О)
сд
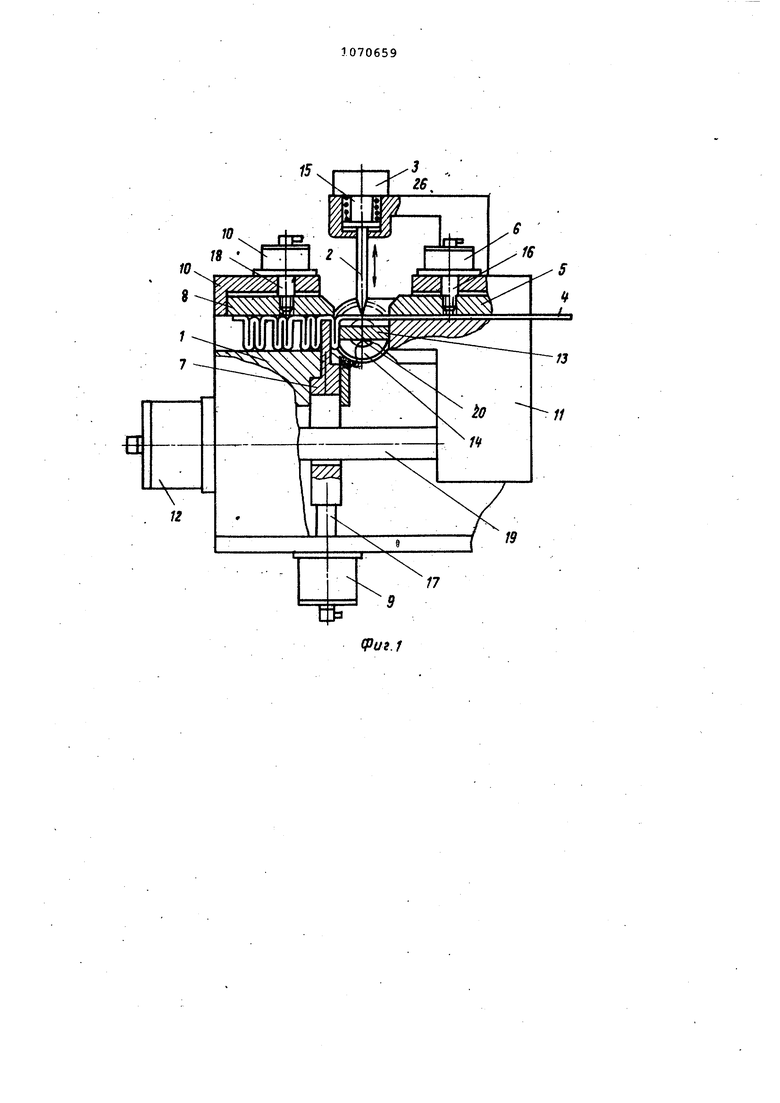
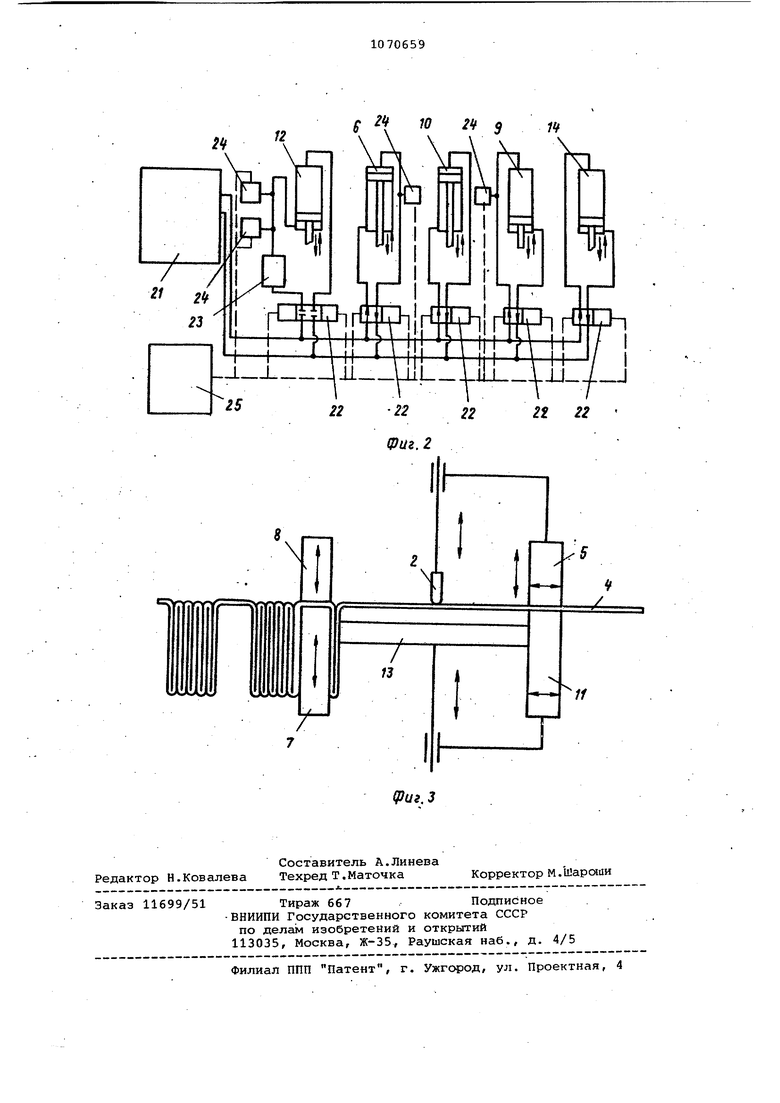
со Изобретение относится к электро машиностроению, а именно к изготов лению гофрированной зубдовой зоны магнитопровода электрической машин из ленты, и может быть использован в машиностроении при изготовлении гофрированных изделий из ленты. Известен спо,соб изготовления гофрированных изделий, с помощью устройства для гофрирования, ленты путем приложения сжимающих усилий вдоль заготовки и к вершине образую щего, гофра, обеспечивающих потери устойчивости, заготовки и осадку гофров СП . Однако данное устройство не поз ляет получать гофрированные издели групп гофр одинаковой высоты с взаимно прилегающими сторонами и пери.одическими промежутками между группами, так как по данному способу для создания сжимающего усилия при формировании гофр с помощью левого.и правого зажимов в них необходимо зажимать определенный учас ток заготовки с обеих сторон гофра Известно устройство для гофрирования ленты, содержащее пуансон, гибочные щеки с губками, установлен ными с возможностью перемещения на гибочных щеках С 21. Однако указанное устройство такж не позволяет получать гофрированные изделия, состоящие из двух или более гофр одинаковой высоты с взаимно прилегающими сторонами и периодическими промежутками между ними. Наиболее близким к предлагаемому является устройство для гофрировани ленты, содержащее корпус, на которо установлены nyaticoH с приводом его возвратно-поступательного перемещения в направлении подачи ленты, зажимной механизм с приводом его возвратно-поступательного перемещения вдоль и перпендику.пярно направлениям подачи ленты, гибочная колодка и зажим с приводами из возвра но-поступательного перемещения перпендикулярно направлению подачи ленты, формующая колодка с приводом ее возвратно-поступательного переме щения вдоль подачи ленты и элементы синхронизации приводов 3. Однако при формировании известньтм устройством нескольких гофр с взаимноприлегающими сторонами и периодическими промежутками мезаду группами гофр,возможно -отпружинивание гофр, что снижает качество изго тавливаемых - изделий . Цель изобретения - повьшгение качества изготавливаемых изделий за счет исключения отпружинивания гофр. Поставленная цель достигается тем, что в устройство для гофрирова ния ленты, сЬдержащем корпус, на котором установлены пуансон с приводом его возвратно-поступательного перемещения в направлении подачи ленты, зажимной механизм с приводом его возвратно-поступательного перемещения вдоль и перпендикулярно направлениям подачи ленты, гибочная колодка и зажим с приводами их возвратнопоступательного перемещения перпендикулярно направлению подачи ленты, формующая колодка с приводом ее возвратно-поступательного перемещения вдоль подачи ленты и элементы синхронизации приводов, дополнительно содержится дистанционный элемент, расположенный на формующей колодке с возможностью перемещения перпендикулярно направлению подачи ленты. На фиг.. 1 показано устройство для гофрирования ленты, на фиг. 2 принципиальная гидравлическая схема устройства; на фиг. 3 - схема формирования гофр. . Устройство для гофрирования ленты содержит корпус 1, на котором установлены пуансон 2 с приводом 3 его возвратно-поступательного перемещения в направлении подачи ленты 4, зажимной механизм 5 с приводом 6 его возвратно-гГоступательного перемещения вдоль и перпендикулярно направлениям подачи ленты 4, гибочную колодку. 7 и зажим 8 .с приводами, соответственно 9 и 10 их возвратно-поступательного перемещения перпендикулярно направлению подачи ленты 4 и формирующую колодку 11 с приводом 12 ее возвратно-поступательного перемещения вдоль подачи ленты 4. Устройство содержит также дистанционный элемент 13, расположенный на формующей колодке 11 с возможностью перемещения приводом 14 перпендикулярно направлению подачи ленты 4. В устройстве применены в качестве приводов электромагнит 15 и гидравлические приводы 3, 6, 9, 10 и 12 со штоками соответственно 16-20 насосной установкой. 21, гидрораспределителями 22, регулятором 23 тока, реле 24 давления и электрошкафом 25 управления. Шток 15 электромагнита подпружинен пружиной 26. Устройство для гофрирования ленты работает следующим образом. При образовании первого гофра ленту 4 накладывают на гибочную и формующую 11 колодки, находящиеся на заданном максимальном расстоянии друг от друга, и зажимают на гибочной колодке 7 зажимом 8, получаюгиим возвратно-поступательное перемещение от гидросистемы, обеспечивающей малое давление при помощи штока 18. В пространство между гибочной 7 и формующей 11 колодками вводится дистанционный элемент 13, получающий возвратно-поступательное перемещение .вдоль ленты 4 от гидросистемы при помощи штока 20, после чего лента 4 прижимается на формующей колодке 11 зажимным механизмом 5, получающим возвратнопоступательное перемещение от гидросистемы при помощи штока 16. Дистанционный элемент 13 удаляется и на лист 4 перпендикулярно его подаче действует пуансон 2 при помощи пружины 26 в момент отключения электромагнита 15. С целью обеспечения точности об разования центра складки пуансон 2 и дистанционный элемент 13 имеют оси симметрии, равноудаленные от гибочной колодки 7 (.осуществляется конструктивно). Действие пуансона 2 обуславливается необходимостью задать начальные условия для направленного, одностороннего формиро вания гофра и ограничивается поте,рей устойчивости части ленты, зажатой между колодками, при последующем движении формующей колодки 11 к гибочной колодке 7. Усилие Пружин 26 должно быть достаточным для потери устойчивости ленты. Вначале перемещения формующей колодки 11, когда наметилось формирование гофра пуансон 2 удаляется из зоны деформирования включением электромагнит 15. Формующая колодка 11 перемещается штоком 19 привода 12 от гидро системы, обеспечивающей при образовании гофра большое давление, до соприкосновения боковых поверхностей первого гофра. После этого зажимной механизм 5 отключается и в простра ство между формующей колодкой 11 и боковой поверхностью гофра вводя дистанционный элемент 13 и передвигают его вдоль ленты 4 до упора в гибочную колодку 7 с усилием, достаточным для устранения отпружинивания гофра (распушения гофр(. Затем включается привод 6, штоком 16 перемещается зажимной механизм 5 и фиксирует ленту 4. Дистанционный элемент 13 выводится из. зоны формирования гофра и на ленту 4 при отключении электромагнита 15 воздействует пуансон 2. Включение электромагнита 15 производят в начале перемещения формующей колодки 11. Далее Цикл изготовления второго гофра повторяется. Максимальное расстояние, на которое отходит формующая колодка 11 после формирования гофра, должно быть равным или больше длины дистанционного элемента 13 и суммы толщин гофр в данной группе гофр. Для получения промежутков между группами гофр формующая зажим 8 колодка 11, зажимной механизм 5 л гибочная колодка 7 отводятся в исходное положение и ленту 4, с группой гофр перемещают на расстояние, равное ширине гибочной колодки 7. Гибочнук колодку 7 штоком 17 возвращают к ленте 4, зажим 8 фиксирует ленту 4 к гибочной колодке 7 и операция формирования гофр повторяется. Синхронизация работы гидроцилиндров 6, 9, 10, 12 и 14 и регулирование давления обеспечивается газораспределителями 22, регулятором 23 потока и сигналами реле 24 давления от электрошкафа 25. Работа электромагнита 15 регулируется от электрошкафа 25 управления и синхронизирована с работой гидроцилиндров. Изобретение позволяет повысить качество изготавливаемых изделий за счет исключения отпружинивания гофр.
/5
Ю
J8
IF
W
17
(риг. 1 21 Р2, т 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования ленты | 1987 |
|
SU1493352A1 |
| Устройство для гофрирования ленты | 1988 |
|
SU1623819A1 |
| Устройство для гофрирования ленты | 1984 |
|
SU1304131A2 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1082517A1 |
| Устройство для гофрирования ленты | 1984 |
|
SU1245382A1 |
| Устройство для изготовления спиралей | 1983 |
|
SU1080901A1 |
| Устройство для изготовления ленты с увеличенными по высоте гофрами | 1980 |
|
SU910281A1 |
| Устройство для гофрирования ленты | 1982 |
|
SU1015968A1 |
| Устройство для изготовления зубцовой зоны магнитопровода гофрированием | 1984 |
|
SU1270841A1 |
УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛЕНТЫ,.содержащее корпус, на котором установлены пуансон с приводом его возвратно-поступательного перемещения в направлении подачи ленты, зажимной механизм с приводом его возвратно-поступательного перемещения вдоль и перпендикулярно направлениям подачи ленты, гибочная колодка и зажим с приводами их возвратно-поступательного перемещения перпендикулярно направлению подачи ленты, формующая колодка с приводом ее возвратно-поступательного перемещения вдоль подачи ленты и элементы синхронизации приводов, отличающееся тем, что, с целью повышения качества изготавливаемых изделий за счет исключения отпружинивания гофр, оно дополнительно содержит дистанционный элемент, § расположенный на формующей колодке сл с возможностью перемещения перпендикулярно направлению подачи ленты
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХИЗДЕЛИЙ | 1972 |
|
SU425698A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки легко рассыпающихся и плохо высыхающих осочно-тростниковых торфов при помощи разбавленных щелочей | 1922 |
|
SU541A1 |
