(54) УСТРОЙСТВО ДЛЯ ГИБКИ ЗАГОТОВОК КОРПУСОВ АККУМУЛЯТОГОВ
1
Изобретение относится к электротехнической промышленности и может быть использовано при гибке заготовок корпусов аккумулятол ров из металлического листового материала.
Известно устройство для гибки заготовок корпусов аккумуляторов, содержащее узлы загрузки заготовок, гибки, выгрузки готовых деталей и привод 1.
Недостатком этого устройства является сложная конструкция. Кроме того, невозмож- д на гибка с радиусом гиба, равным или меньшим толщине листового материала.
Наиболее близким к предлагаемому по технической сущности и достигаемым результатам является устройство для гибки заготовок кор- J5 пусов аккумуляторов, содержащее узел загрузки, заготовок, узлы первой и второй гибки со штампом, имеющем нижнюю плиту, матрицу, пуансоны и выталкиватель, которые кинемати- чески связаны с приводом, и узел выгрузки го-20 товых изделий 2.
Недостаток этого устройства заключается в том, что рабочая часть пуансона выполнена в виде консоли и после второй гибки готовая
, деталь вместе с рабочей частью пуансона выталкивается из матрицы усилием пружины. При этом возможны заклинивания рабочей части пуансона, что приводит к ненадежности в работе.
Цель изобретения - повышение надежности.
Эта цель достигается тем, что в устройство для гибки заготовок корпусов аккумуляторов, содержащем узел загрузки заготовок, узла первой и второй гибки со штампом, имеющим нижнюю плиту, матрицы, пуансоны и выталкиватели, которые кинематически связаны с приводом, и выгрузки готовых изделий, матрица и выталкиватель узла второй гибки смонтированы внутри выталкивателя узла первой гибки, а в пуансоне узла первой гибки выполнен паз под пуансон узла второй гибки, матрица Згзла первой гибки закреплена неподвижно относительной нижней плиты штампа, а пуансон узла второй гибки смонтирован в направляющих.
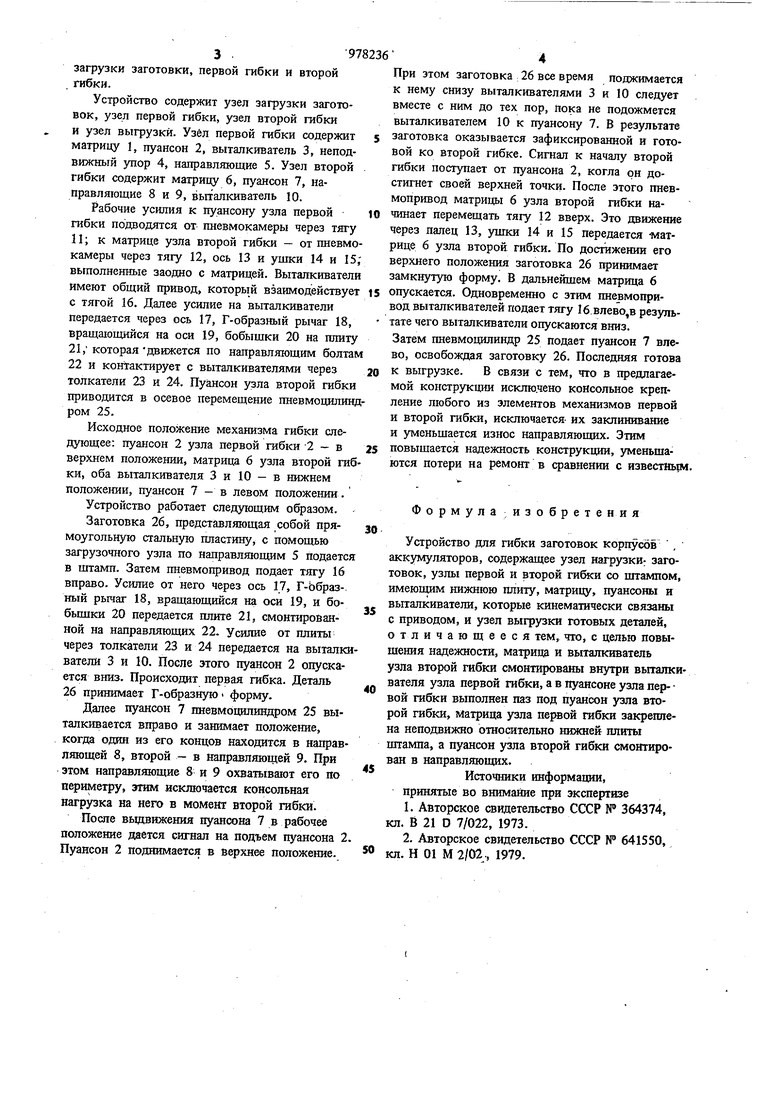
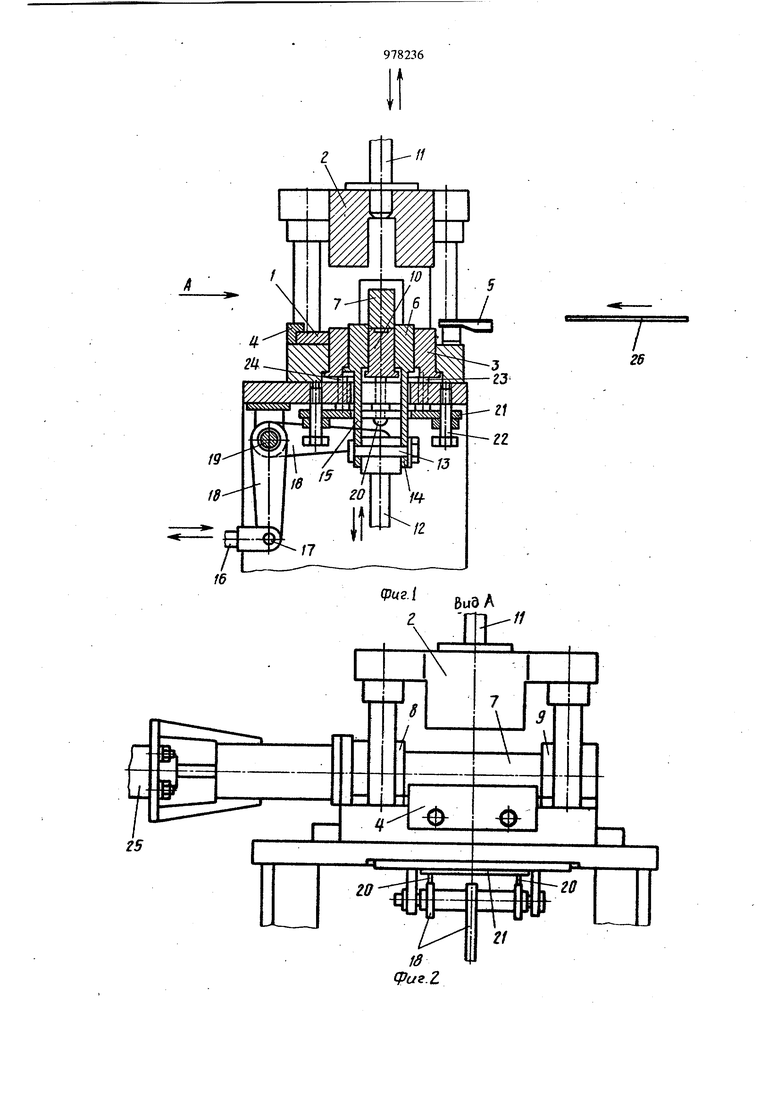
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3-5 - положение зле, ментов устройства гибки соответственно после 3 .-97 загрузки заготовки, первой гибки и второй гибки. Устройство содержит узел загрузки заготовок, узел первой гибки, узел второй гибки и узел выгрузки. Узел первой гибки содержит матрицу 1, пуансон 2, выталкиватель 3, неподвижный упор 4, направляющие 5. Узел второй гибки содержит матрицу 6, пуансон 7, направляющие 8 и 9, выталкиватель 10. Рабочие усилия к пуансону узла первой габки подводятся от пневмокамеры через тягу 11; к матрице узла второй гибки - от пневмо камеры через тягу 12, ось 13 и ушки 14 и IS выполненные заодно с матрицей. Выталкиватели имеют общий привод, который взаимодействует с тягой 16. Далее усилие на выталкиватели передается через ось 17, Г-образный рычаг 18, вращшощийся на оси 19, бобыщки 20 на штату 21, котораядвижется по направляющим болтам 22 и контактирует с выталкивателями через толкатели 23 и 24. Пуансон узла второй гибки приводится в осевое перемещение пневмоцилинд ром 25. Исходное положение механизма гибки следующее: пуансон 2 узла первой гибки -2 - в верхнем положении, матрица 6 узла второй гиб ки, оба выталкивателя 3 и 10 - в нижнем положении, пуансон 7 - в левом положении. Устройство работает следующим образом. Заготовка 26, представляющая собой прямоугольную стальную пластину, с помощью загрузочного узла по направл5дацщм 5 подается в щтамп. Затем пневмопривод подает тягу 16 вправо. Усилие от него через ось 17, Г-Ьбраз-. ный рычаг 18, вращающийся на оси 19, и бобьш1ки 20 передается плите 21, смонтированной на направляющих 22. Усилие от плиты через толкатели 23 и 24 передается на выталкИ ватели 3 и 10. После этого пуансон 2 опускается вниз. Происходат первая гибка. Деталь 26 принимает Г-образную форму. Далее пуансон 7 пневмоцилиндром 25 выталкивается вправо и занимает положение, когда один из его концов находится в направляющей 8, второй - в направляющей 9. При этом направляющие 8 и 9 охватывают его по периметру, этим исключается консольная нагрузка на него в момент второй гибки. После вьщвижения пуансона 7 в рабочее положение дается сигнал на подъем пуансона 2 Пуансон 2 поднимается в верхнее положение. При зтом заготовка 26 все время поджимается к нему снизу выталкивателями 3 и 10 следует вместе с ним до тех пор, пока не подожмется выталкивателем 10 к пуансону 7. В результате заготовка оказывается зафиксированной и готовой ко второй гибке. Сигнал к началу второй гибки постзшает от пуансона 2, когла он достигнет своей верхней точки. После зтого пневмопривод матрицы 6 узла второй гибки начинает перемещать тягу 12 вверх. Это движение через палец 13, ушки 14 и 15 передается -матице 6 узла второй гибки. По достижении его ерхнего положения заготовка 26 принимает замкнутую форму. В дальнейшем матрица 6 пускается. Одновременно с этим пневмопривод выталкивателей подает тягу 16.влево,в результате чего выталкиватели опускаются вниз. Затем пневмоцилиндр 25 подает пуансон 7 влево, освобождая заготовку 26. Последняя готова к выгрузке. В связи с тем, что в предлагаемой конструкции исклю.чено консольное крепление любого из элементов механизмов первой и второй гибки, исключается их заклинивание и уменьшается износ направляющих. Этим повышается надежность конструкции, уменьшаются потери на ремонт в сравнении с известйьгм. Формула изобретения Устройство для гибки заготовок корпусов , аккумуляторов, содержащее узел нагрузки заготовок, узлы первой и второй гибки со штампом, имеющим нижнюю плиту, матрицу, пуансоны и выталкиватели, которые кинематически связаны с приводом, и узел выгрузки готовых деталей, отличающееся тем, что, с целью повышения надежности, матрипд и выталкиватель узла второй гибки смонтированы внутри вьггалкивателя узла первой гибки, а в пуансоне узла пер- вой гибки выполнен паз под пуансон узла второй гибки, матрица узла пертой гибки закреплена неподвижно относительно нижней плиты штампа, а пуансон узла второй гибки смонтирован в направляющих. Источники информации, принятые во внимайие при экспертизе 1.Авторское сввдетельство СССР N 364374, кл. В 21 О 7/022, 1973. 2.Авторское свидетельство СССР N 641550, кл. Н 01 М 2/02 , 1979.
Ф
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления корпусов аккумуляторов | 1982 |
|
SU1070629A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для гибких заготовок с отверстиями на отгибаемых полках | 1984 |
|
SU1189540A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Гибочный штамп | 1983 |
|
SU1162524A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| Гибочный штамп для изготовления П-образных деталей | 1991 |
|
SU1803227A1 |
НУ-ft
Z6
.н4
сриг.
