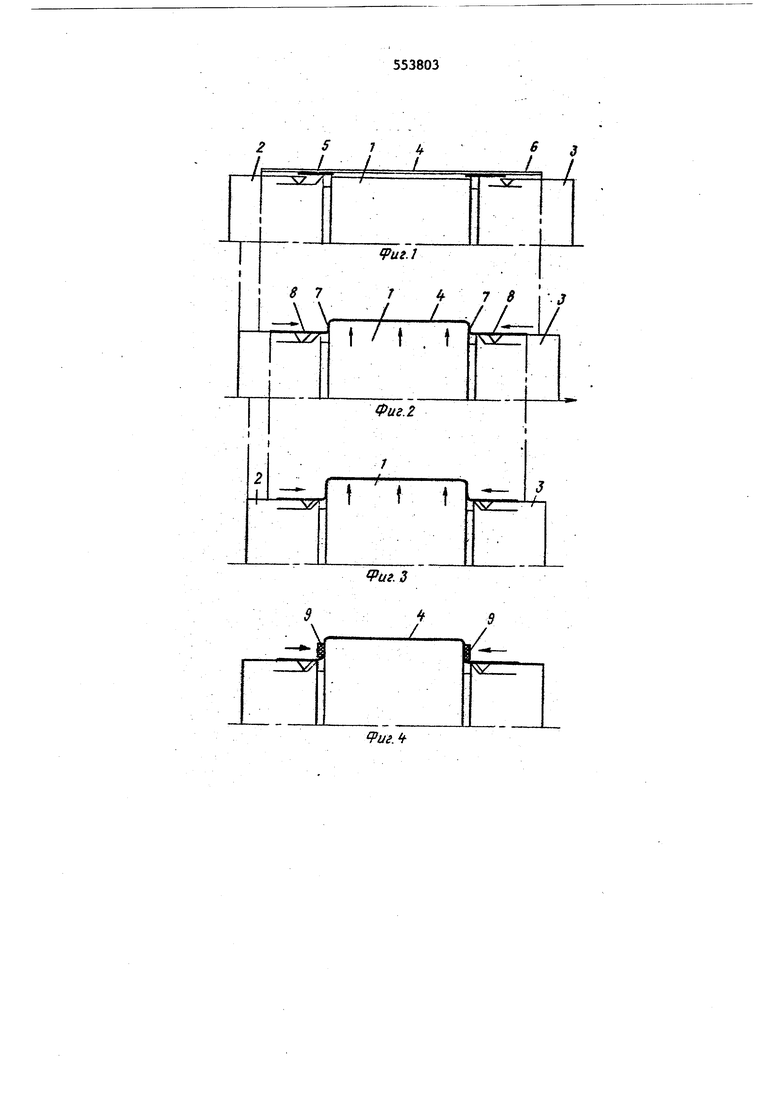
Недостатком известного способа является то, что в процессе разжима основного барабана не обеспечивается получения на браслете правильных торцовых поверхностей, поверхностей, перпендикулярных оси браслета, и корд не плотно облегает заплечики барабана, а располагается под некоторым острым углом к оси браслета. Величина этого угла на торцовой поверхности браслета непостоянна вследствне значительных колебаний упругих и пластических свойств кордных браслетов , а также зависит от сил трения между внутренней поверхностью браслета и наружной поверхностью барабанов. Известен и другой способ сборки покрышек пневматических шин, заключающийся в том, что на основной и вйпомогательные сборочные барабаны накладьтают слои корда, образуют кар касный браслет, растягивают его в радиальном направлении разжимом осно ного барабана с образованием заш1ечи ков, устанавливают бортовые кольца, заворачивают образующие боковины покрьшши участки каркасного браслета на кольца и осуществляют последующее наложение других элементов покрышки Этот способ наиболее близок к изобре тению. Недостатком этого способа является то, что корд также неплотно облегает заплечики барабана, распола гаясь под острым углом к оси браслета.При Ьосадке бортовых колец на торцо вые части браслета наблюдается заминавне корда, образование складок, кроме того, не обеспечивается постоянства длины нитей корда, зафиксированных между бортовыми крыльями, что приводит к возникновению ряда дефектов: таких, как увод борта, извилистость I нитей и образование брака. Цель изобретения - обеспечение возможности постоянства длины нитей корда между бортовыми кольцами и исключение образования складок в борто вой зоне Эта цель достигается тем, что перед посадкой бортовых колец производят осевое перемещение к цент ру браслета образующих боковины покрьшки участков каркасного браслета, контактирующих с вспомогательными ба рабанами, а также тем, что осевое перемещение к центру браслета образу щих боковины покрышки участков карка ного браслета осуществляют одновреме но с разжимом основного сборочного барабана. На фиг.1-6 показаны последователь ные стадии сборки покрышки описьгоаемым способом. На основном барабане 1 и вспомога тельных боковых барабанах 2 и 3, имеющих в сжатом состоянии диаметр меньше внутреннего диаметра бортового кольца собираемой покрьш1ки, образуют каркасный браслет 4 из бортовых лент 5 и слоев корда 6 (см.фиг.I). Затем полученный каркасный бJJacлeт 4 в средней части разжимают на больший диаметр с образованием торцовых частей 7 на браслете 4 путем разжатия барабана 1 (сМо фиг.2 к 3) и производят осевое перемещение образующих боковины покрьш1ки участков 8 каркасного браслета к его центру посредством, например, осевого перемещения вспомогательных барабанов 2 и 3 к центру основного барабана J,. Осевое перемещение участков 8 браслета 4 к его центру можно произво- . дить как одновременно с разжатием средней части браслета 4 (см.фиг.2 и 3), так и последовательно, т.е. после разжатия средней части браслета 4. Такое перемещение участков 8 браслета4 компенсирует процесс стягивания их со вспомогательных барабанов 2И 3 для образования торцовых частей на браслете. Таким образом, обеспечивается плотное облегание слоев корда по заплечикам основного барабана 1, устраняется образование наклона слоев корда при переходе от разжатой части браслета к неразжатой к обеспечивается необходимая форма и конфигурация торцовых частей браслета. На образованные участки 7 увеличенной в диаметре части браслета 4 производят посадку (приклер ку) бортовых колец 9, увеличивают в диаметре оба участка 8 браслета 4 и заворачивают их на кольца 9. Затем накладывают слои брекера 10 протектор И, которые опрессовывают или прикатьшают. Барабаны 1, 2 и 3 сжимают, и собранную покрышку снимают. При выполнении операции осевого перемещения участков 8 после разясима средней части браслета 4 в начальный период торцовые участки 7 образуются под некоторым углом, . при переходе от разжатой части браслета к неразжатым его частям слои корда располагаются под некоторым углом, а затем при осевом перемещении участков 8 к центру браслета 4 слои обрезиненного корда облегают заплечики барабана и образуют требуемой формы торцовые части 7 за счет остаточных упругих сил в растянутых торцовых частях 7.
25 1 4
Ilit
3

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматических шин | 1979 |
|
SU750900A2 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU554661A1 |
| Способ сборки каркасов покрышек пневматических шин | 1975 |
|
SU521142A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU549941A1 |
| Способ сборки покрышек пневматических шин | 1976 |
|
SU853936A1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Способ сборки покрышек пневматических шин | 1976 |
|
SU579167A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ сборки покрышек пневматических шин | 1969 |
|
SU494282A1 |
| Покрышка пневматической шины и способ ее сборки | 1978 |
|
SU816062A1 |

1.СПОСОБ СБОРКИ ШКРЬШШК ПНЕВМАТИЧЕСКИХ ШИН, заключающийся в том, что на основной и вспомогательные сборочные барабаны накладывают ( слои корда, образуют каркасный браслет, растягивают его в радиальном направлении разжимом основного барабана с образованием заплечиков, уста-навливают бортовые кольца, заворачивают образующие боковины покрышки ' участки каркасного браслета на кольца и осуществляют последующее наложение других элементов покрышки, отличающийся тем, что, с целью обеспечения возможности постоянства длины нитей корда между бортовыми кольцами и исключения образования складок в бортовой зоне, перед посадкой бортовых колец производят осевое перемещение к центру.браслета образующих боковины покрьш1ки участков каркасного браслета, контактирующих с вспомогательными сборочными барабанами о2.Способ поп„1,отличаю- щ и и с я тем, что осевое перемещение к центру браслета образующих боковины покрьш1ки участков каркасного браслета осуществляют, одновременно с разжимом основного сборочного барабана.<?О1 01оэ
f I
Риг.З 11 fO
fuz. 5
| СПОСОБ СБОРКИ АВТОПОКРЫШЕК | 0 |
|
SU213338A1 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
