Изобретение относится к прокатному производству и может .быть использовано для центрирования и уравновешивания шпинделей прокатных станов.
Известно устройство для поддержания шпинделей привода прокатного стана, оборудованное поддерживающими роликами tl3 .
Однако опорные ролики выполняют функцию поддерживающих элементов только-во время перевалок, а при работе шпинделя они не касаются шлицевых (валковых) муфт, и поэтому не могут выполнят.ь функции центриров.ания шпинделя.. .
Наиболее близким по технический сущности к изобретению является устройство для центрирования и уравновешивания шпинделейпрокатных станов, включающее опорные узлы шпинделей, выполненные в виде подушек с поддерживагацими роликами, опираю- ; щиеся на гидроцилиндры уравновешивания и контактирующие боковыми плоскостями с вертикальными направляю- щими 121.
Недостатком известных устройств является невозможность автоматического центрирования шарниров шпинделей относительно осей шестеренного И рабочего валков, что вызывает биения шпинделей, снижает надежность главной линии и точность прокатки. В существующих прокатных станах передача крутяп его момента от Шестеренной клети к рабочим валкам осуществляется с помоцью как шпинделей, так и валковых муфт. Поэтому вследствие износа цилиндрических контактных поверхностей муфт под действием неуравновешенных масс шпинделей происходит смещение центров шарниров шпинделей относительно осей рабочих и шестеренных валков, что приводит к биению частей шпинделя и ударным нагрузкам, снижая надежность работы привода и точность прокатки.
Цель изобретения - повышение надежности .главных линий и точности прокатки путем автоматического центрирования шпинделей относительно осей рабочих и шестеренных валков.
Поставленная цель достигается тем, что устройство для центрирования и уравновешивания шпинделей прокатных станов, включающее опорные узлы шпинделей, выполненные в виде подушек с поддерживающими роликами, опирающихся на гиДроцилиндры уравновешивания и контактирующих боковыми плоскостями с вертикальными направляющими. Дополнительно оборудовано центрирукщими роликами, оси которых располохсены на кривых типа участка спирали, расстояния от осей оликов до оси вращения рабочего (или шестеренного) валка последовательно уменьшаются по направлению вращения шпинделя, а ось последнего ролика расположена на горизонтальной оси на расстоянии от вертикальной его беи, равном сумме радиусов ролика и шпинделя.
Кроме того, с целью удержания шпинделя в отцентрированном положении, поддерживакнцие ролики расположены симметрично относительно вертикальной оси валков, а их центры - по окружности расположения последнего центрирующего ролика.
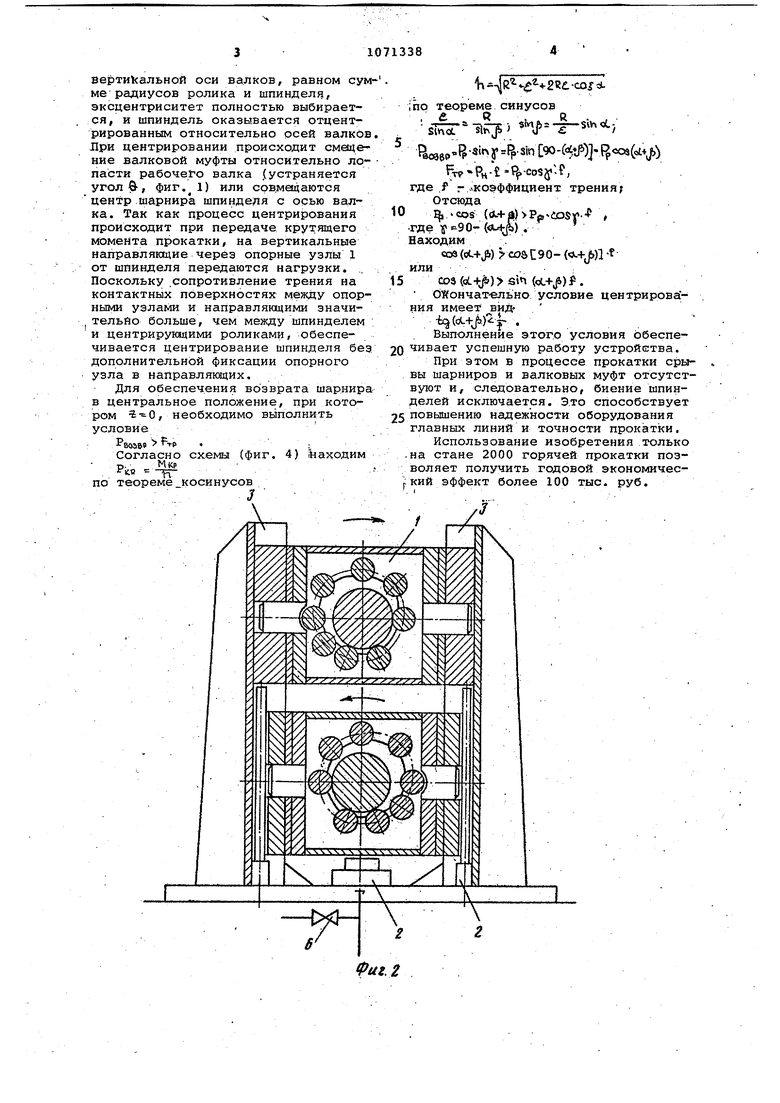
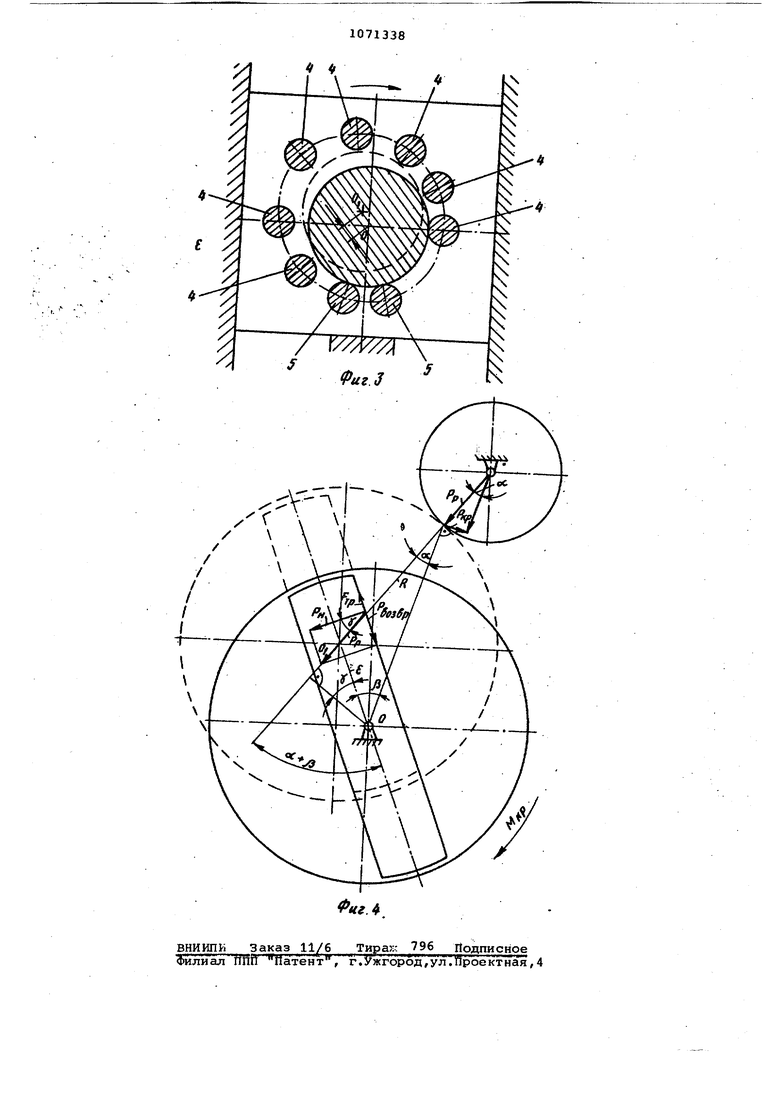
На фиг. 1 показано положение универсального шпинделя при смещени центра его шарнира относительно оси рабочего валка; на фиг. 2 - предлагаемое устройство, поперечный разрез.; на фиг. 3 - схема расположения центрирующих и поддерживающих роли,ков; на фиг. 4 - схема центрирова- ния шпинделя. .
Устройство состоит из опорных УЗЛОВ 1, опиракхцихся на гидроцилиндры 2 уравновешивания, вертикальных направляющих 3, центрирующих 4 и подерживающих 5 роликов, клапана 6 предельного .давления.
Центрирукщие ролики 4 расположены на кривых, например спиралях, так, что.расстояние от осей роликов до центра О рабочего валка уменьшаеся по направлению вращения шпинделя, а ось последнего ролика на расположена на расстоянии от вертикальной его оси, равном сумме радиусов ролика и шпинделя. Поддерживающие ролики 5 установлены симметрично относительно вертикальной оси валков, а их центры г- на окружности, имеющей радиус, равный сумме радиусов ролика и шпинделя.
Устройство работает следуюцим образом..
При холостом ходе гидроцилиндрЫ 2 удерживают массы шпинделя и валковой муфты, причем усилие уравновешивания равно весу уравновешиBaeiv JX масс. Величина этого усилия контролируется клапаном б лредельного давления. При этом поддерживающие ролики 5 исключают падение (срыв) шарниров (муфт) шпинделей.
При образовании эксцентриситета центров ширниров шпинделя относительно осей валков во время вращения шпинделя происходит постепенное уменьшение этого эксцентриситета, так как шпиндель поочередно входит в контакт с центрирующими роликами, центры которых расположены на кривой, например спирали, с уменьшающимися расстояниями (радиусами) от осей роликов до оси враадения рабочего или шестеренного валков . После входа шпинделя в контакт с последним роликом, ось которого расположена на расстоянии от веЁ5Ти альной оси валков, равном су ме радиусов ролика и шпинделя, эксцентриситет полностью выбирается, и шпиндель оказывается отцентрированным относительно осей валко Лри центрировании происходит смвце ние валковой муфты относительно ло пасти рабоче о валка .(устраняемся угол О-, фиг. 1) или срв.мещаются центр.шарнира шпинделя с осью валка. Так как процесс центрирования происходит при передаче крутящего момента прокатки, на вертикальные направляющие через опорные узлы 1 от шпинделя передаются нагрузки. .. Поскольку сопротивление трения на контактных поверхностях между опор ными узлами и направляющими значи тельйо больше, чем между шпинделем и центрируквдими роликами, обеспечивается центрирование шпинделя бе дополнительной фиксации опорного узла в направляквдих. Для Обеспечения возврата шарнир в центральное положение, при котором , необходимо выполнить условие Рвоа&« Р , ., ь Согласно схемы (фиг. 4) (Находим т. МКР itO ПО теореме косинусов , 3 . 1.|R4 425d-cojti. ;пр теореме синусов sife Ti j ,,{J-smy F.sinC90-C it/b)(st+ Ртр Рн- °Рр- о55где .f г «коэффициент трения; Отсюда cos (сИ-й))&у- , где -f 90-(ЛИ;) . Находим, «с (Л+) Vcoa С 9 О - )l -f или. C03(d+) («1+)1. бТйончат-ельно условие центрирования имеет вид .-ц(.)г1. . . . Выполнение этого условия обеспечивает успешную работу устройства. При этом в процессе прокатки срывы шарниров и валковых муфт отсутствуют и, следовательно, биение шпинделей исключается. Э.то способствует повышению надежности оборудования главных линий и точности прокатки. Использование изобретения только на стане 2000 горячей прокатки позволяет получить годовой экономический эффект более 100 тыс. руб.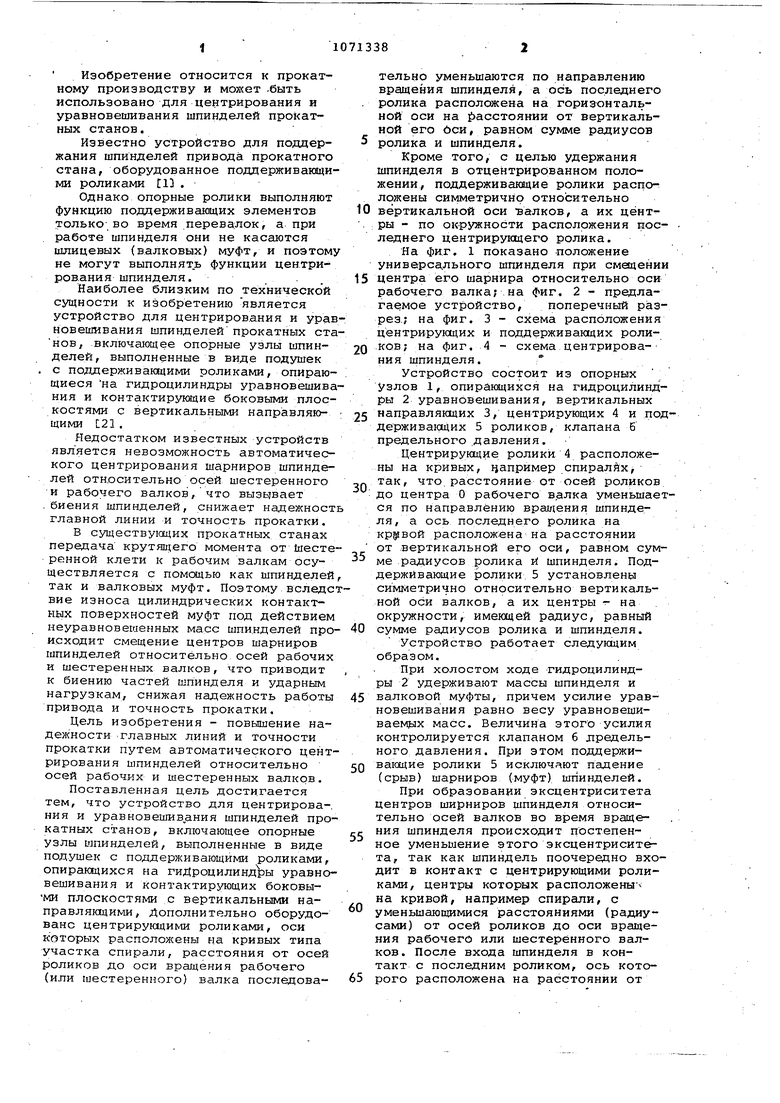
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1983 |
|
SU1091956A1 |
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |
| Линия клети прокатного стана | 1987 |
|
SU1507467A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| УЗЕЛ СОЕДИНЕНИЯ ПРОКАТНОГО ВАЛКА СО ШПИНДЕЛЕМ | 2000 |
|
RU2188725C2 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2308329C2 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| Линия клети прокатного стана | 1988 |
|
SU1583198A1 |
| ШПИНДЕЛЬ ПРОКАТНОГО СТАНА | 1998 |
|
RU2153404C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
1. УСТРОЙСТВО ДЛЯ ЦЕНТРИРО ,ВАНИЯ И УРАВНОВЕИИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ, включающее опорны узлы шпинделей, выполненные в виде подушек с поддерживающими роликами опирающихся на гидроцилиндры уравновешивания и контактирующих боковы ми плоскостями с вертикальными направлягадими, отличающеес тем, что, с целью повышения надежНОСТИ главных линий и точности прокат ки путем автоматического центрирования шпинделей относительно осей рабочих и шестеренных валков, оно дополнительно оборудовано центрирующими роликами I оси которых расположены на кривых типа участка спирали, расстояния от осей роликов до оси вращения рабочего или шестеренного валка последовательно уменьшаются.по направлению вращения шпинделя, а ось последнего ролика расположена на горизонтальной оси валка на расстоя,нии от вертикальной его оси, равном сумме радиусов ролика и: шпинделя. 2. Устройство по п. 1, о т л и ч а. ю щ е е с я тем, что, с целью удержания шпинделя в отцентрированном положении, поддерживающие ролики расположены симметрично относительно вертикальной оси валков, а их центры - на окружности расположения последнего центрирующего ролика.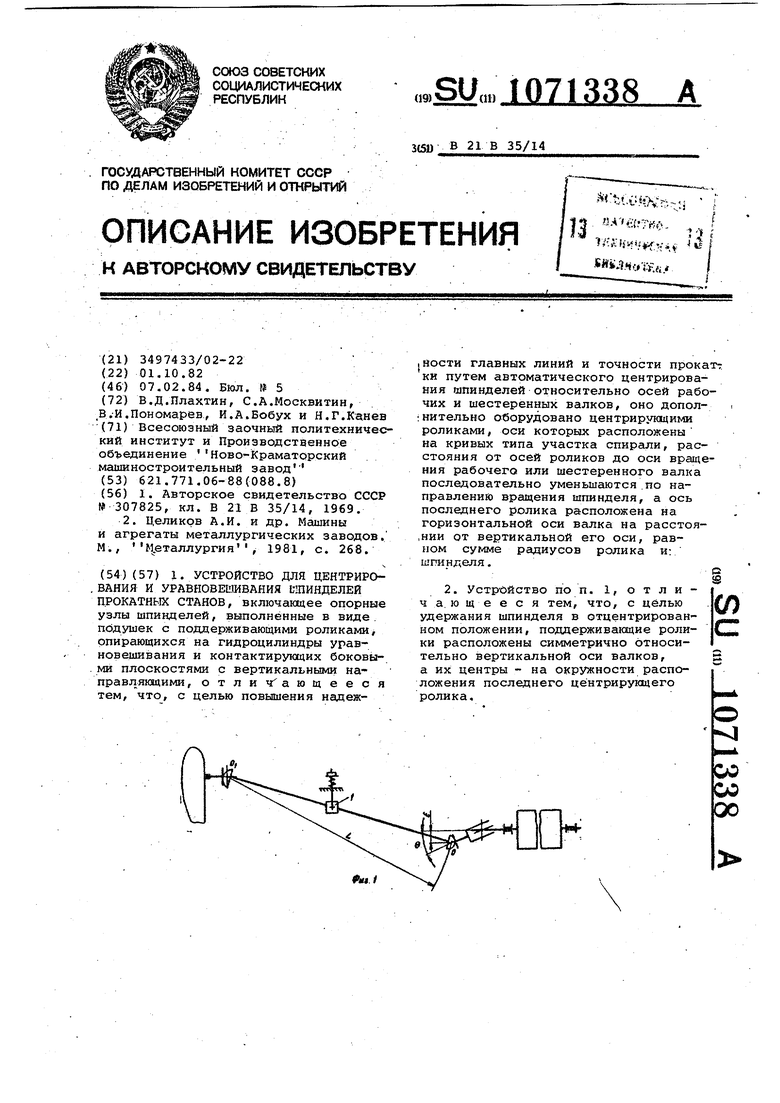
| I | |||
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ ШПИНДЕЛЕЙ ПРИ ПЕРЕВАЛКЕ | 0 |
|
SU307825A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов М., .eтaллypгия , 1981, с | |||
| Способ изготовления гибких труб для проведения жидкостей (пожарных рукавов и т.п.) | 1921 |
|
SU268A1 |
