Изобретение относится к электротехнической промьшшенности и может быть использовано для изготовления корпусов аккумуляторов.
. Известно устройство для изготовления корпусов аккумуляторов, содержащее механизм первой гибки, механизм второй гибки и механизм сварки 11 .
Однако транспортировка заготовок между технологическими позициями осущертвляется вручную.
Наиболее близким к предлагаемому по технической сущности и достигаемым результатам является устройство для изготовления корпусов аккумуляторов, содержащее последовательно установленные по ходу технологического процесса неподвижную станину и направляющие, узлы гибки, пуансон первой гибки с матрицей и выталкивателем, привод поступательного перемещения, сварочные и прикаточньле ролики и токоподводящие шины LSI.
Недостаток известного устройства заключается в том, что оно не обеспечивает одинаковой сборки свариваемых кромок.
Цель изобретения - уменьшение брака.
Поставленная цель достигается тем, что в устройстве для изготовления корпусов аккумуляторов, содержашем последовательно установленные по ходу технологического процесса неподвижную станину и направляющие, узлы гибки, пуансон первой гибки с матрицей и выталкивателем, пуансон второй гибки с консолью, матрицу с выталкивателем, привод поступательного перемещения, сварочные и прикаточные ролики и то коподвбдящие шины, узел второй гибки дополнительно содержитприжимные ролики, связанные с приводом поступательного перемещения, на .одной из вертикальных стенок пуансона второй гибки , смонтирована плоская пружина, а прикаточные ролики расположены по периметру консоли, являюрцейся продолжением пуансона второй гибки, один из прикаточных роликов расположен вертикально, смонтирован у стенки консоли, являющейся продолжением стенк пуансона, на которой смонтирована плоская пружина, и смещен относительно остальных прикаточных ролико вперед в направлении нижнего сварочного ролика.
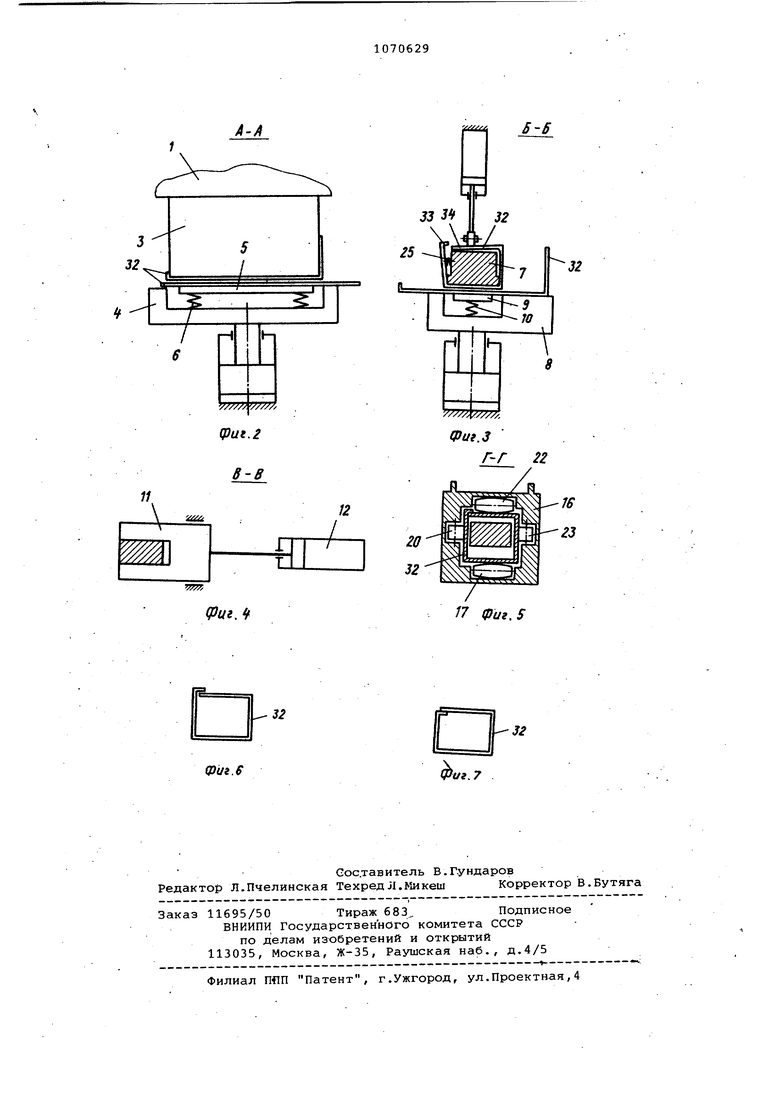
На фиг.1 изображено предлагаемое устройство, общий вид-; на фиг. 2 разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - разрез Г-Г на фиг.1; на фиг.б - пример правильной сборки кромок корпуса аккумулятора перед шовной электросваркой;
на фиг.7 - пример неправильной сборки кромок корпуса аккумулятора перед сваркой.
Предлагаемое устройство содержит станину 1, направляющие 2, пуансон 3 первой гибки, матрицу первой гибки 4 с выталкивателем 5, подпружиненным с помощью пружины 6, пуансон 7 второй гибки, матрицу второй гибки 8 с выталкивателем 9, подпружи0 ненным с помощью пружин 10, упор 11 с пневмоприводом 12, прижимные ролики 13, смонтированные на планке 14, приводимой в движение с помощью пневмопривода 15, корпус 16 с прика5 точными роликами 17-23, смонтированный на оси 24, плоскую пружину 25, нижний 26 и верхний 27 сварочные ролики. Матрицы приводятся в движение гидроприводами 2.8 и 29. Заготовка корпуса аккумулятора с одной тех нологической позиции на другую перемещается с помощью цепных конвейеров
30и 31.
Устройство работает следующим образом.
Плоская заготовка 32 с загрузочной позиции перемещается на позицию первой гибки конвейером 30. Срабатывает гидропривод 28, матрица 4 поднимается вместе с заготовкой и
0 осуществляется гибка. После окончания первой гибки заготовка передвигаетря на позицию второй гибки.Срабатывает гидропривод 29. При этом пружина 25 ограничивает перемещение
5 вертикальной стенки корпуса,к которой примыкает короткая горизонталь-, ная полка 33. Вслед за этим срабатывает пневмопривод 15, планка 14 о роликом 13 опускается и поджимает к
р пуансону второй гибки длинную горизонтальную полку 34 корпуса. В таком положении с помощью Конвейера
31заготовка вталкивается в корпус 16. При этом она взаимодействует своими стенками с роликами 17,22 и
5 23 и только потом вертикальная стенка с короткой полкой поджимается роликом 20. Это достигается смещением ролика 20 на величину L относительно роликов 17,22 и 23.
0 Из корпуса 16 заготовка выходит уже в собранном виде и попадает на позицию сварки. Здесь верхний сварочный ролик опускается, включается его вращение и сварочный ток. Продоль5 ный шов сваривается (полка 33 приваривается к полке 34.и готовый корпус падает, например, на транспортер).
Предлагаемое устройство для из готовления корпусов аккумуляторов обеспечивает одинаковую сборку свариваемых кромок корпуса аккумулятора перед технологической операцией сварки.
А-А
(Put. 2
8-8
11
.
12
79ЙТ
(Риг.
В-5
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления корпусов аккумуляторов | 1980 |
|
SU904040A1 |
| Устройство для изготовления корпуса аккумулятора | 1982 |
|
SU1035685A1 |
| Устройство для изготовления корпусов аккумуляторов | 1977 |
|
SU641550A1 |
| Устройство для гибки заготовок корпусов аккумуляторов | 1981 |
|
SU978236A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Машина для контактной стыковой сварки | 1970 |
|
SU307614A1 |
| Холодновысадочный автомат | 1981 |
|
SU1031615A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ АККУМУЛЯТОРОВ, содержащее последовательно установленные по ходу технологического процесса неподвижную станину и направляющие, узлы гибки, пуансон первой гибки с матрицей и выталкивателем, пуансон второй гибки с консолью, матрицу с выталкивателем, привод поступательного перемещения, сварочные и прикаточные ролики и токоподводящие шины, отличающееся тем, что, с целью уменьшения брака, узел второй гибки дополнительно содержит прижимные ролики, связанные с приводом поступательного перемещения, на одной из вертикальных стенок пуансона второй гибки смонтирована плоская пружина, а прикаточные ролики расположены по периметру консоли, являквдейся пр9Должением пуансона второй гибки, один из прикаточных роликов расположён вертикально, смонтирован у стенки консоли, являющейся продолжением стенки пуансона, на которой смонтирована плоская пружина, и смещен относительно осталь(Л ных прикаточных роликов вперед в направлении нижнего сварочного ролика.
Фиг.$
.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дасоян М.А., Новодержкин В.В., Томашевский Ф.Ф | |||
| Производство электрических аккумуляторов | |||
| М., Высшая школа, 1970, с.357 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления корпусов аккумуляторов | 1980 |
|
SU904040A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
