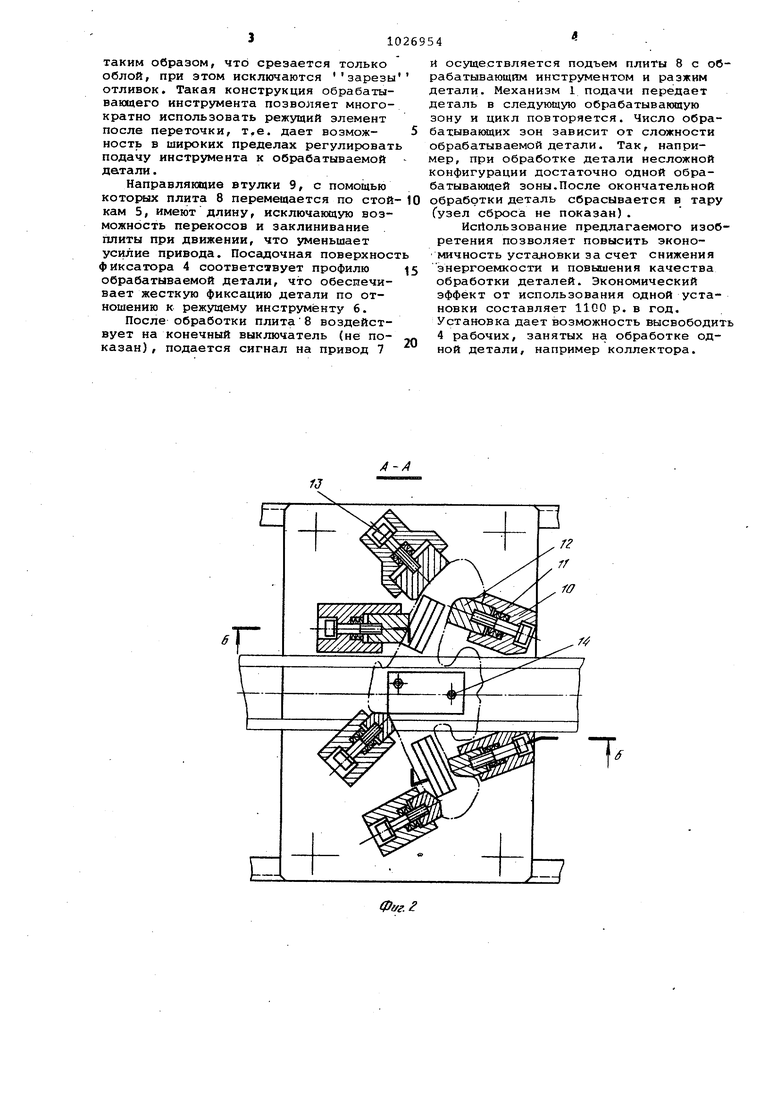
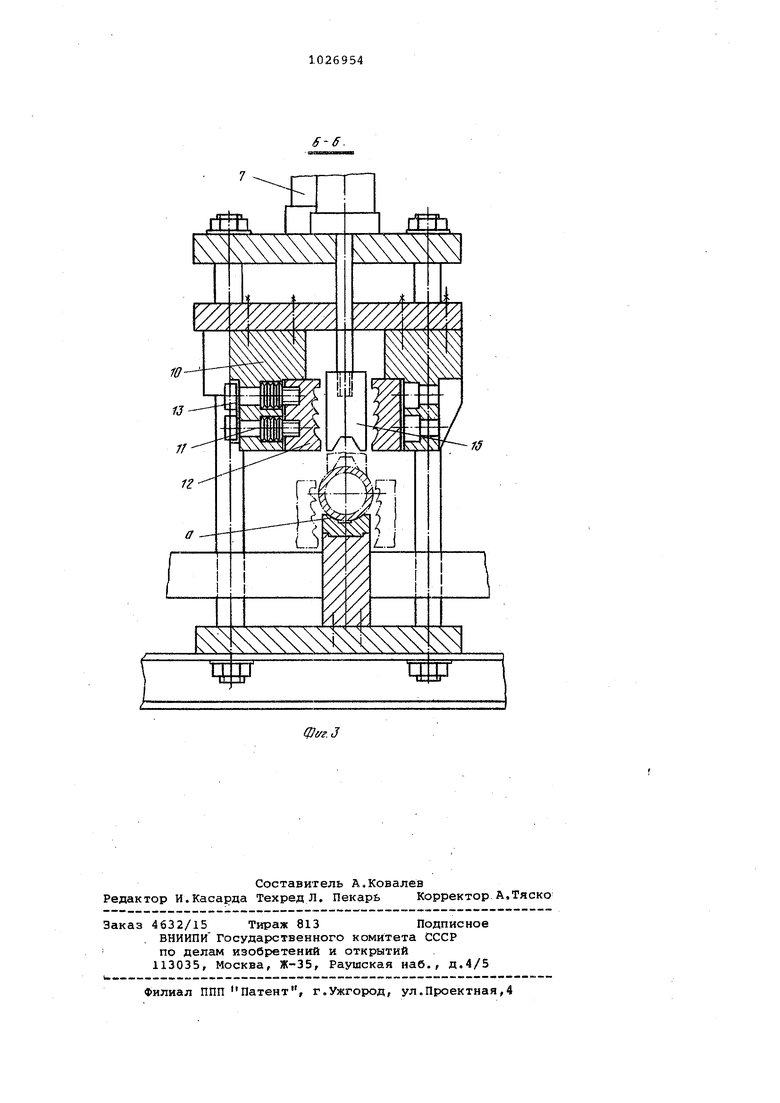
: Изобретение относитЬя к машиностроению и может быть использовано g литейном производстве, в частности, как оборудование для обработкой .литых деталей, I. Известны устройства для механичес кой обработки литейных заливов, например, устройства фирмы Cross Freser США, установленные на КАМазе. Такие устройства содержат режущие инструменты, жестко закрепленные в направляющих. Однако они на обеспечивают качест венного среза лктейных заливов, так как обрабатываемый залив имеет твер дость до HRC б4...70. Наиболее близкой по технической Сущности к предлагаемой является установка для обработки литых деталей, содержащая механизм подачи деталей с приврдом, основание с размещенными на нем фиксаторами, стойк ми, самоустанавливающимся обрабатывающим инструментом, и приводом вер тикальной подачи инструмента. Установка имеет корпус, размещенный на основании. По периметру корпуса рас положен обрабатывающий инструмент. Каждый обрабатывакяций инструмент снабжен индивидуальным приводом подачи. В корпусе на стенках размещены фиксаторы от перемещения детали, которые имеют степень свободы l . Однако они не обеспечивают точного сопряжения инструмента с детал ,что влияет на качество ее обработки Каждый инструмент во время обработ ки детали опирается на опорную пове ность, в связи с чем часть энергии тратится на преодоление сил трения между инструментом и опорной поверх ностью. Неточность сопряжения инструмента с деталью также приводит к потере энергии на преодоление сил трения, а это, в свою очередь, приводит к увеличению сил резания, бее это делают установку неэкономич ной так как она обладает повышенной энергоемкостью и не обеспечивает качественной обработки деталей. Цель изобретения - повьаиенне эконсмичности установки за счет снижени энергоемкости и повышения качества обработки деталей. Поставленная цель достигается тем что установка для финишной обработк литых деталей,,содержащая механизм подачи деталей с приводом, самоустанавливающийся обрабатывающий инструмент, основание с размещенными на не фиксатором для обрабатываемой детали стойками и приводом вертикальной подачи инструмента, снабжена горизонтальной плитой с направляющими втулк Ми,установленной на стойках основания, на которой жестко смонтирован самоустанавливающийся обрабатывающий инструмент, выполненный в виде оправок с размеженными в них через упругие элементы с помощью регулировочных болтов режущими элементами, а фиксатор выполнен в виде гнезда и снабжен регулировочными винтами. На фиг. 1 показана установка, общий вид; на фиг. 2 - разрез А-А на фиг.1, на фиг.З - разрез Б-Б на фиг.2. Установка для финишной обработки литых деталей содержит механизм 1 подачи деталей с приводом (не показан } , основание 2 с размещенными на нем опорой 3, на которой установлен фиксатор 4 для установки обрабатываемой детали, стойками 5, самоустанавливаквдимися обрабатывающим инструментом б и приводом 7 вертикальной подачи обрабатывающего инструмента, горизонтальной плитой 8 с направляющими втулками 9, оправками 10 со свободно размещенными в них через упругие элементы И протяжками 12, закрепленными с помощью регулировочных болтов 13, регулировочными винтами 14 | и механизмом 15 зажима. Установка работает следующим образом. Обрабатываемая деталь укладывается в загрузочную зону (не показана) и воздействует своим весом на конечный выключатель (не показан), который подает команду на привод механизма 1 подачи и деталь перемещается и укладывается в гнездо а фиксатора 4 в рабочей зоне (фиг.1). Посадочная поверхность гнезда d соответствует профилю обрабатываемой детали, что обеспечивает жесткую -фиксацию детали по отношению к протяжкам 12, а регулировочные /винты 14 точно ориентируют деталь по отношению к обрабатыч ваемому инструменту 6. По окончании цикла подачи подается сигнал на привод 15 механизма зажима и деталь жестко зажимается в посадочном гнезде фиксатора 4. Приводом 7.вертикального перемещения горизонтальная плита 8 посредством направляющих втулок 9 с неподвижно закрепленными на ней по пери- метру обрабатываемой детали оправками 10 с закрепленными через упругие элементы 11 протяжками 12 опускается по стойкам 5 в зону обработки, при эхом протяжка первым усиленикм зубом сбивает ( облой. Остальные зубья, проходя вниз, зачитают участок линии разъема детали. Рабочая поверхность протяжки выполнена идентичной профилю детали. Упругие элементы 11 рассчитаны аким образом, что могут кс тенсироват1 разность допусков на детали. Детали , имеющие верхнее (или нижнее) отклоненение Ьт нсчлинального размера в пределах поля допуска, обрабатываются таким образом, что срезается только облой, при этом исключаются зарезы отливок. Такая конструкция обрабатывающего инструмента позволяет многократно использовать режущий элемент после переточки, т,е. дает возможность в широких пределах регулироват подачу инструмента к обрабатываемой детали. Направляющие втулки 9, с помощью которых плита 8 перемещается по стой кам 5, имеют длину, исключающую возможность перекосов и заклинивание плиты при движении, что 5 еньшает усилие привода. Посадочная поверхнос фиксатора 4 соответствует профилю обрабатываемой детали, что обеспечивает жесткую фиксацию детали по отношению к режущему инструменту 6. После обработки плита8 воздействует на конечный выключатель (не показан) , подается сигнал на привод 7 и осуществляется подъем плиты В с обрабатывающим инструментом и разжим детали. Механизм 1 подачи передает деталь в следующую обрабатывающую зону и цикл повторяется. Число обрабатывающих зон зависит от сложности обрабатываемой детали. Так, например, при обработке детали несложной конфигурации достаточно одной обрабатывающей зоны.После окончательной обработки деталь сбрасывается в тару (узел сбЕЮса не показан) . Исйользование предлагаемого изобретения позволяет повысить экономичность усталовки за счет снижения энергоемкости и повышения качества обработки деталей. Экономический эффект от использования одной установки составляет 1100 р. в год. Установка дает возможность высвободить 4 рабочих, занятых на обработке одной детали, например коллектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для удаления с отливок литейных заливов | 1990 |
|
SU1726121A1 |
| Устройство для обработки отливок | 1990 |
|
SU1720795A1 |
| Устройство для удаления литейных заливов | 1980 |
|
SU884853A1 |
| Устройство для обработки литейных заливов | 1982 |
|
SU1066741A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для финишной обработки литых заготовок | 1983 |
|
SU1105278A1 |
| Устройство для внутреннего шлифования | 2023 |
|
RU2813450C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1999 |
|
RU2173238C1 |
| Штамп | 1980 |
|
SU984609A1 |
УСТАНОВКА ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ, содержащая механизм деталей с приводом, самоустанавливакядийся обрабатывающий инструмент, основание с размещенным на нем фиксатором для обрабатываемой детали. стойками и приводом вертикальной подачи инструмента, отличающаяся тем, что, с целью повышения экономичности установки за счет снижения энергоемкости и повышения качества обработки деталей, она снабжена горизонтальной плитойс направляющими втулками, установленной на стойках основания , на которой жестко смонтирован самоустанавливакнцийся обрабатывающий инструмент, выполненный в виде оправок с размещенными в них через упругие элементы с помощью регулировочных болтов режущими элементами, a фиксатор выполнен в виде гнезда и снабжен регулировочными винтами. IsD Л СЛ 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки литейных заливов | 1977 |
|
SU680810A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
