113
Изобретение относится к обработке г еталлов давлением и может быть использовано для гибки листового сортового, профильного материала.
Целью изобретения является повышение производительности за счет обеспечения возможности автоматизации удаления из штампа П-образных изделий.
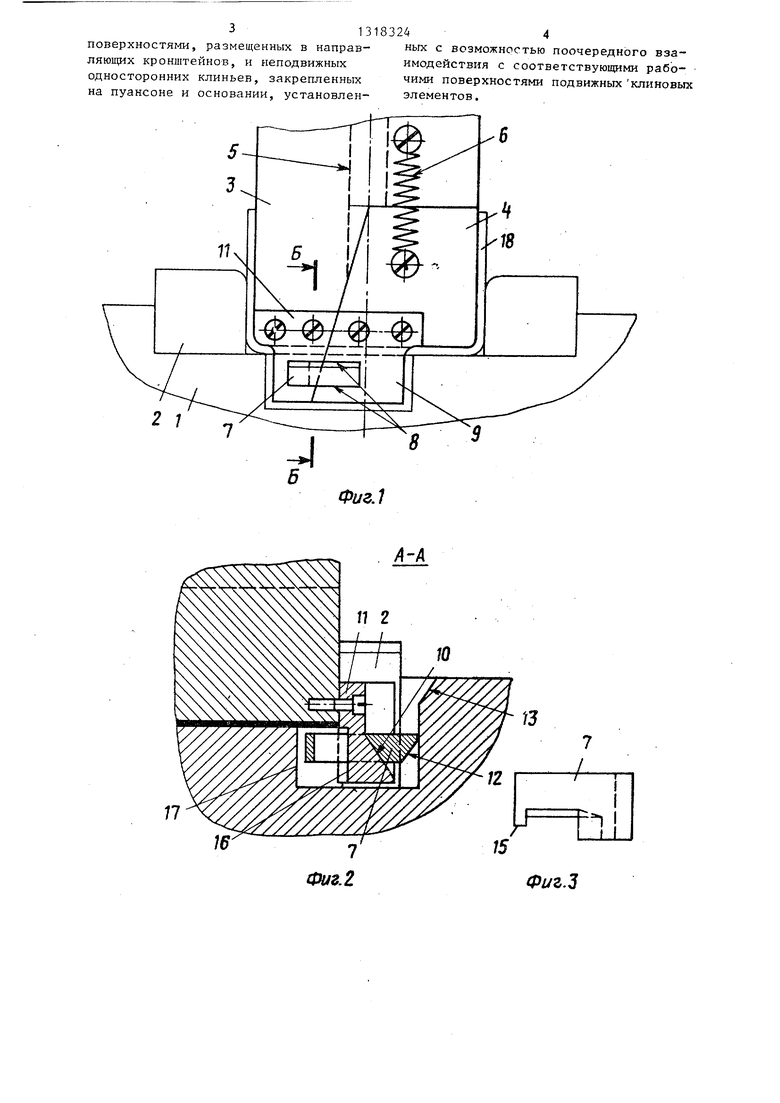
На фиг.1 изображен предложенный штамп в конечный момент гибки; на фиг.2 - сечение А-А на фиг. 1; на фиг.3 - клиновой элемент, вид сверху; на фиг.4 - пуансон в верхнем положении ползуна пресса; на фиг.5 - сечение Б-Б на фиг.4; на фиг.6 - вид на 1саинрву10 пружину клинового элемента. Штамп для изготовления П-образных изделий из листовых штучных заготовок содержит основание 1, на котором крепится гибочная матрица 2, и подвижную njniTy с закрепленным на ней пуансоном 3. В направляющих пуансона 3 установлена вставка 4 с возмолсностью перемещения под действием толкателей 5, связанная с пуансоном 3 посредством пружин 6 растяжения. На торцах пуансона установлены крючковые съемники, каждый из которых выполнен в виде клинового элемента 7 с двумя рабочими поверхностями, связанного с направляющими 8 жестко закрепленного на торцах вставки 4 кронштейна 9 и имеющего клиновую поверхность 10, вьшолненную с возможностью взаимодействия с клином 11, а также клиновую поверхность 12, выполненнзпо с возможностью взаимодействия со скосом 13, выполненным на основании 1. На подвижном клиновом элементе 7 установлена тормозная прулшна 14, постоянно прижимающая его к направляющим 8 кронштейна 9..
Клиновой элемент 7 образует с нижним торцом пуансона зазор, величина которого превьшгает величины возмолшого прогиба заготовки под пуансоном и толщины штампуемого материала .
Перемещение элемента 7 относительно пуансона 3 и клина 11 ограничено клиновой поверхностью 10 с одной стороны и выступом 15 с другой, а с противоположной стороны клиновой поверхности клина 11 выполнено освобождение 16 под выступ 15.
Под крючковые съемники в плите 1 выполнено освобождение 17.
42
Штамп работает следующим образом.
При верхнем положении ползуна пресса вставка 4 пуансона 3 находится в раздвинутом состоянии, элемент 7 находится вне рабочей зоны.
При ходе ползуна пресса вниз вставка 4 под действием пружины 5 растяжения прижимается к пуансону 3.
Вместе с вставкой 4 пуансон 3 опу- скается на заготовку, и происходит гибка ее в деталь 18. При этом элемент 7 перемещается под заготовку под действием скоса 13 основания 1 на клиновую поверхность 12,
При ходе ползуна пресса вверх поддерживаемая крючковыми съемникми деталь 18 подымается вместе с пуансоном 3 и вставкой 4 под матрицей 2, образуя пространство, достаточное для размещения элемента устройства удаления.
В конце хода ползуна пресса вверх Iвставка 4 под действием толкателей 5, связанных с траверсой прессаj сдвигается по наклонной плоскости пуансона 3, образуя зазор с деталью 18. При этом элемент 7 под действием клина 11 и клиновой поверхности 10 выходит из зацепления с деталью 18, которая па- дает на элемент устройства удаления и удаляется средствами механизации.
В начале последующего рабочего хода ползуна пресса пружина 6 растяжения возвращает вставку 4 в исход- ное положение, а элемент 7 остается вне рабочей зоны.
Формула изобретения
Штамп для гибки П-образных изделий из листовых штучных заготовок, содержащий размещенную на основании матрицу, закрепленный на подвижной плите пуансон, связанные с траверсой
пресса толкатели, расположенные в отверстии пуансона, и крючковые съемники, установленные на нерабочих торцах пуансона, отличающийся тем, что, с целью повышепия производительности за счет обеспечения возможности автоматизации процесса гибки, он снабжен подпр.ужиненной вставкой, установленной в пуансоне с возможностью перемещения под углом к оси
штампа, кронштейнами с направляющими, закрепленными на вертикальных нерабочих торцах вставки, а крючковые съемники вьтолнены в виде подвижных клиновых элементов с двумя рабочими
313183244
поверхностями, размещенных в направ- ньгх с возможностью поочередного вза- ляюнщх кронштейнов, н неподвижных имодействия с соответствующими рабо- - односторонних клиньев, закрепленных чими поверхностями подвижных клиновых на пуансоне и основании, установлен- элементов.
2 ;
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
| Штамп для вырубки деталей из ленты или полосы | 1982 |
|
SU1031579A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| Штамп для листовой штамповки штучных заготовок | 1986 |
|
SU1382538A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |

Изобретение относится к обработке металлов давлением и обеспечивает повышение производительности за счет автоматизации гибки П-образных изделий из листовых штучных заготовок. Штамп содержит основание, пуансон, матрицу (М), толкатели, связанные с траверсой пресса, и крючковые съемники с закрепленными на подпружиненной вставке кронштейнами с направляющими. Крючковые съемники выполнены в виде двухсторонних клиновых элементов, поочередно взаимодей- ствукяцих своими рабочими поверхностями с неподвижными клиньями, размещенными на основании и пуансоне. При гибке обеспечивается съем изделия с М, подъем его на определенную высоту над зеркалом М и сбрасывание с помощью подпружиненной вставки, чем создаются благоприятные условия для работы устройства в автоматическом режиме. 6 ил. & б (Л
/1-Д
Фиг.З
Фиг. 5
Составитель А.Гузь Редактор И.Николайчук Техред МоХоданич Корректор С.Шекмар
2456/8
Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Емельянов М.Ф | |||
| Механизация штамповочных работ.- М.: Машгиз, 1959, с.124-125, ФИГ.102Б. |
