Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления гофрированных изделий из ленты, а именно для магнитопроводов электрических машин.
Известно устройство, содержащее две гибочные колодки, выполняющие роль формирующих инструментов, одна из которых неподвижна, утопающий нож и узел подачи материала Г.
Однако данное устройство не предусматривает возможность образования гофров более одного сгиба с постоянной высотой ребер (складок).
Наиболее близким к предлагаемому является устройство для изготовления гофрированной ленты, содержащее установленные на станине с возможностью встречного перемещения перпендикулярно к направлению подачи ленты гибочную колодку и гибочный пуансон, два ползуна с зажимным механизмом каждый, установленные последовательно с возможностью возвратно-поступательного перемещения вдоль направления подачи ленты, нажимную планку, закрепленную на втором по ходу подачи ленты ползуне со стороны гибЪчного пуансона, и узел прижима с прижимной планкой и пазом для прохода гофрированной ленты 2.
Однако на известном устройстве при изготовлении гофрированной ленты с промежутками между гофрами не могут быть получены гофры одинаковой высоты (каждый последующий гофр короче предыдущего на величину двух толщин ленты).
Разновысотность гофров при использовании такого гофрированного изделия в магнитопроводах электрических мащин приводит к значительному ухудшению энергетических параметров мащин.
Цель изобретения - повышение качества гофрированной ленты с промежутками между гофрами путем обеспечения постоянства высоты гофров.
Для достижения поставленной цели в устройстве для изготовления гофрированной ленты, содержащем установленные на станине с возможностью встречного перемещения перпендикулярно к направлению подачи ленты гибочную колодку и гибочный пуансон, два ползуна с зажимным механизмом каждый, установленные последовательно с возможностью возвратно-поступательного перемещения вдоль направления подачи ленты, нажимную планку, закрепленную на втором по ходу подачи ленты ползуне со стороны гибочного пуансона, и узел прижима с прижимной планкой и пазом для прохода гофрированной ленты, узел прижима снабжен корпусом, в котором размещена прижимная планка и выполнены паз для прохода гофрированной ленты и направляющее отверстие, гибочная колодка выполнена шириной, равной ширине промежутка между гофрами, и размещена
в упомянутом направляющем отверстии, а первый по ходу подач} ленты ползун установлен с возможностью перемещения на щаг, равный шагу гофра, и жестко связан с корпусом узла прижима.
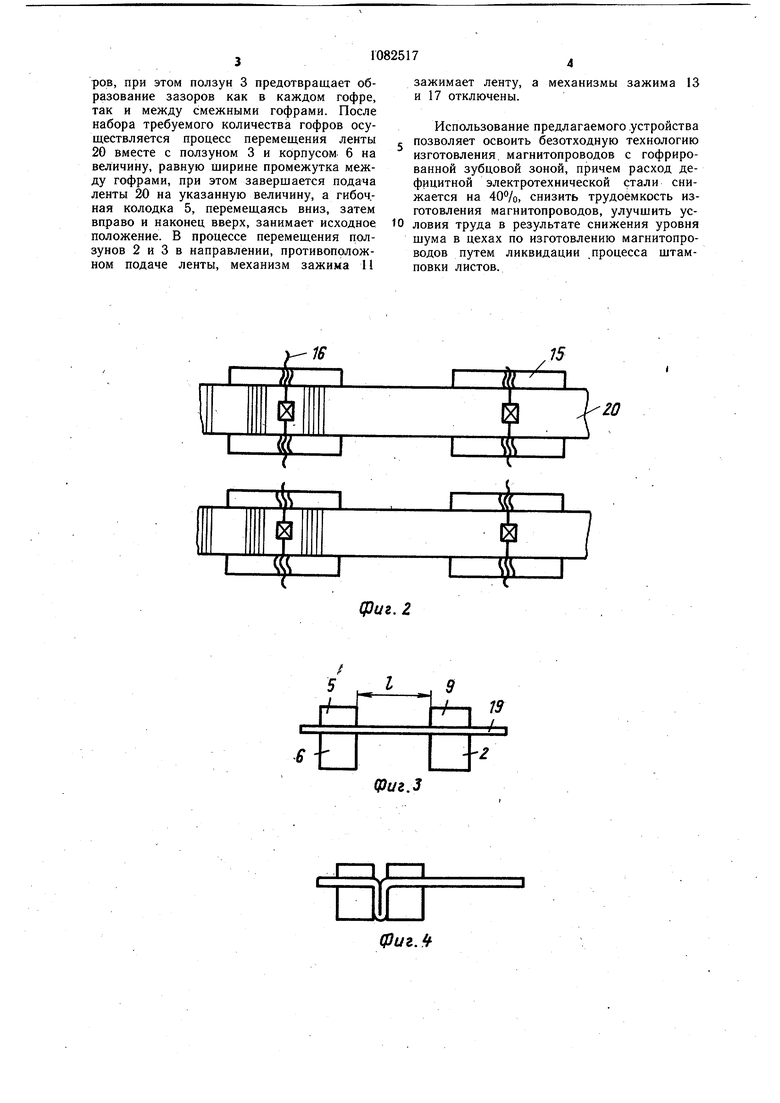
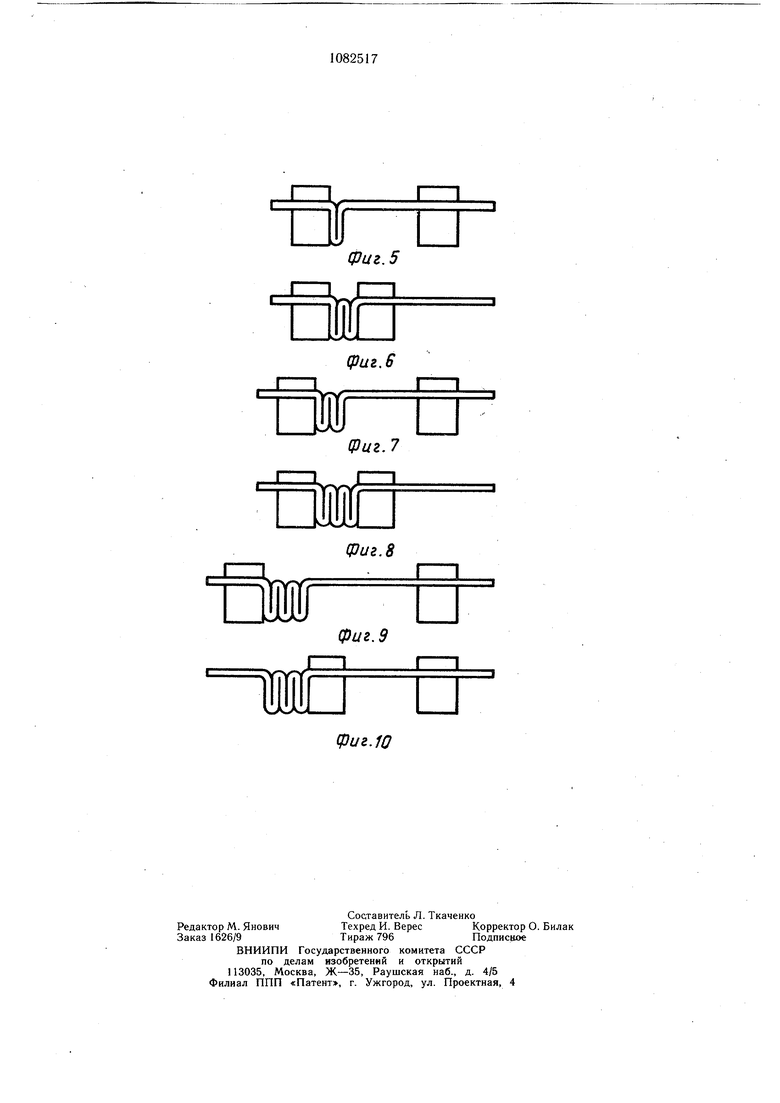
На фиг. 1 и 2 представлено устройство в двух видах; на фиг. 3-10 - последовательность работы устройства.
Устройство содержит установленные на станине 1 ползуны 2 и 3, гибочный пуансон
0 4 и гибочную колодку 5, установленную в направляющем отверстии корпуса б узла прижима. В корпусе 6 выполнен канал 7 для прохода гофрированной ленты и установлена прижимная планка 8. На ползуне 2 установлена нажимная планка 9.
Устройство снабжено также неподвижным упором 10 с механизмом зажима 11 и направляющей 12. На ползуне 2 закреплен механизм зажима 13 ленты и направляющие 14 и 15 с регулирующим устройством 16,
0 на ползуне 3 - механизм зажима 17 и направляющие 18И 19. Ползун 3 и корпус 6 жестко связаны между собой. Гибочная колодка 5 имеет ширину, равную ширине промежутка между гофрами. Устройство может быть выполнено многоручьевым с ис5 пользованием ленты 20 различной ширины и толщины.
Устройство работает следующим образом.
После заправки ленты 20 в предусмотренные каналы направляющих 12, 14, 15, 18 и 19 и в корпусе 6 узла прижима лента зажимается с одной стороны между гибочной колодкой 5 и прижимной планкой 8, а с другой стороны механизмом зажима ГЗ. Фиксация ленты производится при исходных положениях ползунов 2 и 3.
Ползун 2, перемещаясь в. направлении подачи ленты 20 посредством любого известного привода, формует первый гофр между гибочной колодкой 5 и нажимной планкой 9, при этом механизмы зажима
11 и 17 отключены, давая ленте возможность свободно перемещаться в сторону нЬправления подачи. Одновременно гибочный пуансон 4 воздействует на ленту 20, прогибая ее на величину, меньшую высоты паза складки. Гибочный нож может вступить в
работу и до начала движения ползуна 2. После завершения формования гофра ползун 2 возвращается в исходное положение. Одновременно ползун 3 и связанный с ним корпус 6 перемещаются в направлении
- подачи ленты на величину, равную толщине сформованного гофра. При этом механизм зажима 17 зажимает ленту 20; а механизмы зажима 11 и 13 отключены. Далее ползун 2 вновь перемещается в направлении подачи ленты и формует последующий гофр, ана5 логичный первому, а ползун 3 с корпусом 6 перемещаются в направлении подачи ленть1 каждый раз на величину сформованного гофра, обеспечивая постоянство высоты гофров, при этом ползун 3 предотвращает образование зазоров как в каждом гофре, так и между смежными гофрами. После набора требуемого количества гофров осуществляется процесс перемещения ленты 20 вместе с ползуном 3 и корпусом 6 на величину, равную щирине промежутка между гофрами, при этом завершается подача ленты 20 на указанную величину, а гибоч.ная колодка 5, перемещаясь вниз, затем вправо и наконец вверх, занимает исходное положение. В процессе перемещения ползунов 2 и 3 в направлении, противоположном подаче ленты, механизм зажима 11
а механизмы зажима 13
зажимает ленту, и 17 отключены.
Использование предлагаемого устройства позволяет освоить безотходную технологию изготовления, магнитопроводов с гофрированной зубцовой зоной, причем расход дефицитной электротехнической стали снижается на 40%, снизить трудоемкость изготовления магнитопроводов, улучшить условия труда в результате снижения уровня щума в цехах по изготовлению магнитопроводов путем ликвидации процесса щтамповки листов.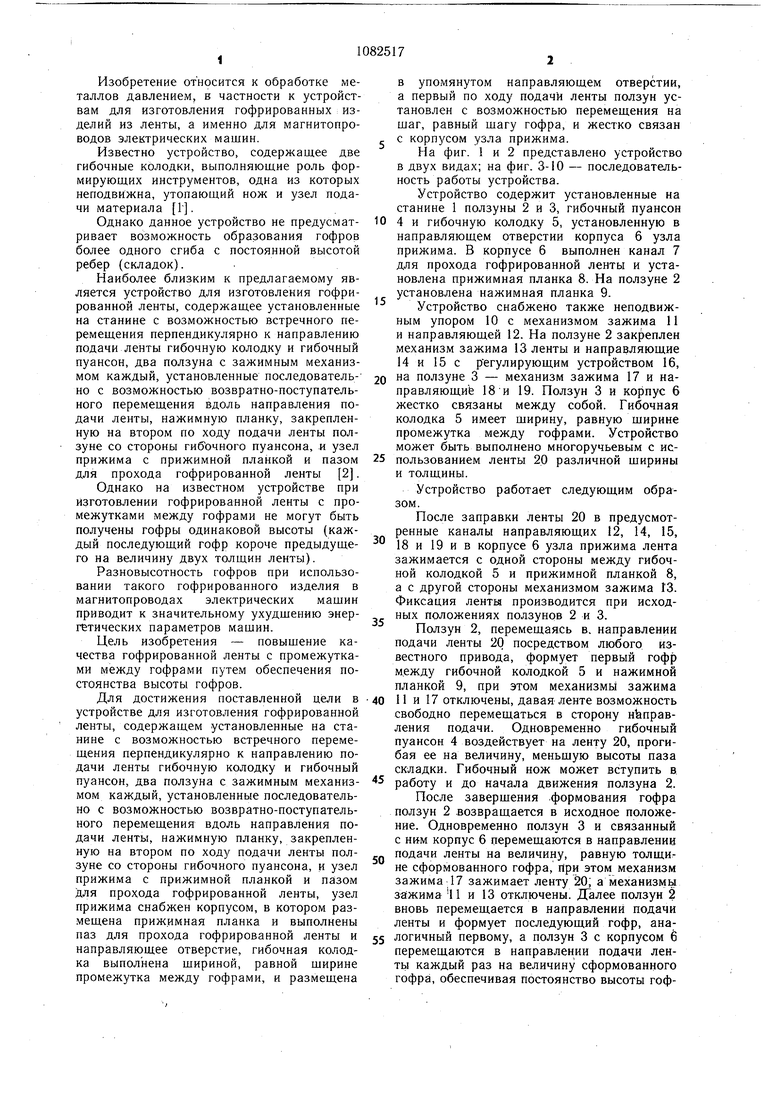
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования ленты | 1984 |
|
SU1245382A1 |
| Устройство для изготовления зубцовой зоны магнитопровода гофрированием | 1984 |
|
SU1270841A1 |
| Устройство для гофрирования ленты | 1982 |
|
SU1015968A1 |
| Устройство для гофрирования ленты | 1987 |
|
SU1493352A1 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Устройство для гофрирования ленты | 1982 |
|
SU1070659A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Устройство для изготовления ленты с увеличенными по высоте гофрами | 1980 |
|
SU910281A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2285573C2 |
| Устройство для гофрирования ленты | 1988 |
|
SU1623819A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ преимущественно для магнитопроводов, содержащее установленные на станине с возможностью встречного перемещения перпендикулярно к направлению подачи ленты гибочную колодку и гибочный ,пуансон, два ползуна с зажимным механизмом каждый, установленные последовательно с, возмож :f , и -.: НАМ ностью возвратно-поступательного перемещения вдоль направления подачи ленты, нажимную планку, закрепленную на втором по ходу подачи ленты ползуне со стороны гибочного пуансона, и узел прижима с прижимной планкой и пазом для прохода гофрированной ленты, отличающееся тем, что, с целью повышения качества гофрированной ленты с промежутками между гофрами путем обеспечения постоянства высоты гофров, узел прижима снабжен корпусом, в котором размещена прижимная планка и выполнены паз для прохода гофрированной ленты и направляющее отверстие, гибочная колодка выполнена шириной, равной ширине промежутка между гофрами, и размещена в упомянутом направляющем отверстии, а первый по ходу подачи ленты ползун установлен с возможностью перемещения на шаг, равный шагу гофра, и жестко (Л связан с корпусом узла прижима. 9 13 5 15 17 1219 11 10 7 8 5 ±н L II- ч ISJ|1-1-I LSP/ J Г 1 ОО I к ел /////////х ///////V
фиг.г
(puz,3
фиг, 4
Ш
П1
Фиг. 5
фиг. 6
Фиг.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Путевой датчик | 1987 |
|
SU1452737A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления ленты с увеличенными по высоте гофрами | 1980 |
|
SU910281A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
