Изобретение относится к металле обработке и может быть использовано при финишной обработке литых деталей сложного профиля.
Известна протяжка, содержащая корпус, в котором установлены режущие зубья, имеющие переднюю и заднюю режущие кромки ij.
Такая протяжка непригодна для обработки литых деталей сложного профиля .
Цель изобретения - расширение технологических возможностей при обработке литых деталей сложного профиля.
Указанная цель достигается тем, что на инструменте, содержащем корпус, в котором установлены режущие зубья, имеющие переднюю и заднюю режущие кромки, между зубьями выполнены радиусные канавки для слома облоя, зубья расположены под углом к оси корпуса, а их вершины выполнены в виде горизонтальных площадок, параллельных упомянутой оси.
Такое выполнение расширяет технологические возможности протяжки, позволяя совместить три операции грубый слом облоя, предварительную обработку и окончательную обработку детали за один цикл.
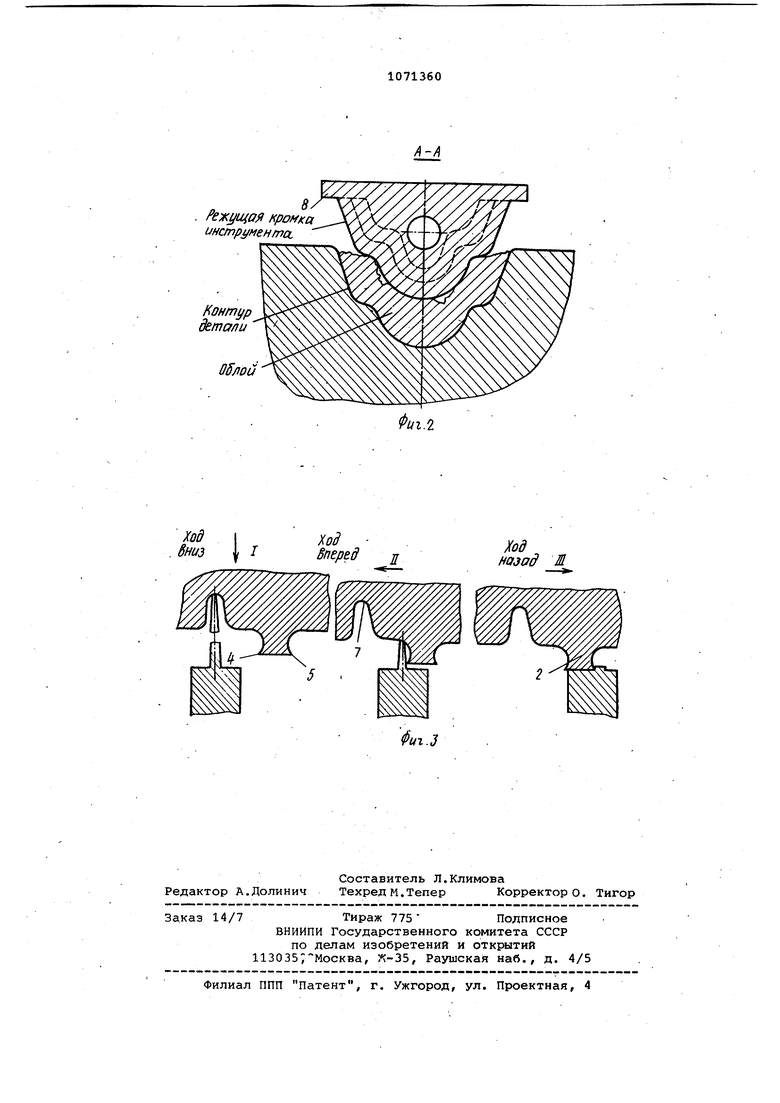
На фиг. 1.представлен инструмент для финишной обработки, общий вид, обрабатываемая деталь; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 схема движения инструмента во время обработки.
Инструмент для финишной обработки состоит из корпуса 1 и режущих |3убьев 2, расположенных под углом оси корпуса. Вершины режущих зубьев
2выполнены в виде горизонтальных площадок 3, параллельных упомянутой оси. Зубья 2 имеют переднюю 4 и заднкж) 5 режущие, кромки, образованные пересечением заходных поверхностей б и горизонтальной вершиной
3зуба 2.
Между зубьями 2 выполнены радиусные канавки 7, расположенные соответственно наибольшему облою на детали .
На корпусе 1 инструмента выполнен уступ 8, предохраняющий деталь от врезания зубьев 2 в нее. Режущая часть протяжки имеет профиль, идентичный профилю обрабатываемой детали.
Инструмент работает следующим образом.
Инструмент опускается вниз до соприкоснования с обрабатываемой
поверхностью. Затем, инструмент своими радиусными канавками 7 надавливает на вершину и ломает большую часть облоя. Канавка 7 выполнена радиусной для того, чтобы работала вся ее поверхность, т.е. в любой точке попадания в канавку вершина облоя будет сломана.
Совершая ход вперед, передняя режущая кромка 4 зуба 2 удаляет сред0 нюю часть облоя, так как после слома вершины облоя, оставшаяся часть его ослаблена микротрещинами.
Благодаря тому, что корпус 1 инструмента подпружинен в вертикаль5 ном направлении, а зубья выполнены под углом об к оси корпуса 1, при движении инструмента вперед зубья 2 совершают сложное движение вперед и вверх, за счет одной из составляю0 щих сил резания.
При обратном движении инструмента (ход назад) задняя режущая кромка 5 прижимается к обрабатываемой поверхности за счет упругого усилия, 5 действующего на инструмент сверху,
и составляющей силы резания, направ ленной в сторону обрабатываемой поверхности. При этом задняя кромка 5 зуба 2 окончательно снимает остатQ ки облоя, производя чистовую обработку.
Уступ 8 не позволяет врезаться инструменту в тело детали. Инструментом обрабатываются детали сложного профиля, такие как блоки цилиндров и др., поэтому его режущая часть выполнена таким образом, что за один цикл (движение инструмента впередназад) обрабатывается участок детали, соответствующий определенному 0 участку профиля инструмента, не зат-i рагивая соседние участки обрабатыт ваемой детали.
Инструмент имеет количество зубьев, соответствующее количеству об5 рабатываемых участков разного профиля. Каждый зуб инструмента обра- . батывает соответствующий участок ; детали, не соприкасаясь с соседними участками обработки. 0 Канавка 7, выполненная по радиусу, уменьшает усилия, затраченные при ломке облоя. Облой, упираясь в радиусную поверхность по касательной, ломается в ту или иную сторо5 ну. ,
Использование предлагаемого инструмента позволяет отказаться, от , таких трудоемких и дорогих видов . обработки, как фрезерование, строгание и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Устройство для снятия литейных заливов и остатков питателей с деталей типа шкив с окнами | 1987 |
|
SU1407672A1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1787076A3 |
| Способ изготовления впадины зуба круглой протяжки | 2018 |
|
RU2689254C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Устройство для обработки литейных заливов | 1982 |
|
SU1066741A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ОТВЕРСТИЙ | 2003 |
|
RU2263009C2 |
| Протяжка генераторная для обработки фасонных поверхностей | 2020 |
|
RU2753220C1 |
| Установка для финишной обработки литых деталей | 1982 |
|
SU1026954A1 |
| Способ изготовления винтового инструмента | 1988 |
|
SU1727957A1 |
ИНСТРУМЕНТ ДЛЯ ФИНИШНОЙ ОБРАБОТКИ, содержащий корпус, в котором установлены режущие зубья, имеющие переднюю и заднююрежущие кромки, о т л и ч а ю щ и я тем, что, с целью раситрений технологических возможностей инструмента при обработке литых деталей сложного профиля, между зубьями выполнены радиусные канавки для слома облоя, эубья расположены под углом к оси корпуса, а их вершины выполнены в виде горизонтальных площадок, параллельных упомянутой оси. (Л со 9)
I
)(од Вперед
М ноэад
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР №,, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
