Изобретение относится к обработк Металлов давлени€ м, в частности к производству профилей переменного 1сечения по длине в валках профилегибочного ctaHa.
Известен сп6сс б изготовления гну (тых профилей проката, преимущественно швеллеров, с постепенно сужаемой ho крайней мере на одном из его кондов стенкой путем последовательной ho переходам подгибки участков заго товки переменной ширины в валках ГЦ ; Недостатком известно способа рвляется то, что в изготовленных |1рофилях в местах сопряжения широко профиля с сужаемыми участками Наблюдаются волнистость полок и про|1ольный прогиб профиля с прогибом сторону стенки. Это объясняется ем, что в местах сопряжения при одгибке полок образуется избыток йеталла с максимумом у кромок и его уменьшение до нуля на стенке, Ис1Йользовать такие профили без дополйительной правки затруднительно, а i отдельных случаях из-за значительйой трудоемкости и сложности процесса правки изготавливать такие прО фили становится нецелесообразно.
Цель изобретения - улучшение качества профилей путем исключения волнистости полок .
Поставленная цель достигается тем что согласно способу изготовления 1 нутых профилей проката, преимущес твенно швеллеров,, с постепенно сужаемой по крайней мере на одном из его концов стенкой пу:гем последовательной по переходам подгибки участков г|аготовки переменной ширины в валках, в месте сопряжения участка постоянной ширины с сужаемым участком эЬшолняют временный поперечный гофр р переменньми по его длине размералЛ поперечного сечения, максимальными на участке будущей стенки профил|я и плавно уменьшающимися на участках будущих полок до нуля на кромках а затем при подгибке полок проФИля гофр выпрямляют с вытеснением избытка металла в продольном направлении, при этом разность между длиной гофра и его шириной в месте будущей стенки профиля определяется выражением .j.g.
to
где 0/1 - ширина полки профиля, мм;
j9 - угол меаду кромками заготовки на участке постоянной ширины и сужаемом участке, град.
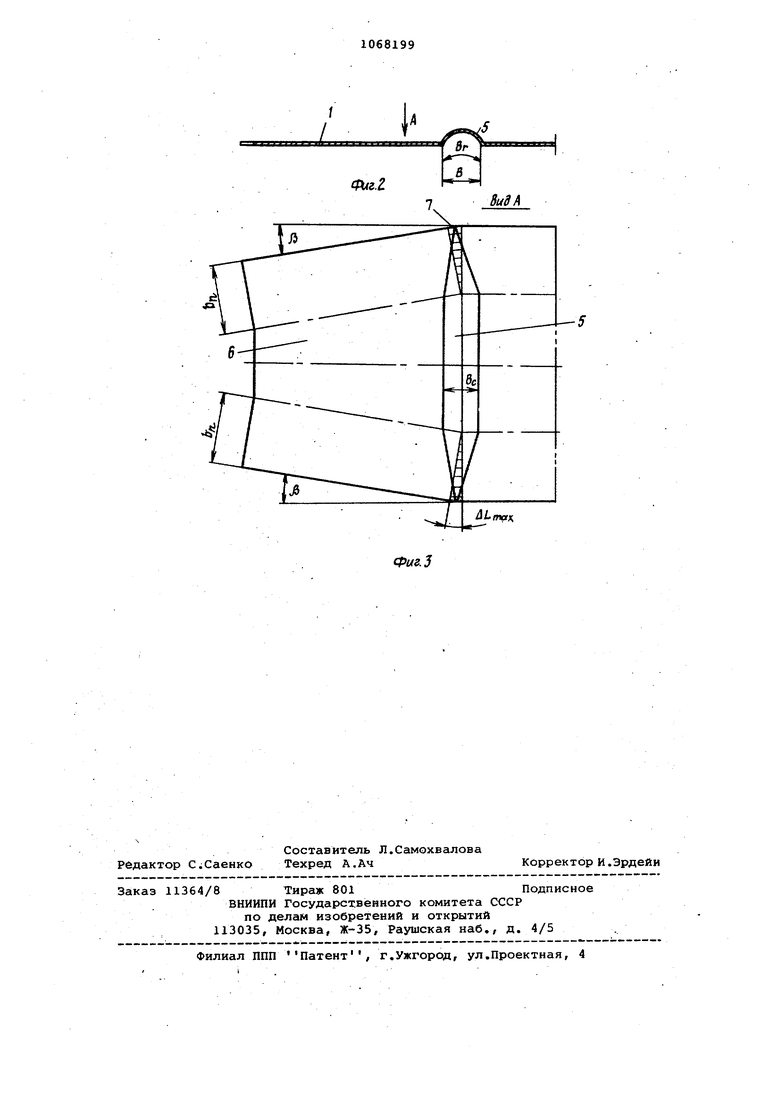
На фиг. 1 показана схема подгибки noj}OK швеллера с постепенно сужаемой
стенкой на одном из его концов из заготовки переменной ширины; на фиг. 2 - заготовка с отформованным поперечным гофром в месте будущего сопряжения широкой части профиля с сужаемым концевым участком; на фиг.Звид А на фиг. 2.
При формообразовании профиля первоначально на заготовке 1 в месте 2 сопряжения широкой части 3 профиля с сужаемым концевй1м участком 4 выполняют временный поперечный гофр 5 с переменной по его длине разверткой в сечении, а затем в последующих технологических переходах гофр выпрямляют с вытеснением избытка металла в продольном направлении, причем временный гофр выполняют за счет местной вытяжки металла заготовки с максимальной разверткой. Вд в его поперечном сечении на участке стенки 6 профиля и минимальной разверткой, равной нулю у кромок 7.
Так, например, при формообразовании швеллера толщиной 2 мм с шириной полок 50 мм и стенки 100 мм сужаемой под углом fl - 10 на длине 200 мм первоначально на заготовке 1 в месте 2 будущего сопряжения широко части 3 профиля с сужаемьлм концевым участком 4 выполняют за счет местной вытяжки временный поперечный гофр 5 с переменной по его длине разверт- . кой -в сечении.
Максимальный избыток металла создают на стенке б пpoфиляЛЛ Q( .50-0,1745 8,7 мм; минимальный - у кромок -Л 0. При этом на стенке 6 профиля для принятой закругленной формы гофра ширина и глубина соответственно равны В 20мм,
rлax- 9 мм.
На заготовке в месте будущей полки гофр 5 выполняется переменной глубины с максимумом у стенки и минимумом, равным нулю, у кромки. При этом развертка гофра В превышает ширину гофра В на величину: 4L : В -В .
Профили-, изготовленные по предлагаемому способу,характеризуются стабильностью геометрических размеров, не выходящих за пределы допускаемых отклонений, хорошим качеством подогнутых полок и волнистости вдоль кромок, в то время как при изготовлении подобных профилей по известному способу наблюдается волнистость полок с глубиной волн у кромок до 10-15 мм и продольный изгиб профиля в месте перехода от широкой части профиля к сужаемой.
Ьг
f.ff
8r
г
в
8идА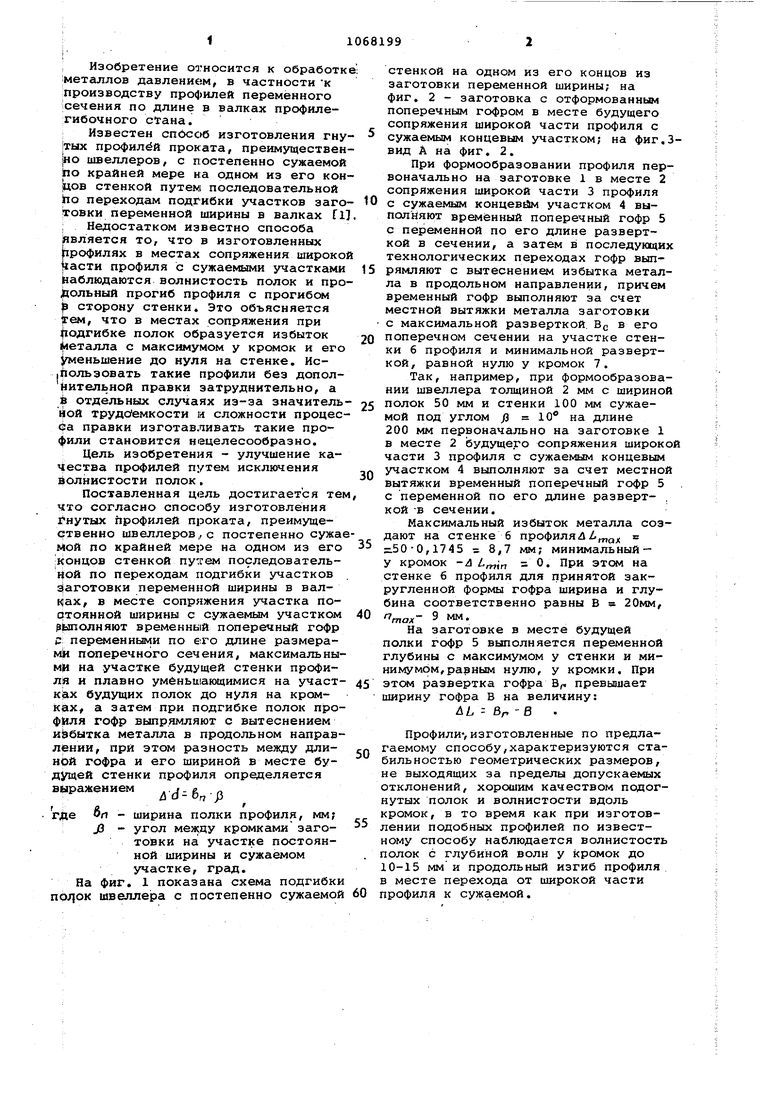
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА, преимущественно швеллеров, с постоянно сужаемой по крайней мере, на одном из его концов. стенкой путем последовательной по переходам подгибки участков заготовки переменной ширины в валках, отличающийся тем,что, с целью улучшения качества профилей путем исключения волнистости полок, в месте сопряжения участка постоянной ширины с сужаемым участком вьшолняют временный поперечный гофр с переменными по его длине размерами поперечного сечения, максимальн1лми на участке будущей стенки профиля и плавно уменьшающимися на участках будущих полок до нуля на кромках, а затем при подгибке полок профиля гофр выпрямляют с вытеснением избытка металла в продольном направлении, при этсяи разность между длиной дуги гофра и его шириной в месте будущей стенки профиля определяется выражением . „ .ud--6n-J , (Л /7 - ширина полки профиля, MMJ где j3 - угол между кромаками заготовки на участке постоянной ширины и сужаемс участке, град. .о X)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АРОМАТИЧЕСКИЕ ПОЛИЭФИРЫ | 2011 |
|
RU2466151C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
