Изобретение относится к обработке металлов давлением и может быть использовано в промышленности при изготовлении гофрированных деталей из ленточного материала, а частности зигзагообразных резистивных эле- 5 ментов блоков резисторов для электровозов и других типов сопротивлений.
Известно устройство j:yiH гофрирования ленты с рифлениями,содержащее поворотный стол с закрепленными на 10 нем гибочным валиком и.гибочной оправкой, установленными с возможностью осевого перемещения ij .
Однако на данном устройстве не может быть осуществлена калибровка 5 радиусных участков изделия.
Наиболее близким к изобретению по технической сущности является устройство для изготовления спирали из металлической ленты, содержащее при- 2о водные инструменты предварительного и.окончательного гофрирования, расположенные попарно по обе стороны металлической ленты на корпусе, при этом первые содержат поворотные ры 25 чаги, а вторые - пуансоны, установленные с возможностью возвратнопоступательного перемещения 2 .
Однако на известном устройстве затруднено изготовление спиралей с рифлениями. Даже выполнение на поворот- ных рычагах пазов для размещения рифлений не Гарантирует получения изделий без смятия рифлений.
Цель изобретения - повышение качества изделий путем предупреждения 35 смятия рифлений.
Поставленная цель достигается тем, что в устройстве для изготов- ления спиралей из металлической ленты преимущественно с рифлениями 40 на прямолинейных участках, содержащем приводные инструменты предварительного и окончательного гофрирования, расположенные попарно по обе стороны металлической ленты на корпусе, при j этом первые содержат поворотные рычаги, а вторые - пуансоны, установленные с возможностью возвратно-поступательного перемещения, каждый инструмент предварительного гофрирования снабжен утопающим гибочным пальцем, установленным на одном конце поворотного рычага перпендикулярно плоскости его поворота, привод его выполнен в видезубчато-реечной пары, связанной с другим концом поворот- 55 мого рычага, а узел окончательного гофрирования снабжен матрицами, установленными .с возможностью встречного перемещения и выполненными каждая со сквозным рабочим ручьем по форме 60 изогнутого участка изделия, а каждый пуансон установ;;сн с возможностью перемещения вдоль р)абочего ручья матрицы и взаимодействия с торцом соответствующего гибочного пальца. j
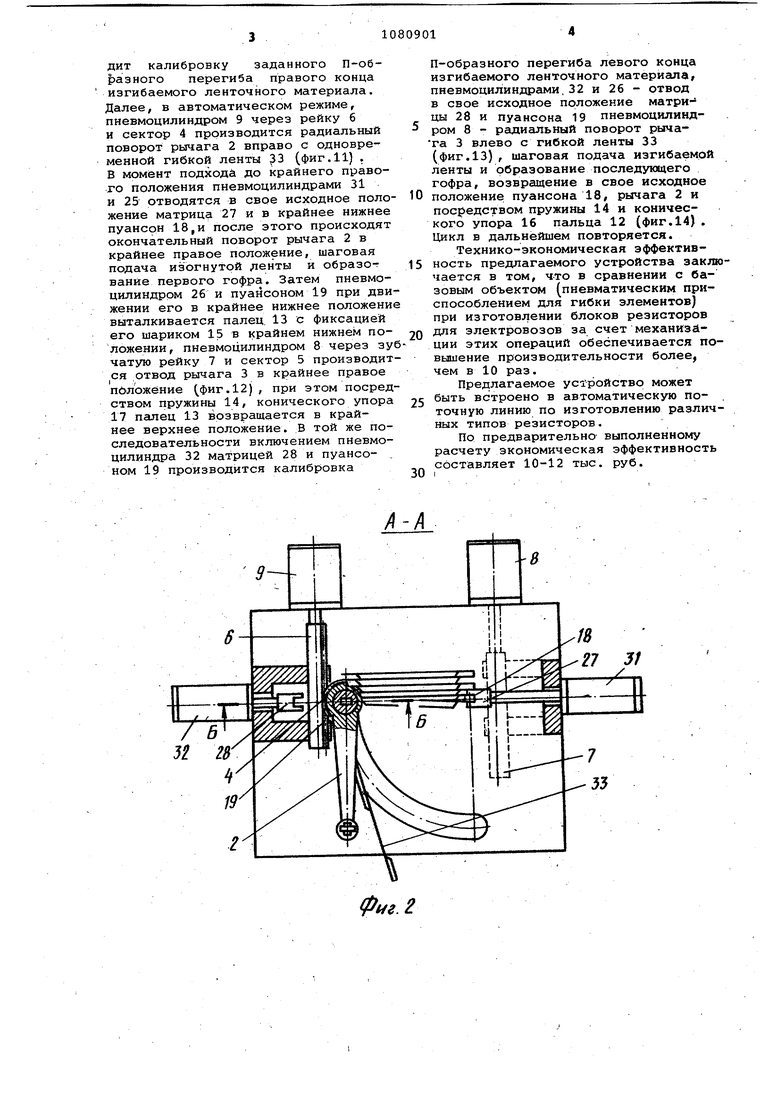
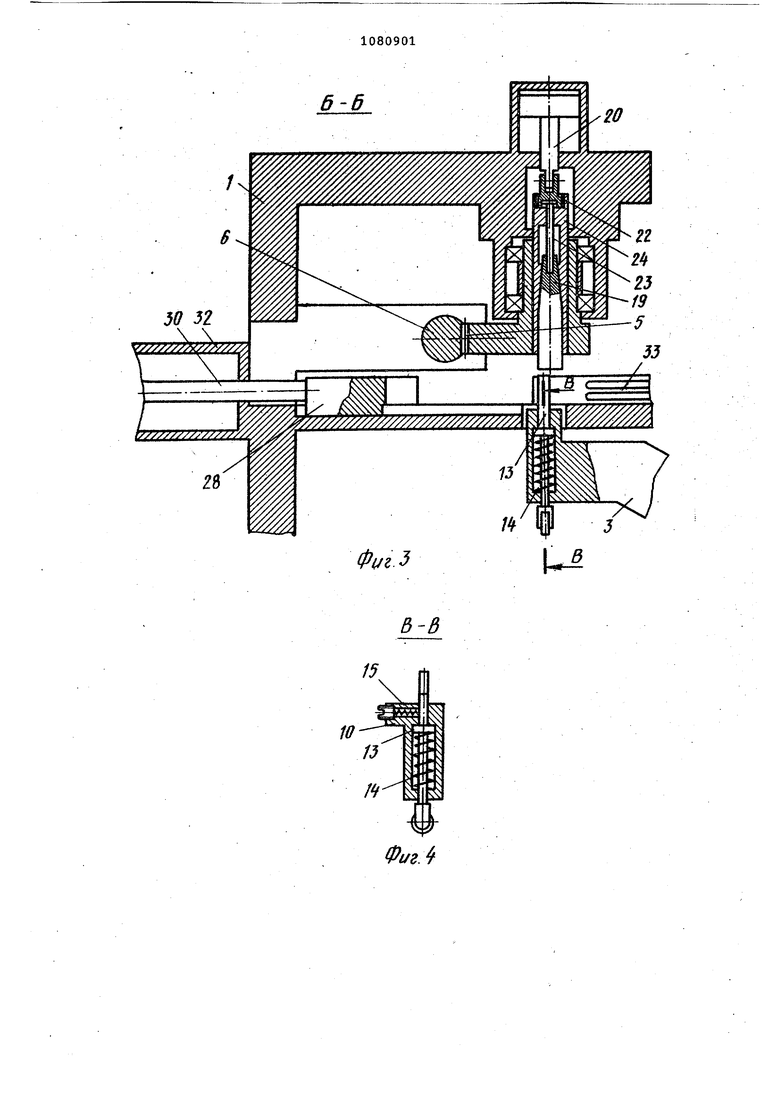
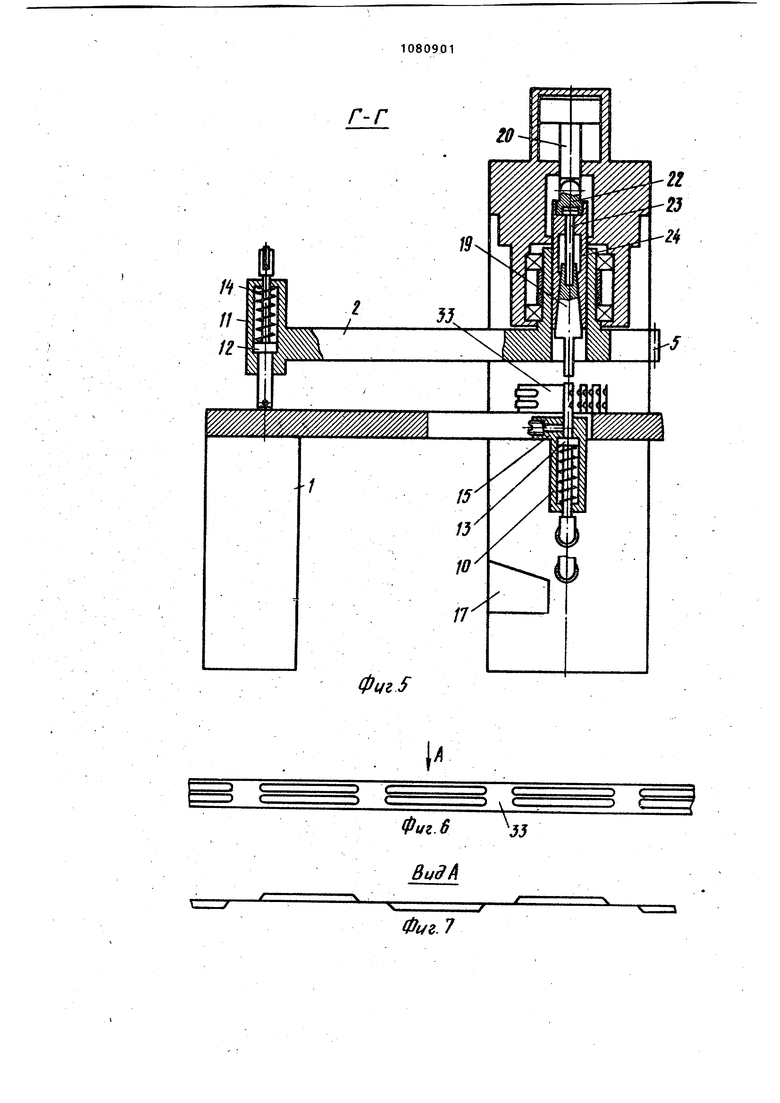
На фиг.1- пиказано устройство, общий вид на фиг. 2 - разрез Л-Л sia фиг.1; на фиг.З - разрез Б-В на фиг.2; на фиг.4 - разрез В-В на фиг.З на фиг.З - разрез Г-Г на фиг.1; на фиг.6 - заготовка с рифле ниями, на фиг.7 - вид Л на фиг.6; на фиг.8 - изготовленный элемент, на фиг.9 - разрез Д-Д на фиг.8, на фиг.10-14 - схема гибки элемента
Устройство содержит основание 1 с выполненным на нем радиальным пазом, два приводных рычага, верхний и. нижний 3, являющиеся одновременно и инструментами предварительного гофрирования, имеющие возможность совершать возвратно-поступательные радиальные движения, зубчатые сектора 4 и 5, установленные на концах этих рычагов и находящиеся в. зацеплении с зубчатыми рейками 6 и силовые пневмоцилиндры 8 и 9, выполняющие роль привода для рычагов 2 и 3, захватывающие элементы 10 и 11, установленные на других концах этих рычагов, содержащие палцы 12 и 13, имеющие возможность перемещаться возвратно-поступательно вдоль своей оси посредством пружины 14, фиксирующего подпружиненного шарика 15, конических упоров 16 и 17, два выдвижных пуансона 18 и 19, выполняющих роль инструментов окончательного гофрирования, см- нтированных на концах штоков 20 и 21. посредством проушин 22, стаканов 23 и пинолей 24, пег емещающихся перпен;дикулярно относительно основания 1 ;и обеспечивающих заданной формы перегиба элементов, и силовые пневмоцилиндры 25 и 26 для возвратно-поступательных перемещений этих пуансонов, матрицы 27 и 28, установленные на концах штоков.29 и 30 со сквозными рабочими ручьями, перемещающихся параллельно основанию 1, и силовые пневмоцилиндры 31 и 32 для возвратно-поступательных движений этих матриц. Последовательность работы всех силовых пневмоцилиндров обеспечивается бесконтактными переключателями (не показаны).
Устройство работает следующим образом..
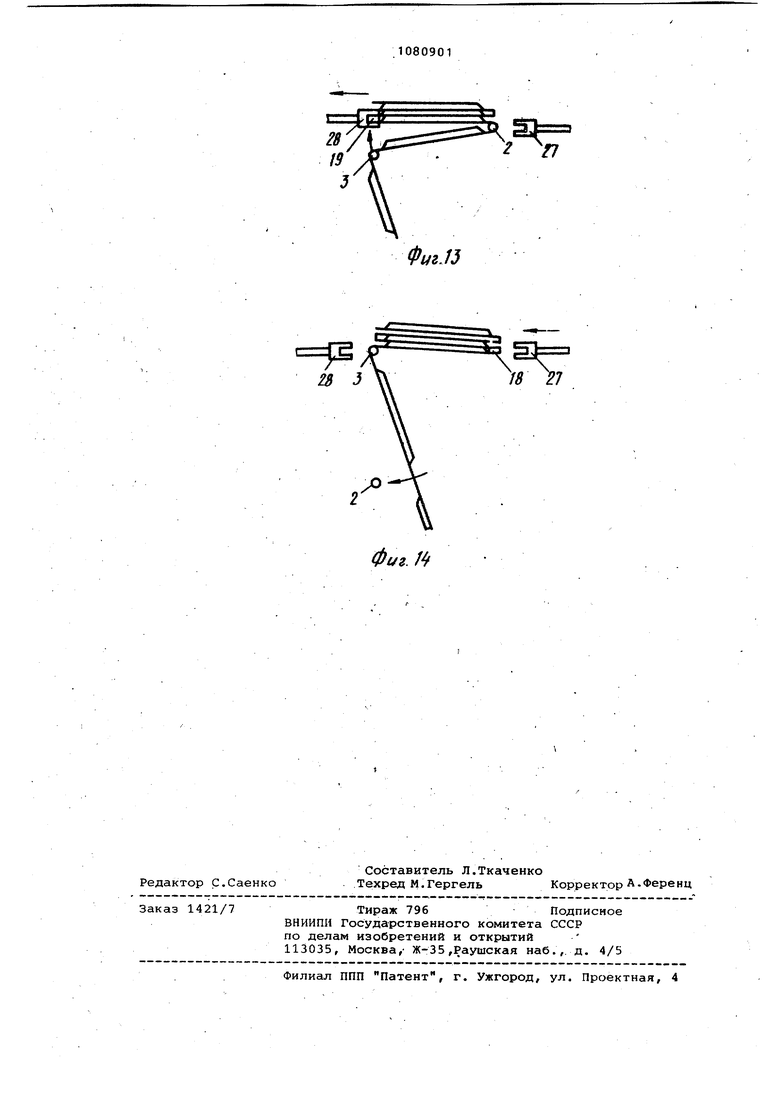
В исходном положении гибочный рычаг 3 находится в крайнем левом положении, пуансон. 18 и палец 13 - в крайнем, верхнем положении, пуансон 19 - в крайнем верхнем положении, рычаг 2 - в левом крайнем положении- с пальцем 12, выдвинутым в крайнее нижнее положение, матрицы 27 и 28 отведены (фиг;10). Конец зигованной ленты 33, изогнутой в местах перегиба, заводят вручную зигзагообразно вокруг пальца 13 и пуансона 18 При включении пневмоцилиндра 31 матрица 27 с пуансоном 18 производит калибровку заданного п-образного перегиба правого конца изгибаемого ленточного материала. Далее, в автоматическом режиме, пневмоцилиндром 9 через рейку 6 и сектор 4 производится радиальный поворот рычага 2 вправо с одновременной гибкой ленты 33 (фиг.11) . В MOMieHT подходи до крайнего правого положения пневмоцилиндрами 31 и 25 отводятся в свое исходное положение матрица 27 и в крайнее нижнее пуансон 18,и после этого происходят окончательный поворот рычага 2 в крайнее правое положение, шаговая подача изогнутой ленты и образо-г вание первого гофра. Затем пневмоцилиндром 26 и пуансоном 19 при дви жении его в крайнее нижнее положение выталкивается палец, 13с фиксацией его шариком 15 в крайнем нижнем положении, пневмоцилиндром 8 через зуб чатую рейку 7 и сектор 5 производится отвод рычага 3 в крайнее правое положение (фиг.12), при этом посредством пружины 14, конического упора 17 палец 13 возвращается в крайнее верхнее положение. В той же последовательности включением пневмоцилиндра 32 матрицей 28 и пуансоном 19 производится калибровка
П-образного перегиба левого конца изгибаемого ленточного материала, пневмоцилиндрами,32 и 26 - отвод в свое исходное положение матрицы 28 и пуансона 19 пневмоцилиндром 8 - радиальный поворот рычата 3 влево с гибкой ленты 33 (фиг.13), шаговая подача изгибаемой ленты и образование последующего гофра, возвращение в свое исходное
0 положение пуансона 18, рычага 2 и посредством пружины 14 и конического упора 16 пальца 12 (фиг.14). Цикл в дальнейшем повторяется.
Технико-экономическая эффектив5 ность предлагаемого устройства заключается в том, что в сравнении с базовым объектом (пневматическим приспособлением для гибки элементов) при изготовлении блоков резисторов
0 для электровозов за счет механкзации этих операций обеспечивается повышение производительности более, чем в 10 раз.
Предлагаемое устройство может
5 быть встроено в автоматическую поточную линию по изготовлению различных типов резисторов.
По предварительно выполненному расчету экономическая эффективность составляет 10-12 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сотовых блоков | 1975 |
|
SU616013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Штамп для изготовления свертных втулок из плоских заготовок | 1980 |
|
SU978989A1 |
| СТАНОК ДЛЯ ГИБКИ РАМОК ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1971 |
|
SU435883A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Устройство для ориентированной подачи заготовок в рабочую зону | 1983 |
|
SU1238863A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Устройство для гибки фигурных изделий | 1981 |
|
SU1044394A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |

УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ из металлической ленты преимущественно с рифлениями на прямолинейных участках, содержащее приводные инструменты предварительного и окончательного гофрирования, расположенные попарно по обе стороны металлической ленты на корпусе, йри этом первые содержат поворот 6 /Z L ные рычаги, а вторые - пуансоны, установленные с возможностью возвратно-поступательного, перемещения, о т .личающееся тем, что, с целью повышения качества изделий путем предупреждения смятия рифлений, каждый инструмент предварительного гофрирования снабжен утопающим гибочным пальцем, установленным на одном конце поворотного рычага перпендикулярно плоскости его поворота, привод его выполнен в виде зубчато-реечной пары,связанной с другим концом,пово-. ротного рычага, а узел окончательного гофрирования снабжен матрицами, установленными с возможностью встреч i ного перемещения и выполненными каждая со сквозным рабочим ручьем (Л по форме изогнутого участка изделия а каждый пуансон установлен с возможностью перемещения вдоль рабочего ручья матрицы и взаимодействия с торцом соответствукедего гибочного пальца. Ж О Фиг.
фиг. г б б Фцг. J
10
1д fffS
Фиг
Г-Г
Фчг
Фиг.В
Л
ВидК
.7
ЛГ
1д
. 3
ф1/г.9
Фиг. 10
Фцг.11
/7
.хО
Фиг. /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения мочевиноформальдегидного пенопласта | 1980 |
|
SU933672A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для гофрирования листового материала | 1975 |
|
SU551081A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
