При существующих способах зубострогания па станках типа „Бильтрам-PeiiHeKep чистовая обработка прон;-водится поочередно праворежущим и леворежущим реяиа.мн, каждый из которых обрабатывает один из двух профилей впадин. После обработки стороны внадины производится смена резца и поворот заготовки вокруг CBoeii оси ни угол, зависящий от толщины зубьев нарезаемого зубчатого колеса. Для осуществления этого поворота на станке имеется специальный лимб ТОЛП1ИНЫ зуба. Такой способ обработки мало ироизволителен и не дает высокой точности.
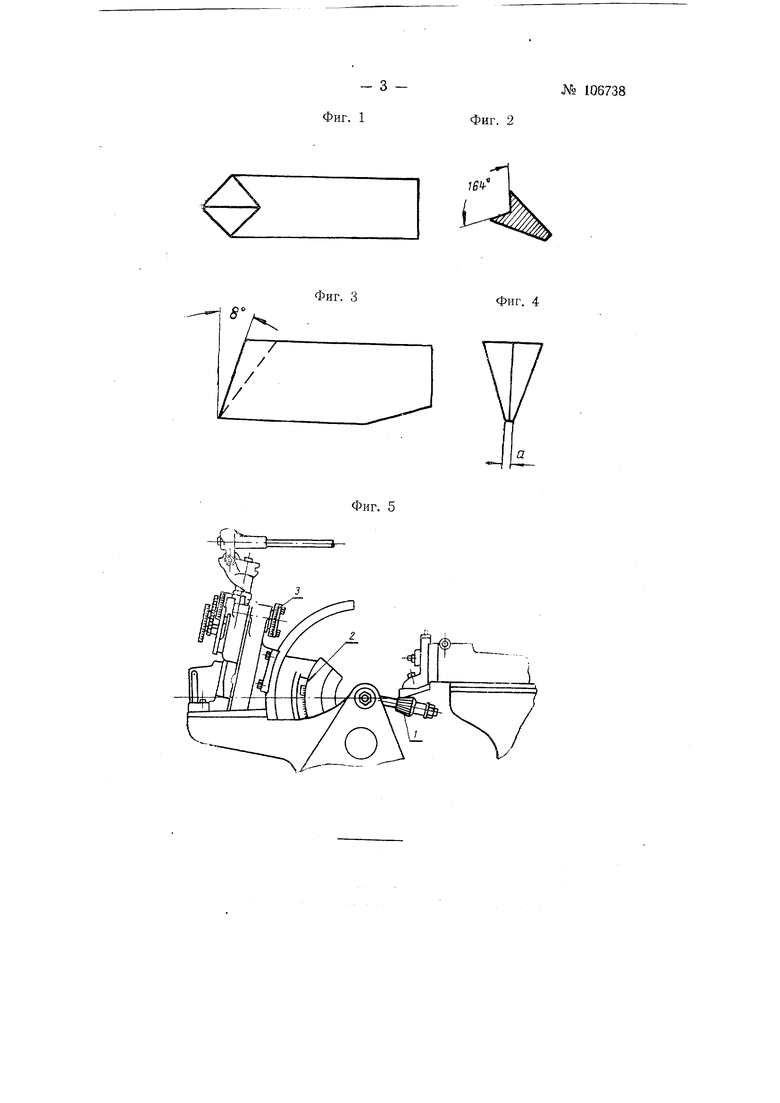
Особенность предложенного способа состоит в том, что для увеличения производительности и точности обработки применяется „однорезцовый способ нарезания, нри котором обработка обеих сгорон впадипы производится одновременно одним резцом, отличающимся от обычного тем, что его передняя поверхность состоит из двух передних граней, образующих между собой угол 164°.
На фиг. 1 -4 показан резец по изобретению. Ширина а носика резца (фиг. 4) принимается равной щирине дна впадины у внугреннего ее конца.
На фиг. 5 показан (частично) зубос1рогальный станок „Бильграм-Рейнекер с установленным на нем коническим зубчатым колесо.м 7.
При обработке одним резцом форма зуба и налачка станка отлича отся от обычных.
Делительная головка стан1 ;а 2 устанавливается не на угол начального конуса нарезаемого колеса, а на угол ,,, величина которого определяется по формуле:
л,(т -т),(I)
где f -уго.я начального конуса нарезаемого зубчатого колеса;. 7 -угол ножки зуба при обычном исполнении; 7-угол ножки зуба при „однорезцовом способе нарезания.
1е7-:-,Д-(2)
, tga
--толщина зуба по дуге
началь ной окружности;
Lg -длина образующей начального конуса;
а -профильный угол ИСХОхТ,НОго контура.
Лимб толщины зуба 5 закрепляется в одном положении и при обработке им не пользуются.
Форма зуба незначительно отличается от обычпой тем, что угол ножки имеет другую величину у (формула ), чем на применяемом.
Про/( мет изобретения
Способ нарезания прямозубых конических колес на станках типа
„Бильграм-Рейнекер, о т л и ч а гощи йен тем, что, с целью повышения производительности и точности, обработка обеих сторон впадины производится одновременно при помощи одного резца, передняя поверхность которого выполнена в виде двух плоскостей, пересекающихся под углом, а правильное сопряжение нарезанных зубьев осуществляется путем введения угла установки делительной головки станка.
Фиг. 1
Фиг. 2
Фиг. 3
фиг. 4
