Изобретение относится к порошковой металлургии, в частности к пресс-формам для прессования изделий из металлического порошка.
Известна пресс-форма для прессования из порошка изделий с отверстием, содержащая матрицу, верхний и нижний пуансон и стержень для формирования отверстия, установленный в нижнем пуансоне с возможностью осевого перемещения р J,
Недостатком этой пресс-формы является низкий выход годного и невысокая производительность при прессовании изделий с отверстием диаматром менее 1,5 мм.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результатуявляется пресс-форма для прессования из порошка издеЛИЙ с отверстием, содержащая матрицу, сплошной пуансон с осевой выемкой, полый пуансон и стержень для формования отверстия, установленньй в полом пуансоне. При этом сплошной пуансон выполнен с осевой выемкой, диаметр которой Соответствует размеру стержня C2L
к недостаткам известной прессформы относится низкая производительность, обусловленная необходимостью ручной установки стержня и ручного заполнения матрицы порошком, а также низкий выход годного продукта что связано с возможностью деформа- ции стержня в процессе прессования. Выход годного продукта из-за искажени 1 формы отверстия не превьшает 40%,
Цель изобретения-повышение произ- водительности и увеличение выхода годного продукта.
Указанную цель достигают тем, что в пресс-форме для прессования из по-с рошка изделий с отверстием, содержащей матрицу, сплошной пуансон с осевой выемкой, полый пуансон и стержень для формования отверстия, установленный в полом пуансоне, сплошной пуансон снабжен эластичной вставкой, расположенной внутри выемки, а стержень выполнен с заостренным торцом,
На чертеже показана предлагаемая пресс-форма, вертикальный разрез.
Пресс-форма для прессования из порошка изделий с отверстием содержит матрицу 1, верхний пуансон 2, нижний пуансон 3 с установленным в нем стержнем 4 с заостренным концом.
На рабочем торце верхнего пуансона 2 заподлицо с ним и соосно стержню установлена вставка 5 из эластичног материала (резина и т,п,).
Стержень 4 может быть установлен и в верхнем пуансоне 2, тогда вставка 5 устанавливается в нижнем пуансоне 3 (этот вариант не показан),
Пресс-форма работает следующим образом,
В полость матрицы 1 засыпают порошок и опускают верхний пуансон 2 до тех пор, пока заостренный конец стержня 4 не входит в эластичную вставку 5, Затем начинает двигаться нижний пуансон 3, которьй уплотняет порошок. После окончания уплотнения верхний пуансон 2 поднимают вверх, а нижним пуансоном 3 выталкивают прессовку из полости матрицы 1,
В варианте выполнения, когда стежень 4 расположен в верхнем пуансоне 2, уплотнение осуществляют пуансоном 2, а в остальном пресс-форма работает аналогичным образом.
Установка эластичной вставки на рабочем торце пуансона соосно заостренному стержню предотвращает дефорцию последнего при соприкосновении с пуансоном, так как заостренный конец стержня свободно входит в элатичньо1 материал вставки, даже если стержень и отклонился от вертикали.
Встависа должна быть установлена заподлицо с рабочим торцом пуансона для того, чтобы исключить искажение плоскостности торца изделия. Кроме того, в случае, если вставка углублена внутрь пуансона, то порошок запрессовывается в углубление пуансона и эту часть изделия извлечь не удается.
Пресс-форма предлагаемой конструции была испытана для получения заготовок пишущих элементов графопостроителей, представляющих собой цилиндр с наружным диаметром 22 мм, длиной 11 мм и сквозным отверстием диаметром 0,2, 0,4 и 0,5 мм.
Выход годного составил 95%, производительность 6 тыс,шт, в смену, поломок или деформации стержня не наблюдалось.
При изготовлении аналогичных изделий в известной пресс-форме производительность составила
31148708
шт.в смену, выход годного про- мерно в 15 раз повысить проиэводидукта - 40%.тельность процесса прессования издеТаким образом, использование пред- более чем в два раза увеличить вылагаемой пресс--ч}юрмы -позволяет при- j ход годного продукта.
лий с осевым отверстием, а также
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования изделия с отверстиями и устройство для его осуществления | 1987 |
|
SU1660843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| Прессформа для формования изделий из порошков | 1982 |
|
SU1024150A1 |
| Устройство для гидростатического прессования полых длинномерных изделий из порошков | 1990 |
|
SU1770084A1 |
| Пресс-форма для прессования тиглей из порошка | 1982 |
|
SU1052334A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1997 |
|
RU2131790C1 |
| Способ изготовления пустотелых изделий из пресс-порошков и пресс-форма для изготовления пустотелых изделий из пресс-порошков | 1986 |
|
SU1430280A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1983 |
|
SU1144767A1 |
| Пресс-форма | 1986 |
|
SU1315135A1 |
ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗ ПОРОШКА ИЗДЕЛИЙ С ОТВЕРСТИЕМ, содержащая матрицу, сплошной пуансон с осевой выемкой, польй пуансон и стержень для формования отверстия, установленный в полом пуансоне, о тличающаяся тем, что, целью повышения производительности и увеличения выхода годного продукта, сплошной пуансон снабжен эластичной вставкой, расположенной внутри выемки, а стержень выполнен с заостренным торцом. W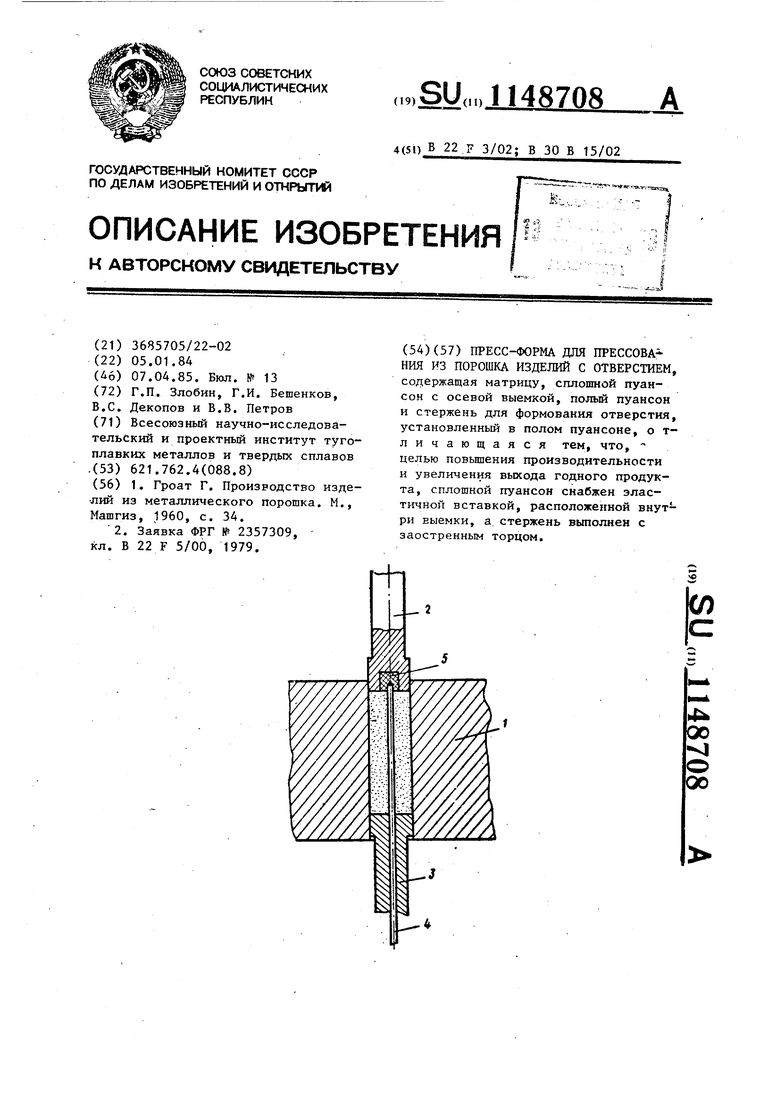
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гроат Г | |||
| Производство изделий из металлического порошка | |||
| М., Машгиз, 1960, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ДЕЗАКТИВАЦИИ ВОД ОТКРЫТЫХ ВОДОЕМОВ, ВОДНЫХ СТОКОВ | 2007 |
|
RU2357309C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
