Изобретение относится к литейному производству, в частности к оборудованию для обработки отливок после литья.
Известно устройство для обработки лигейных заливов, включающее обрабатывающий инструмент и пневмопривод. В этом устэойстве в качестве. обрабать вающе1-о инструмента используется ударный инструмент 1.
Такие устройства создают много шума при использовании, что отрицательно сказывается fia обслуживающем персонале.
Наиболее близким по технической сущности к изобретению является устройство для обработки литейных заливов, содержащее основание с расположенным на нем корпусом, имеющим гнезда, в которых размещена ось с расположенным на ней обрабатывающим инструментом, привод подачи инстру.мента, узел подачи детали И узел фиксации |2.
В известном устройстве для обеспечения обработки дета«1Й необходимо предварительно установить корпус на базовой поверхйости детали в связи с тем, что, как правило, детали noc.ie литья получаются с больщими oтклoнeн ям i от номинальных размеров. При использовании известной конструкции приходится дополнительно ориентировать каждый из расположенных по периметру корпуса обрабатывающих инструментов по отнои1ению к детали. Это усложняет конструкцию установки, технологию обработки и не обеспечивает качественную обработку детали. Имеющиеся установочные упругие элемен-5ы корпуса обеспечивают ч.стичмую ориентацию инструмента к детали.
Целью изобретения является увеличение номенклатуры обрабатываемых изделий и улуч1пе;;ие их качества обработки, обеспечение предзарительпой и дополнительной ориентач ;; инстру.ме.чта относительно детали.
Поставленная цель достигается тем, что устройство Д.ЛЯ обработки литейных заливов, содержащее основание с расположенным на нем корпусом, имеющим гнезда, в которых размещена ось с расположенным на ней обрабатывающим инструментом, привод подачи .инструмента., узел подачи и узел фиксации детали, снабжено упруго подвещенной в корпусе горизонтальной плитой, предназначенной для .регулируемого взаи.модейстзия с обрабатывающим инструментом.
При этом, ось с расположенным на ней обрабатывающим инструментом снабжена с одной стороны упорной втулкой, другой - наборными кольцами.
Кроме того, ось с обрабатывающим инструментом установлена в гнездах корпуса посредством упругих втулок.
Регулируемое взаимодействие упруго подвещенной горизонтальной плиты с инсфумептом дает воз.м)жп()сть минимально сократить усилие привода обрабат1лпаюп1его инструмента по отноп епик) к детали. Наличие упругих втулок в |Нездах корпуса обеспечивает дополнительную ориентацию инструмента но отно1пению.к детали. Сочетание упругой втулки с Направляющей обеспечивает повьппепную износостойкость последней. Она Не выкрап1ивается от незначительных перекосов оси. так как упругая
0 втулка дает ей возможность смещаться в ту или иную сторону.
На фиг. представлено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1. Устройство для обработки литейных заливов содержит основапие 1 с установлен- ным На нем корпусом 2. Корпус вьп1о;1иен с г1 ездами 3, С1 абженными упруги.ми втулками 4 и направляюп1ими втулками 5. В гнездах 3 пос)едством упомянутых втулок 4 и 5 вставлена ось 6, на которой расгюло0 жен обрабатываюпшй инструмент 7, выполненный в виде протяжки. Ось б снабжена упорной втулкой 8, расположенной с одной стороны иястру.мента, и наборными коль-. цами 9, расположенными с другой стороны инструмента. Устройство снабжено упруго
5 подвещенпой в корпусе 2 горизонтальной плитой 10, взаимодействуюпхей с инструментом 7.с возможностью регулируемого прижатия последнего к детали 11. Плита 10 упруго Г1одве1иена с помощью элемепто:, 12, размещенных в ячейках 13, и болтов 14. Устройство также содержит привод подачи инструмента, вьпюлнеппый в виде гидроцилиндра 5 со nsTOKo.M 16, узел 17 подачи детали, соеди1П1тельную .муфту 18 1птока 16 к оси 6 и направляющие 19, по которым
, перемещается узел подачи дета.ми.
Устройство работает следуюпдим образом.
По направляюп1им 19 узел 17 подачи детали вместе с деталью 11 переме1лается в зону обработки и деталь зажимается фиксатором (не показано). До Начала обработки проводится наладка инструмента 7 в зависимости от 11аименовапия и конфигурации обрабатываемой детали. Для этого инструмент 7 размещается прдварительно На оси 6 на нужном участке и фиксируется с одной стороны упорной втулкой 8, а с другой - наборными кольцами 9. В случае обработки детали другой конфигурации инструмент 7 соответственно передвигается по оси 6 в ту или иную сторону и вновь фик0 сируется необходимым для данного случая количество.м наборных колец 9. Местоположение инструмента выбирается таким образом, что обработка происходит только на заданном участке, т.е. исключаются случайные внедрения инструмента в «тело де5 тали. Таким образом исключается поломка инструмента и детали. Затем гидроцилинд|) 15 приводит в движение предварительно сориентированный на оси 6 гто отпоп1еиию
кобрабатываемой поверхности детали инструмент и подводит его вплотную к обрабатывающей поверхности детали. Начинается цикл обработки.
Наползая заходной фаской на деталь, инструмент 7 приподнимается и ломает вершину облоя, при дальнейшем продвижении вперед инструмент зубом предварительно срезает облой и при движении назад совершает чистовую обработку детали. Горизонтальная плита 10 прижимает посредством упругих элементов 12 инструмент 7 к обрабатывающей поверхности детали и не позволяет отойти инструменту от обрабатываемой поверхности на протяжении всего цикла обработки, не обработав ее. Количество упругих элементов 12 и их унругость выбираются в зависимости от конфигурации детали и величины задиров таким образом, что инструмент при обработке не срезает «тело детали. Упругие втулки, посредством которых вставлена ось 6 с инструментом 7
в гнезда 3 корпусЪ 2, дополнительно корректируют действие горизонтальной плиты 12 на инструмент 7.
Использование новых конструктивныхэ элементов выгодно отличает предлагаемое устройство от прототипа, так как улучп1ается качество обработки детали за счет обеспечения постоянного контакта обрабатывающей поверхности инструмента и обрабатываемой поверхности детали. Устройством возможно обрабатывать детали различных типоразмеров и конфигурации, так как обрабатывающий инструмент может ориентироваться и переналаживаться в. зависимости от номенклаТуры детали без конструктивных изменений самой установки в целом.
Предлагаемое устройство позволяет заменить такой дорогой вид обработки как фрезерование, сверление обработкой, заключающейся в сломе высокого облоя, черновой обработке и чистовой обработке, происходящей за один проход инструмента.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для финишной обработки литых деталей | 1982 |
|
SU1026954A1 |
| Устройство для зачистки литейных заливов на симметричных отливках | 1987 |
|
SU1468655A1 |
| Устройство для снятия литейных заливов и остатков питателей с деталей типа шкивов с окнами | 1985 |
|
SU1304985A1 |
| Устройство для фиксации установочно-зажимных элементов | 1990 |
|
SU1745499A1 |
| Устройство для отделения заливов от литыхдЕТАлЕй | 1979 |
|
SU827261A2 |
| Устройство для обработки литейных заливов | 1990 |
|
SU1787680A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Устройство для финишной обработки литых заготовок | 1983 |
|
SU1105278A1 |
| Устройство для удаления литейных заливов | 1980 |
|
SU884853A1 |
| Установка для удаления с отливок литейных заливов | 1990 |
|
SU1726121A1 |
I. УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛИТЕЙНЫХ ЗАЛИВОВ, содержащее основание с расположенным на нем корпусом, имеющим гнезда, в которых размещена ось с расположенным на ней обрабатывающим инструментом, привод подачи инструмента, .узел подачи и узел фиксации /Л ш 19 / /7/ детали, отличающееся тем, что, с целью увеличения номенклатуры обрабатываемых изделий и улучщения их качества, оно снабжено упруго подвешенной в корпусе горизонтальной плитой, предназначенной для регулируемого взаимодействия с обрабатывающим инструментом. 2. Устройство по п. 1, отличающееся тем, что, с целью предварительной настройки инструмента относительно детали, ось с расположенным на ней обрабатывающим инструментом снабжена с одной стороны упорной втулкой, с другой - наборными кольцами. 3. Устройство по п. I, отличающееся тем, что ось с обрабатывающим инструментом установлена в гнездах корпуса посредством упругих втулок. 5 W /6 5 L. /ri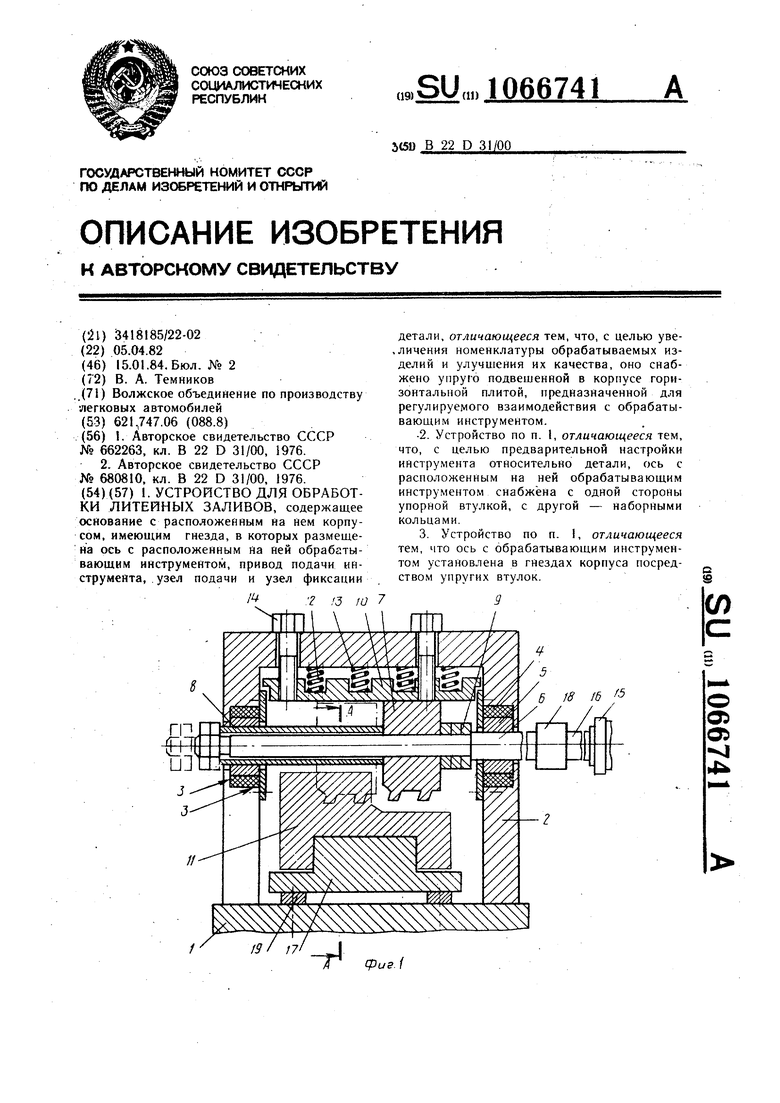
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для отделения заливов от литых деталей | 1976 |
|
SU662263A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для обработки литейных заливов | 1977 |
|
SU680810A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
