Изобретение относится к технологичес- KOMV оборудованию для изготовления элек- тричсл г.их маишн с гофрированной зубцо- lui-i j . зоной и может быть использо- i.iiio :i а/юктротехнической промыи ленности.
По основному авт. св. СССР № 1070659 известно устройство для гофрирования ленты, содержащее корпус, на котором установлены пуансон с приводом его возвратно- постунательного перемещения в направлении, периендикулярном направлению подачи ленты, зажимной механизм с приводом его возвратно-поступательного перемеп1ения вдоль и перпендикулярно направлениям ю- дачи ленты, гибочную колодку и зажим с приводами их возвратно-поступа 1 ельного перемещения перпендикулярно направлению подачи ленты, формуюпхую колодку с н)и- водом ее возвратно-поступательного псреме- щепия вдоль подачи ленты, дистанционный элемент, расположенный на формуюн1ей ко- .чодке с возможностью перемещения нер- пепдикулярно ианравлению подачи лен 1 ы.
Недостатком этого устройст1 а является низкое качество изготавливаемых изде.чий вследствие деформации 1-ибоч11ОЙ колодки, особенно при И1ироких размерах 1 офрируе- мой . юнты с узкими иазами зубцовой зонь:, и резу.чьтате деформации гибочной ко.лодки ,1ается геометрия зубцово-пазово .
Целью изобретения является повышение кач( из1 отавливаемых изде.лий за счет исключе1П1я влияния деформации элемеитов устройства па геометрию зубцово-иазовой зоны.
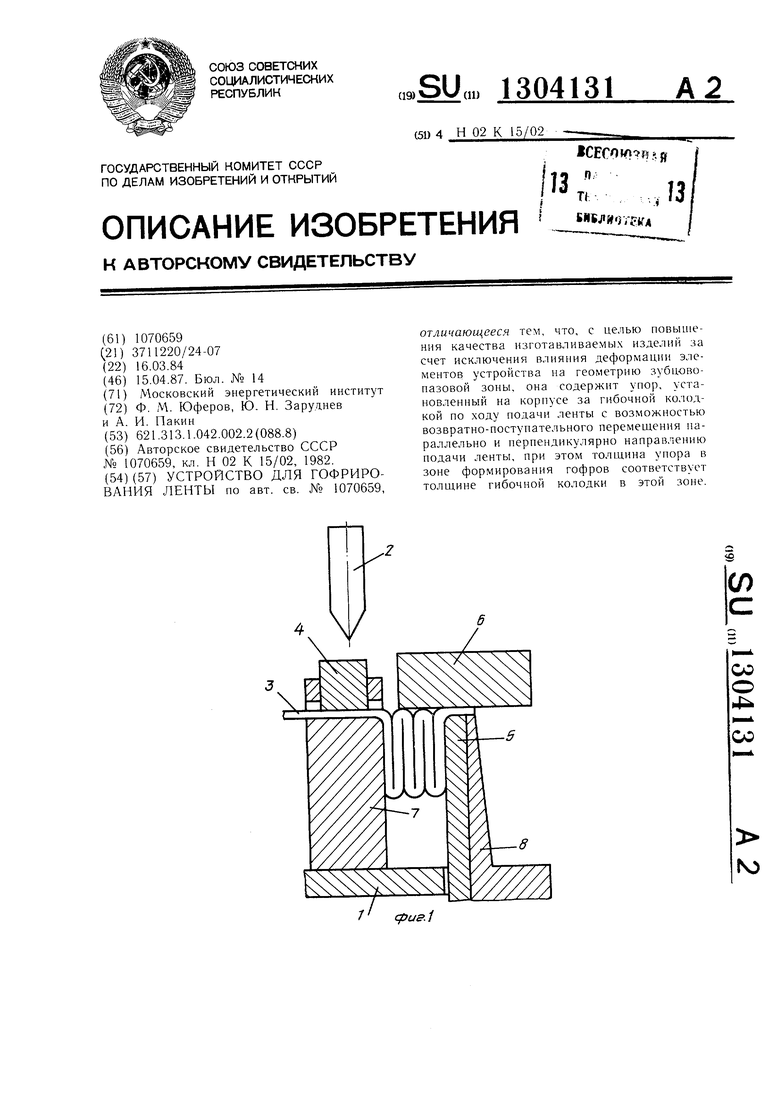
Поставленная цель достигается тем, что устройство для гофрирования ленты соде)- жит унор, установленный на корнусе за гибочной колодкой но ходу нодачи лепты с возможностью возвратно- юстунательно10 перемещения вдоль и нернендикулярио направлению подачи ленты, при этом толиди- на упора в зоне формироваиия гофров соответствует толщине гибочной колодки в этой зоне.
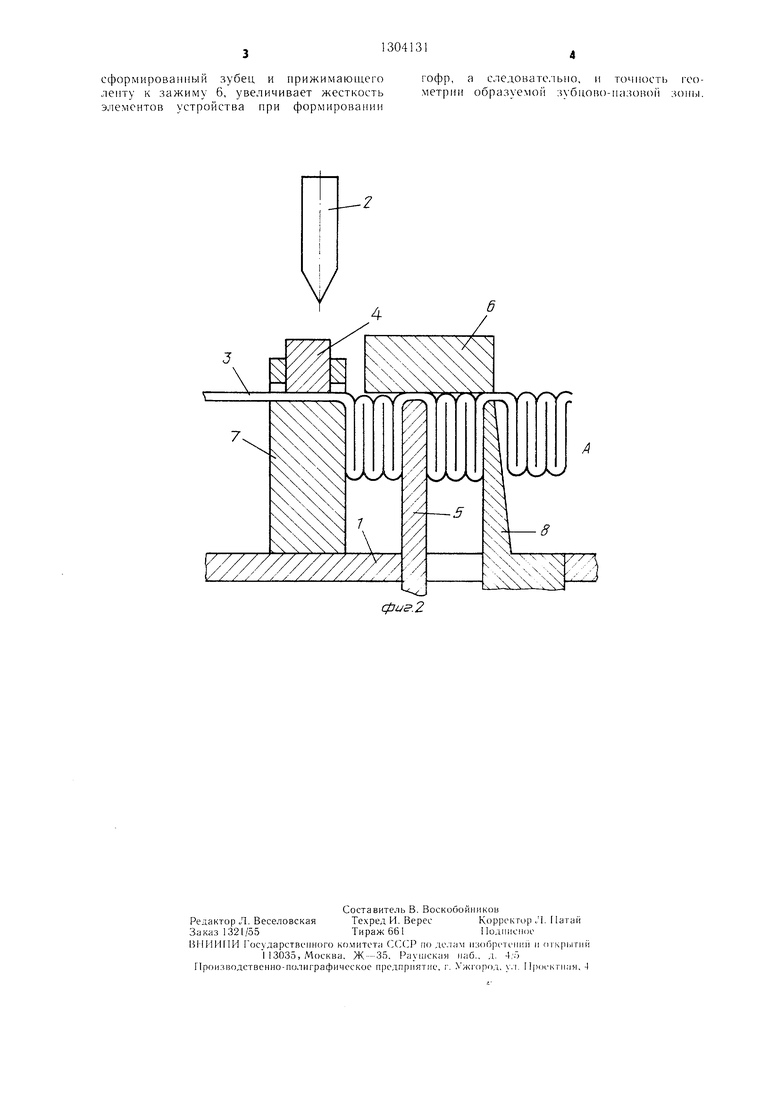
На фиг.1 показано устройство в процессе формирования гофр зубца, нродо,1Ь- ный разрез; на фиг.2 - то же, в процессе формирования зубцов начиная со второго.
Устройство для гофрирования ленты содержит кориус 1, па котором ycTanoii. ie- ны пуансон 2 с нриводом его возвратно- поступательного перемеп1епия в паправле- нии, нернендикулярном направлению подачи ленты 3, зажимной механизм 4 с нриводом его возвратно-поступательного перемещения вдоль и перпепдикулярпо направлению подачи ленты 3, гибочную колодку 5 и зажим 6 с приводами их возвратно- поступательного перемещения перпендику- лярпо направлению подачи ленты 3 и фор
5
0
5
0
5
0
мующую колодку 7 с приводом ее возвратно-посту нательного неремещения вдоль подачи ленты 3, унор 8, установленный на корпуее 1 с возможностью возвратно-поступательного неремещения вдоль н перпендикулярно направлению подачи ленты.
Упор 8 имеет толщину в зоне формирования гофров, соответствующую толщине гибочной колодки в этой зоне.
Устройство для гофрирования ленты работает следуюнлим образом.
Ленту 3 накладывают на формуюн1ую колодку 7 и гибочную колодку Г), находящиеся на заданном расстоянии друг от дру| а, и зажимают на Л1боч11ой ко. юдке 5 зажимо.м 6, после чего .ленту 3 ирижжмают на формуюни й колодке 7 зажимнь М механизмом 4. Упор 8 подводится к Т бочной колодке 5 и дснюлните. и.но прижилгает . leii- гу 3 к зажиму (i. Затем на .чент} 3 пернепдику/1Я|)но ci i действует iiyaiicoH 2. Л,ействис пуансона 2 обус..овлнвается необходимостью :.,адат1) 1и;чальн1)1е условия для нанрав.ленного однослогхшнего формн|)()р,а- ;1ия г((|1ра li о -ран - чивяе1ся потерей )й- чивости чаели ленты Л, зажал-oii колодками, при пос.ле.лующем .лр нжении фор. ющей к(;л(;дки 7 к ибочной ко.лодке 5- В начале персмен1е1 ия колодки 7, 1чогда намети.лось фо тмн юванпе Офра, 2 уда„ яется из зонь; .:ирова.иия.
Формук)Н1ая ко.лолка 7, нереме цаясь ии)аво, изшбает .леиту lu; :8() и образует червую гофру. Зажимноч и ха;п1зм 4 (ггхо- Д1Г1 от поверхлос; 1 ,лм;ть1, осзобс кдас ся, и формующая кололла 7 возв ащается в ();i,iioe но.ложенпе. пасп кии ичсь о; сгЬор- мнровапмой л:; ;i;i. . -i4i:,,i. kOT iiiuv необходимо д.ля об тазопания следхлишей ro(})pi)i, 1;;|прк |0р, Toii же HbU oibi, чт;| и нредыдун1ая, За/кимной мсх; 1и:5м 4 за/кн- мает ленту. l a;;coii 2 vci ала1;ликиегея посредине Д1 фор ;1 р СМ:1ГО ХЧаС ГКа .,i. и
далее процесс 1:();тор;п тги ло полного (|)ор- ми()ования следхлощего rocpjja чубца.
После формн poiiaпн ; первого )ца цово-назоиой зоны стройслл;() pa6 iiae; сле- .чуюнигм об|).
Унор 8 и гибочная i). о );1Я15 из 3Oinj формирования зубца, .лента 3 не)е- мсн1ается вправо па требусдп, inai. Затем 1л- бочная к().ло;1ка 5 иходш в (|) |)она1П1Я зубцов п пр| ;кимает .ленлх к 5ажи- му (), упор 8 11)д();;.11 гея и нр Ж1 :ает:, Я к боковой HOi .epxiioc Hi c(:)op)ip)Bainioi i зубца, подпирая гибочную К().ло;1к 5 н иа- нг)авлен1П1, нрол-ивоноложном усилию. |)а:-;ви- uicMOMy формующей колодкой 7, одновре- мепно П1)ижимаи леш у 3 к зажим (i. Дгилес нрон.есс лсчп орнетгя а.чало1л-:ч К) (jiojv
J мнрованию nepnoix; :г..-бца зубново-иазовг)й зоны.
На.лнчие унора М, ноднираюнк и: iл|боч- ную колодку п неноспедсгвенн( i,;;i через
0
сформированный зубец и прижимающего лепту к зажиму 6, увеличивает жесткость элементов устройства при формировании
гофр, а следовательно, и точность геометрии образуемой зубцово-назовой зон1)1.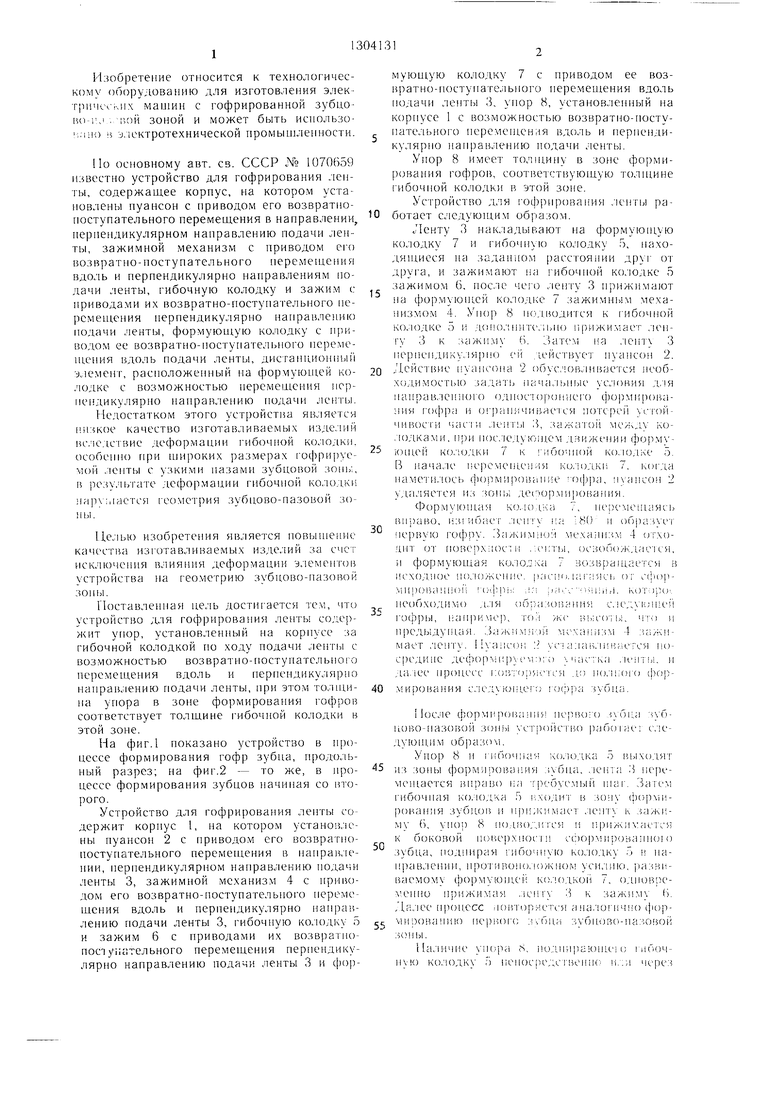
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования ленты | 1988 |
|
SU1623819A1 |
| Устройство для гофрирования ленты | 1987 |
|
SU1493352A1 |
| Устройство для гофрирования ленты | 1982 |
|
SU1070659A1 |
| Устройство для изготовления зубцовой зоны магнитопровода гофрированием | 1984 |
|
SU1270841A1 |
| Устройство для гофрирования ленты | 1984 |
|
SU1245382A1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1082517A1 |
| Устройство для изготовления ленты с увеличенными по высоте гофрами | 1980 |
|
SU910281A1 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Устройство для изготовления гофрированной зубцовой зоны электрической машины | 1981 |
|
SU964871A1 |
| Зубцовая зона магнитопровода электрической машины | 1984 |
|
SU1312681A1 |
фиг.2
| Устройство для гофрирования ленты | 1982 |
|
SU1070659A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
