Известные упоры мерной проволоки сложны в изготовлении. Их делают из двух Н1тамповапных шайб из мягкой стали, закрепленных на нроволоке е помощью заклепкн. Для уменьшения изгиба и напряжения в проволоке 1найбы имеют кольцевые пазы для обвода проволокой соединительной заклепки и устранения пережимов, которые увеличивают напряжение, деформируют проволоку и она в работе по местам пережима очень часто рветея. . Предложенная конструкция упора мерной проволоки устраняет указанные недостатки и принцнпиал1 но отличается от существующих простотой изготовления и способом крепления на проволоке без деформации сопряженных деталей. Предлатаемый упор мерной нроволокн делается нз одной детали и штампуется из листовой стали толщиной 1,5 мм.
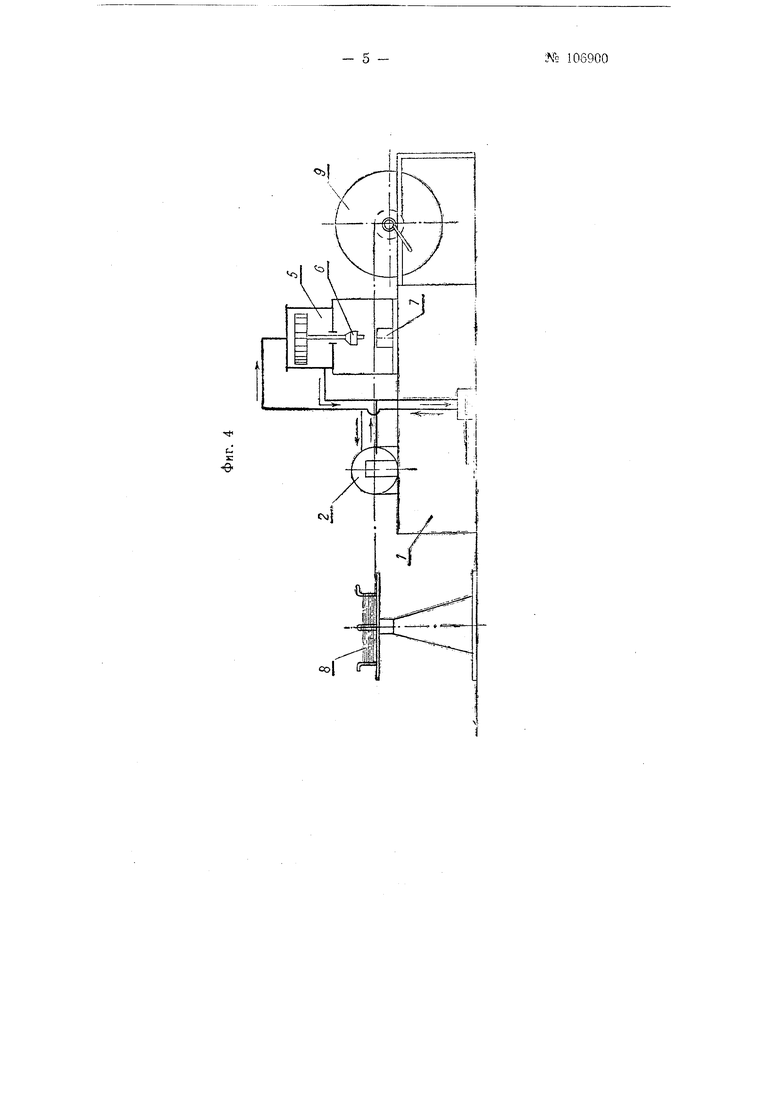
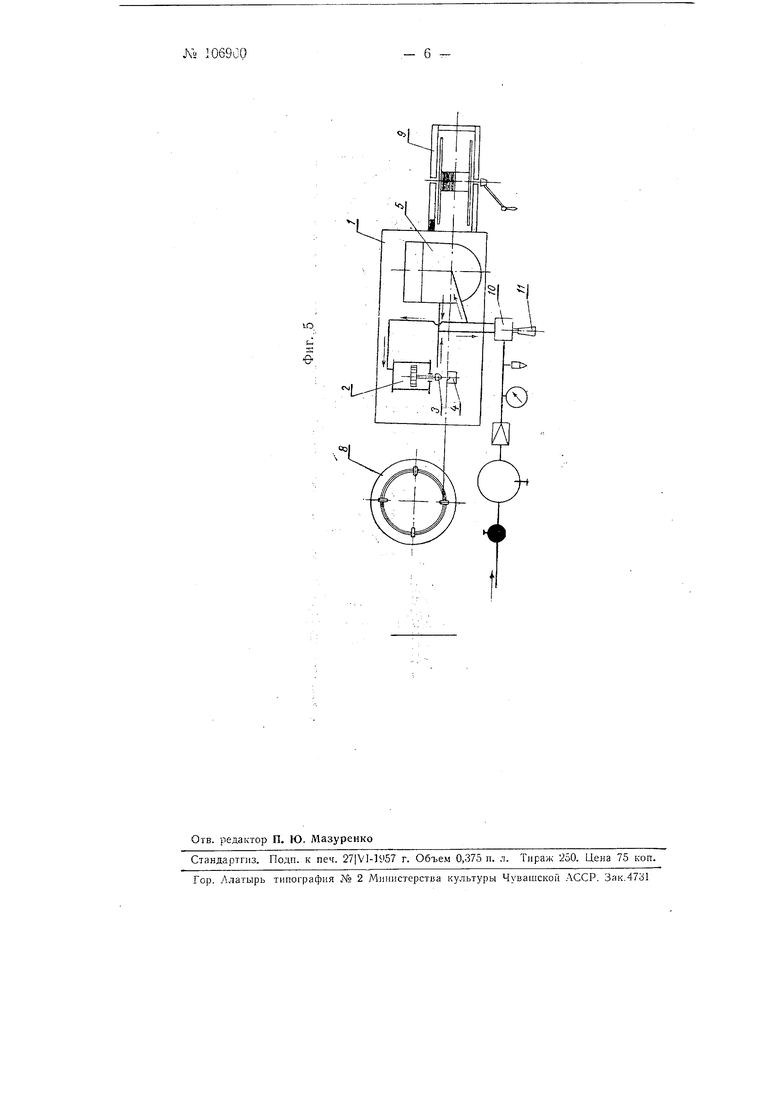
На фиг. 1-изображена заготовка упора из лнетовой стали; на фнг. 2-вытяжка колпачка; на фнг. 3- заправка зига проволоки, который делается тоже на штампе, в колпачок и закрепление- последнего на проволоке; на фиг. 4 и 5 показана установка для нзготовлення упора
мерной проволоки н для закрепления его иа прово.токе.
Ус1аиовка состоит из е.чедующих узлов.
Сто.:1-верстак /, иа котором смонтированы все узлы; пневматический пресс 2, мон,ностью в одну тонну, на HiTOKe которого закреплен пуансон 3 для знговки проволоки; матрица 4 закреп.чена на столе-верстаке /.
Пневматический нреес 5, мощностью в три тонны, на штоке н опорной п,1ите KOTOpoio смонтирован комбинированный пуансон 6 и матрица 7 д.чя обжима упора на проволоке.
Кату1нки д.чя сматывания 8 и наматывания 9 проволоки; специальный пневматический клапан 10; педа.чь включения //.
Прессы 2 н 5 еблокироваиы между собой.
Пресс 2 при помои1.11 пуансона 3 и матрицы 4 зигует проволоку, а пресс 5 с номонхью комбинированното нуансона 6 и матрицы 7 производит обжнм }порной муфты на мерной проволоке за одну операцию. Вея указагшая работа выполняется одним рабочим.
Предмет изобретения
Способ изготовления упора Дляформе вытянутой звездочки с чемерной проволоки для квадратио-тырьмя округленными концами с гнездового метода посева, отл и ч а-.помощью Н1тампа вытягивают в колющийся тем, что, с целью упро- пачок со сферическим дном и после щения производства и устраненияукладки на дно зигованного отрезнапряжеиия и деформации в про-ка проволоки края колпачка обживолоке, металлическую пластину в- .мают на прессе.
№ 106900
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ БОРТОВЫХ КОЛЕЦ | 1970 |
|
SU258572A1 |
| Способ изготовления деталей типа стопорных колец с отогнутыми внутрь усиками и устройство для его осуществления | 1987 |
|
SU1480939A1 |
| Станок для получения из стальной проволоки скоб объемной формы | 1988 |
|
SU1593760A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК | 1996 |
|
RU2111821C1 |
| Устройство для изготовления и запрессовки проволочных штырей в монтажные платы | 1981 |
|
SU996008A1 |
| Метод изготовления из алюминиевых сплавов точных пресс-форм, предназначенных для производства выплавляемых моделей | 1957 |
|
SU113631A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ Г-ОБРАЗНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА И ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2007 |
|
RU2354480C1 |
| Способ изготовления вытяжных штампов | 1959 |
|
SU120827A1 |
Фиг. 3
O.J
cJ
s:
О
CO
(.;
е
ъ